Harry Summers, a well-respected military analyst, once said, “There is always light at the end of the tunnel if you are backing in.” Ultraviolet (UV) light has been known for years as a means of disinfecting various substances, especially water. Studies on UV light were first recorded in the 1890s; the 1903 Nobel Prize for Medicine and Physiology was awarded to Dr. Niels Finsen for treating skin tuberculosis with light. Over the past century, many advances in this technology have been made, and numerous studies have explored its use to improve the quality and safety of food.[1] The purpose of this article is to provide some background on UV technology and share some preliminary results from its application in fresh beef processing.
UV light is composed of wavelengths shorter than visible light. They are in the 100–400-nm range, whereas visible light is in the 400–780-nm range. Wavelengths of 254 nm are very destructive to microbial DNA, causing “kinks” in the molecule that inhibit normal function. A recent article dealing with what pulsed light is and how it works was published last year.[2]
A common image of UV is the blue light emitted by traditional Hg vapor lights fondly associated with barber shop disinfection. Pulsed light technology uses Xe flash lamps that produce a high-intensity light rich in UV. These pulses are much more effective in destroying bacteria than traditional steady UV.
Pulsed UV has several synonyms that can make the literature a little confusing. “UV-C” is derived from the general classifications of UV wavelengths within the electromagnetic spectrum, that is, A, B and C, with UV-C being the 100–280-nm range. “UVGI” is UV germicidal irradiation. “PL” is pulsed light and is often used in conjunction with UV-C. Other researchers have used the term “high-intensity light pulse:” “HILP.” The terms “UV radiation” and “UV irradiation” are also used to describe the process. All are technically correct, but we will use “pulsed UV light,” which is the descriptor used by the U.S. Food and Drug Administration (FDA) in approving the process in the production, processing and handling of food (21 C.F.R. 179.41).
Dosage measurements can also be somewhat confusing. FDA’s approval of UV treatment technology limits the total cumulative treatment (dose) not to exceed 12.0 J/cm2. Dose may also be synonymous with “fluence.”
Research with pulsed UV light has been used on a wide variety of foods and food contact surfaces. These include apple juice, apricots, blueberries, chicken breast, chicken skin, flatfish, honey, paprika, salmon, shredded lettuce, shrimp, strawberries and others as well as knife blades and packaging material.
Two research publications are most relevant to our ongoing studies, because they include treatments of protein product inside packages. First, Keklik et al.[3] reported on the decontamination of unpackaged and vacuum-packaged chicken breast with pulsed UV light. They studied exposure time and source distance on samples inoculated with Salmonella Typhimurium. Based on time and distance, they classified the treatments as mild, moderate or extreme, and evaluated Salmonella destruction and product quality. They determined that optimum parameters for unpackaged and packaged were 15 s at 5 cm and 30 s at 5 cm, respectively. These were the closest distances and short-to-medium times that resulted in 2-log (99%) reductions with no change in product quality. Dosage parameters reported were 1.27 J/cm2 per pulse at 1.5 cm below the lamp surface. Of significance is their reporting of percentage light transmittances for the more common packaging materials. The percentages ranged from 75% to 5%, with polypropylene having the highest and polynylon the lowest levels. These findings underscore the importance of packaging material selection for effective pulsed UV light evaluation.
Second is a 2011 study from Ireland on the decontamination of chicken, associated packaging and contact surfaces.[4] These researchers referred to the process as HILP and also referenced a dose of 1.27 J/cm2. One of their primary goals was to reduce levels of Campylobacter and Salmonella on the outer surfaces of consumer packages of chicken. External contamination of packages could pose potential risk for cross-contamination of surfaces, retail employees and consumers. These researchers reported good reductions of Campylobacter, Escherichia coli and Salmonella Enteritidis inoculated onto packaging material and chicken skin. They demonstrated the potential of HILP being useful in decontaminating packaged chicken and corroborated the importance of film thickness and distance of product from the light source. Product at a distance of 2.5 cm yielded a dose of 1.18 J/cm2, whereas moving the source to 11.5 cm significantly reduced the dose to 0.4 J/cm2. Some in industry now refer to 2.5 cm as the “sweet spot.”
Pilot Operation
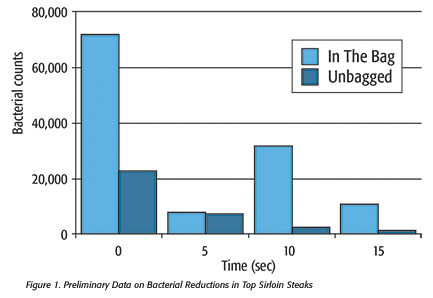 In our quest for an effective, practical intervention, we took a look at UV treatment on finished portion-cut, vacuum-packaged steaks. This work was a casual observation conducted almost 5 years ago and was simply the placement of packages under a static mercury vapor light source for 5, 10 or 15 seconds. The results are shown in Figure 1.
In our quest for an effective, practical intervention, we took a look at UV treatment on finished portion-cut, vacuum-packaged steaks. This work was a casual observation conducted almost 5 years ago and was simply the placement of packages under a static mercury vapor light source for 5, 10 or 15 seconds. The results are shown in Figure 1.
The results were filed away and not revisited until we needed to reevaluate interventions on subprimals from which trim was destined for grinding, presenting a new opportunity to study pulsed UV light. High-intensity pulsed light technology had advanced, and several reliable journal articles supported its potential for this purpose. Working with an outside vendor, we obtained a sterilization system. Our engineering/maintenance department built a cabinet tunnel to support the light source and equipped the unit with a stainless steel belt conveyor that could be adjusted for distance from source and speed. For employee safety, they built a portable UV protection curtain to surround the unit.
 The product tested comprised single packages of whole beef tenderloin (IMPS-189A). Control and treated samples were from the same establishment numbers and same pack dates. Ten each (n=10) were selected as control and treated. The treated samples were passed through the tunnel with an output of 1.27 J/cm2 at 3 pulses per second and then sampled using a whole-muscle rinse method [similar to the whole-bird rinse described in section 4.5.5 of the U.S. Department of Agriculture Food Safety and Inspection Service (USDA-FSIS)’s Laboratory Guidebook]. Each sample was massage-rinsed with 250 mL distilled water. Since the sampling method is nondestructive and USDA-FSIS approves FDA’s treatment, the product could be used in routine processing. This allows for large numbers of samples to be taken in a short time. The rinsates from each sample were shipped to a third-party laboratory for analysis of aerobic plate counts and Enterobacteriaceae. Log counts are shown as the average for 10 whole muscles (Figure 2). Results are expressed as percentage reduction.
The product tested comprised single packages of whole beef tenderloin (IMPS-189A). Control and treated samples were from the same establishment numbers and same pack dates. Ten each (n=10) were selected as control and treated. The treated samples were passed through the tunnel with an output of 1.27 J/cm2 at 3 pulses per second and then sampled using a whole-muscle rinse method [similar to the whole-bird rinse described in section 4.5.5 of the U.S. Department of Agriculture Food Safety and Inspection Service (USDA-FSIS)’s Laboratory Guidebook]. Each sample was massage-rinsed with 250 mL distilled water. Since the sampling method is nondestructive and USDA-FSIS approves FDA’s treatment, the product could be used in routine processing. This allows for large numbers of samples to be taken in a short time. The rinsates from each sample were shipped to a third-party laboratory for analysis of aerobic plate counts and Enterobacteriaceae. Log counts are shown as the average for 10 whole muscles (Figure 2). Results are expressed as percentage reduction.
Data from Trial 1 were very exciting, then the reality of microbiology set in and our enthusiasm waned a little. Trials 1–4 were conducted in the mode “just turn it on and run something through it!” Trials 5–7 show the results of moving the product closer to the source lamp. Trials 8–11 showing reductions of 94% to 99% are the results of doubling the original dose, which is still within FDA’s limit.
The 1- to 2-log reductions shown in Trials 8–11 are very promising, and we have redesigned our cabinet to capture more reflective light. The inconsistent results on Enterobacteriaceae require further examination. Although this subpopulation is about 10% of the total, it represents an important indicator of sanitary dressing and potential for foodborne pathogens.
Going Forward
The results to date certainly warrant further studies utilizing pulsed UV light. Going forward, we need a better understanding of the product’s microbial variation, film transmissibility, dose (distance from lamp source and belt speed) and inoculated studies to validate effectiveness. Just as important are the economic ramifications that compare current intervention costs with pulsed UV light. The fact that the process is nonthermal, nonchemical and keeps the processing environment dry is worthy of further pursuit. We see light at the end of the tunnel and are not backing in.
We express our greatest appreciation to Joe Pierce and the technical support folks at Xenon Corporation, Wilmington, MA, for their continued assistance.
Scott Boleman, Ph.D., is general manager at Standard Meat Company, Dallas, TX.
Amos Stropes is plant manager at Standard Meat Company.
David McKee is director of operations and process innovation at Standard Meat Company.
Ceret Leyva is food safety and quality manager at Standard Meat Company.
Jonathan Savell is food safety and quality assurance manager at Standard Meat Company.
Robert Frazier is in engineering and maintenance at Standard Meat Company.
Kyle Pfeiffer is director of research and innovation at Standard Meat Company.
Ranzell “Nick” Nickelson II, Ph.D., is a food safety adviser for Standard Meat Company.
References
1. Gomez-Lopez, V.M. et al. 2007. Pulsed light for food decontamination: A review. Trends Food Sci Technol 18:464–473.
2. Kenner, L. and K. Krishnamurthy. 2014. Shedding light on food safety: Applications of pulsed light processing. Food Safety Magazine 20(3):28–33.
3. Keklik, N.M., A. Demirici and V.M. Puri. 2010. Decontamination of unpackaged and vacuum-packaged boneless chicken breast with pulsed ultraviolet light. Poult Sci 89:570–581.
4. Haughton, P.N. et al. 2011. Efficacy of high-intensity pulsed light for the microbiological decontamination of chicken, associated packaging, and contact surfaces. Foodborne Path Dis 8:109–117.
Light at the End of the Tunnel: UV Intervention



