Regardless of the size of any food manufacturer, there will be a need to source, approve and maintain ingredient suppliers. The extent to which this process is implemented may be impacted by the available resources within the company. This article aims to provide the reader with a broad view of the steps involved in the supplier certification process and examples of the depth that may be required to fully implement the process.
Ingredient Risk Assessment
Ideally, your company is staffed with a vast array of resources for the development of ingredient specifications and for the assessment of risks associated with the ingredients. You would also have a corporate microbiologist who can lead the risk assessment process and provide input on the microbiological criteria for your ingredients. In addition, you would have category managers in the quality assurance (QA) department with expertise in the primary ingredient areas for your business such as protein, dairy, produce and grains. You may also have an R&D group staffed with food scientists who can contribute to the development of ingredient specifications. Finally, you would have purchasing agents who, like the QA category managers, have experience in specific areas of ingredients and specialize in the purchasing process for those ingredients. Those three groups—QA, R&D and purchasing—are tasked with the development of ingredient specifications for the varying categories of ingredients you purchase.
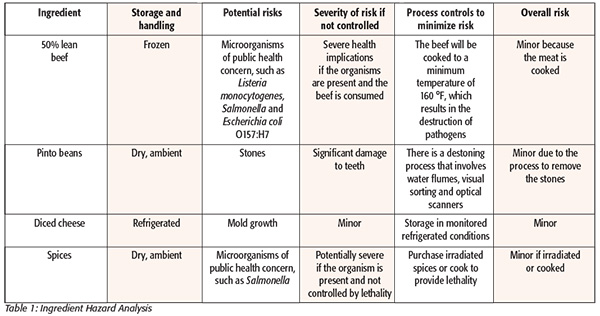 With the understanding that the world is not always ideal, you may not have all of the above resources available to you. Regardless of the scope of your staff resources, there are steps you will need to take to ensure that you have specifications for the ingredients that you purchase that will ensure the quality and safety of the finished product. One of the first steps in the development of the ingredient specification is to have a thorough understanding of the desired attributes of your finished product and the process that will be used in its creation. It will also be important to understand the potential hazards present in the material and whether its storage and handling could lead to an increase in potential hazards. This is why it is extremely important to conduct a thorough Hazard Analysis of ingredients as part of the Hazard Analysis and Critical Control Points (HACCP) plan development process. An example of an ingredient Hazard Analysis and some of the questions you might ask are in Table 1.
With the understanding that the world is not always ideal, you may not have all of the above resources available to you. Regardless of the scope of your staff resources, there are steps you will need to take to ensure that you have specifications for the ingredients that you purchase that will ensure the quality and safety of the finished product. One of the first steps in the development of the ingredient specification is to have a thorough understanding of the desired attributes of your finished product and the process that will be used in its creation. It will also be important to understand the potential hazards present in the material and whether its storage and handling could lead to an increase in potential hazards. This is why it is extremely important to conduct a thorough Hazard Analysis of ingredients as part of the Hazard Analysis and Critical Control Points (HACCP) plan development process. An example of an ingredient Hazard Analysis and some of the questions you might ask are in Table 1.
Once the Hazard Analysis is completed, you can then determine the requirements of the ingredient specifications.
Ingredient Specifications
There are two considerations for creating ingredient specifications. One option is to use the supplier’s ingredient specifications if, when reviewed, they contain all of the information that will allow you to make a safe, quality product. The second option is to have joint development between the R&D group and QA, with each providing input to their areas of expertise. This likely means that R&D will identify the attributes important to the final product performance, with QA identifying the microbiological and food safety criteria. Depending on your specific business and resources, the supplier’s specifications may also provide you with a starting point for the development of your own ingredient specifications. Often this is necessary when an ingredient must meet very specific attributes to achieve the desired product and there is likelihood that you will be using multiple suppliers. Creation of internal specifications allows you to source ingredients from more than one supplier and to communicate very precise expectations they must meet.
When developing specifications for ingredients, at a minimum, they would contain the following criteria:
Physical criteria — These may include the dimension of the material. For example, dice size of cheese for a burrito or shred length of cabbage for an egg roll. Another physical characteristic may be the color of the ingredient when that is important to the appearance of the end product. If it is desirable for the orange of a carrot, green of a bell pepper or the red of a strawberry to be apparent in the end product, then you will want to identify this in the specification. This may be accomplished through the use of descriptive terms or through colorimetric evaluation.
Chemical criteria — These can include fat level in beef or pork, salt level in spice or seasoning blends and moisture level, pH or nutrient content when making a dietary claim. These may also include heat level for spices or peppers.
Microbiological criteria — These may include generic and/or pathogenic microorganisms. The specific organisms of concern will vary, depending on the specific ingredient, its handling and the finished good into which it will go.
Temperature criteria — These provide identification of whether the ingredient can be held at ambient/room temperature, or whether it must be held refrigerated or frozen. However, it is also important to identify the maximum and minimum temperatures for the specific ingredient. For example, holding cheese below 40 °F may be important for stability, but freezing may result in breaking down and crumbling.
Shelf-life criteria — These include the maximum length of time, at the specified temperature, that the ingredient remains stable before it is no longer desirable.
Understanding the length of shelf stability of the ingredient may also lead you to make a determination of the age of materials upon receipt. Understanding your material usage and the shelf life of the finished product into which the ingredient goes may dictate what you communicate to your supplier regarding the maximum age of the material when it arrives at your dock.
Supplier Selection
Once the ingredient risk assessment has been completed and the specifications developed, it will be necessary to select a supplier, or suppliers, who can meet your expectations to ensure the quality and safety of the ingredient(s) supplied. One tool that manufacturers use is a questionnaire for prospective suppliers that provides information about their food safety and quality programs. This questionnaire, developed by the manufacturer’s QA department and sent to the supplier’s QA department, will include, but is not limited to, information about the following areas:
• Pest control
• HACCP, Sanitation Standard Operating Procedures and prerequisite programs
• Food security
• Quality management
• Inbound material inspection
• Storage and handling practices
In addition, there may be a requirement for the supplier to have an audit by a third party. You will need to determine whether you will require the supplier to have a Global Food Safety Initiative-benchmarked audit. You will also have to decide whether you expect the supplier to provide the actual audit, corrective actions, only the audit score or just the audit certificate. Supplier answers to the questionnaire will help you determine whether the supplier is approved, if they need to take additional steps for approval and thus fall into a probationary status, or if their answers are not acceptable and thus are rejected. The answers may also lead you to determine whether you need to conduct a supplier audit, depending on how the ingredient is to be used and whether there is a step in your process to minimize or eliminate food safety hazards.
Supplier Audits
A determination will need to be made as to when and how suppliers will be audited by your QA department. Depending on your assessment of the supplier’s responses to the questionnaire, your resources, your budget and supplier location, you may choose to audit the supplier with your staff. In this case, you will want to have an audit format and a trained audit staff. A good means of training the audit staff is through the American Society for Quality and its Certified Quality Auditor (CQA) process, which teaches how to open the audit, conduct the audit and close the audit. In addition, it teaches the auditor about analytical tools such as basic statistical process control, root-cause analysis and continuous improvement.
Food Safety Modernization Act
The Food Safety Modernization Act may also have an impact on the decisions you make regarding supplier audits. Supplier controls would be proposed if the ingredient Hazard Analysis determines that a hazard is controlled before the facility receives the ingredient. In this instance, the receiving facility would be able to determine appropriate verification activities. If there is a reasonable possibility that a hazard exists and that exposure to the hazard will result in serious health consequences or death, then an annual on-site audit of the supplier is required. Otherwise, the facility will have to show that other verification activities and/or less frequent on-site auditing of the supplier will ensure that the hazard is controlled.
The U.S. Food and Drug Administration is proposing similar requirements for verification of foreign suppliers that will provide importers with flexibility to determine the appropriate level of verification measures. Again, this will rely on the initial Hazard Analysis conducted on the ingredient(s) and a determination whether exposure to an identified hazard results in serious adverse health consequences or death to humans or animals (also referred to as SAHCODHA). The importer will have the opportunity to determine which verification activity is the most appropriate, including on-site auditing, sampling and testing, review of supplier food safety records or other valid methods.
Ongoing Verification
Now that you have identified risks associated with your ingredients, selected the supplier and determined, through the audit process, that they are approved, you will want to continue the process of verification of supplier compliance with the ingredient specifications and with food safety expectations. This may be accomplished through two processes.
The first process involves receipt of certificates of analysis, or COAs. The analyses required in the COA will be predetermined and will be included in the ingredient specifications sent to the supplier. It will spell out whether the COA is required for each shipment of the ingredient or on a less frequent basis. If it is required less frequently, then this is more often referred to as a certificate of conformance.
A second method of verification will be inspection of the inbound material from suppliers. Depending on resources, it may not be practical to inspect every shipment of materials, but the initial ingredient Hazard Analysis should provide guidance on the frequency of inspection of ingredients received. For example, an ingredient such as salt should not require inspection more frequently than semiannually and may require only annual inspection. However, perishable ingredients such as fresh fruits or vegetables may require inspection for each load to verify the condition and to ensure there is no damage, deterioration or infestation that will diminish the safety or quality of the ingredient.
When a material is received that does not conform to the expectations of the facility, the nonconformance should be reported to the supplier. This is often done as a corrective action report, or CAR, in which the nonconformance is described and the supplier is requested to provide a response as to their findings and actions to prevent reoccurrence. By maintaining a log of supplier CARs, the facility can also determine the longer-term performance of the supplier and whether repeated CARs become a reason to place the supplier on probation or ultimately reject the supplier.
Regardless of the size of the organization or the available resources, it is possible for a company to assess the risk of its supplied ingredients, develop specifications and select suppliers. A robust supplier approval and verification program can ensure conformance to expectations for food safety, quality and regulatory expectations.
Michael Cramer, CQA, is the senior director, food safety and quality assurance, for Ajinomoto Windsor.
Supplier Certification: A Matter of Risk Assessment and Resources



