Reading the title, you may ask if equipment really needs to be cleaned periodically; after all, it is cleaned routinely. Routine cleaning in a food plant is a critical component of robust sanitation and food safety programs. Depending on your product and process, the routine cleaning frequency may vary from daily to weekly or other slightly longer periods. Typically, routine cleaning involves some level of disassembly. In most cases, though, not all equipment is completely disassembled routinely for cleaning. This is typically performed periodically, as when deep or detailed cleaning is scheduled.
You can compare this with car maintenance: Many drivers will take their car to the carwash to clean the outside on a regular basis. This is comparable to the routine cleaning of product contact surfaces. Most drivers clean the interior somewhat less frequently and rely on their mechanics to take care of the engine at a much lower frequency to keep it running well.
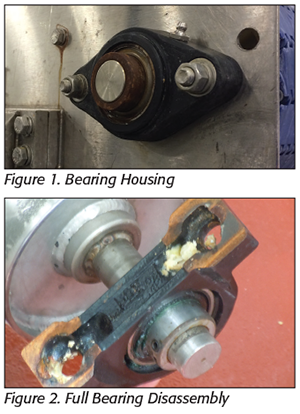 Routine cleaning is typically focused on product contact surfaces, adjacent areas that require minimal disassembly and the immediate environment. In Figure 1, the cavities on the back of the bearing housing can accumulate product over time, and the housing must be replaced with one that has standoff and a smooth back; until that is possible, a frequency must be established to prevent cross-contamination of the product and environment. During routine cleaning, the surface of the roller is cleaned. During periodic equipment cleaning (PEC), it is fully disassembled, as shown in Figure 2.
Routine cleaning is typically focused on product contact surfaces, adjacent areas that require minimal disassembly and the immediate environment. In Figure 1, the cavities on the back of the bearing housing can accumulate product over time, and the housing must be replaced with one that has standoff and a smooth back; until that is possible, a frequency must be established to prevent cross-contamination of the product and environment. During routine cleaning, the surface of the roller is cleaned. During periodic equipment cleaning (PEC), it is fully disassembled, as shown in Figure 2.
Most equipment is not designed to easily clean all product and non-product contact surfaces routinely, and some disassembly to clean potential niches or harborage points will be required. Some examples are:
• Caps over bearing housings
• Sleeves onto shafts
• Overlapping surfaces that are not hermetically sealed
• Guards and belts on conveyors to access inner framework, wear strips and sprockets
• Back or on-product side of product transfer pumps
• Electrical boxes and control panels
• Or, as shown in Figures 1 and 2, removing the roller
Fully taking apart equipment for a detailed or deep cleaning is typically done periodically. If you are not doing this, it is time to consider it.
Why Perform PEC?
In many cases, microbial cross-contamination of product contact surfaces or the product itself does not originate from zone 1 but from a harborage point in proximity to the product contact surface. It is in such areas where pathogens will have the time, temperature, nutrient and water required for their growth and ability to form a biofilm. Eventually, they will enter the product stream. There are other benefits, such as preventing pest issues, improving equipment reliability, improving people safety, etc., to consider when implementing a robust PEC program at your facility.
The key point is to take a proactive approach and clean potential harborage points before your product is contaminated. Having the PEC tasks included in the master sanitation schedule will also allow the team to capture the knowledge and continue to manage the tasks over time. This will allow the process to become standardized and remain sustainable in an ever-changing plant environment.
Where Do You Start?
For products susceptible to microbial growth, assessing the postmicrobial reduction equipment would be the place to start. If the hazard is a pest, then the risk might be greater before the kill step. For example, in bakeries, the microbiological hazards postbake are limited, but the risk of pests in the flour receiving and mixing areas is greater. Therefore, in bakeries, focusing on the periodic cleaning of equipment located upstream of the oven might be a priority over the equipment located downstream of the oven. However, for ready-to-eat and -drink products, equipment located after the kill step will be the starting point.
The sanitary design principles from the North American Meat Institute and the Grocery Manufacturers Association and their checklists are excellent tools to assess your legacy equipment to determine where design gaps exist and where PEC is required. It is often educational to remove what appears to be a smooth cover made of stainless steel to find a part made of mild steel or a complex assembly of parts under that cover. If your commercialization process includes equipment design review, it is likely that you will uncover those niches during the commercialization and be able to implement a cleaning procedure before there is an issue with the product.
A simple principle is to make sure that all the parts can be cleaned and inspected routinely. If an assembly is too complex to be disassembled every time the equipment is cleaned, then it should have its own periodic frequency for disassembly and deep cleaning. Following a design checklist as referenced above, a multi-functional team will look for sandwiched parts, liquid collection areas, difficult-to-reach areas due to location and incompatible materials, just to name a few, and determine a periodic cleaning frequency.
The equipment manufacturer should also be contacted for their recommendation, although not all equipment manufacturers will be familiar with PEC, and some will simply say that some parts of the equipment should not be cleaned! It is true that in some cases, for example, electronics may not be washed down or exposed to cleaning chemicals; if they can become soiled, they can be wiped down with an alcohol-based sanitizer.
Be curious. If a part is attached to another, detach it; see what is on the other side. Keep looking until you are certain that no harborage point remains.
How Often Should Each Piece of Equipment Be Periodically Cleaned?
This is the million-dollar question. There is no simple answer other than “it depends.…” Appropriate PEC frequency is product, process and equipment dependent. Some of the factors to consider are:
• If pathogens will die off in your products, it may not be necessary to perform periodic cleaning as often as for product supporting the growth of pathogenic or spoilage organisms. If your product can support the growth of spoilage microorganisms or pathogens that can form biofilms in niches and contaminate the product, the PEC frequency needs to be increased.
• The design of the equipment and accessibility during routine cleaning and inspection of all parts will influence the PEC frequency.
• Older equipment tends to have more niches that require a more frequent PEC teardown.
• Swab results and visual inspection of adjacent surfaces should also be used as indicators that a niche needs to be cleaned more frequently.
Evaluating PEC needs and frequency is certainly a good exercise for a multi-functional team that would involve maintenance, sanitation, quality, etc. Maintenance often disassembles the equipment for repairs or preventive maintenance activities. Their observations during such activities can be a good starting point to establish a frequency. If maintenance and/or sanitors complain about a bad smell every time they disassemble a part, then that is a good indicator of the need to increase the disassembly and cleaning frequency. Or if the equipment is visually dirty when disassembled, then it is probably because cleaning is not thorough and the frequency is too low. From there, a more frequent PEC can be established. We often suggest performing the PEC task monthly until a baseline can be established.
As the equipment is disassembled, swabs should be taken for indicators or pathogens. We recommend at least one quantitative indicator. After cleaning, the equipment is swabbed again. The precleaning results will provide the necessary data to establish the PEC frequency of each piece of equipment. As long as the precleaning results are out of specification, then the period between PECs needs to be reduced until the frequency is adjusted to demonstrate that potential harborage points will not allow for biofilms to form and will not contribute to product contamination. The data from the postclean swabs will help assess the effectiveness of the cleaning method and the cleanability of the equipment; a team may find that sandwiched parts have become pitted or rusted, and that cleaning cannot bring the results within specifications and parts must be repaired or replaced.
Disassembly is also a good time to take notes and pictures of the equipment to document the observations and begin drafting a cleaning procedure that will ensure that the task is performed as intended over time. The pictures will also help compare the findings as the frequency of PEC tasks is adjusted to establish a baseline.
What Should the Swab Limit Be?
Typically, before cleaning, the count should not exceed the finished product specification; for example, if the swab taken before cleaning is analyzed for aerobic plate count (APC) and the product specification for APC is 10,000 CFU/g, the swab limit could be set at 10,000 CFU for the dirty part. However, if the same surface is analyzed for APC and Listeria spp., and the result of the swab is 8,000 CFU for APC and positive for Listeria spp., you should investigate the positive Listeria spp. and increase the cleaning frequency. If it is the first time the parts are disassembled, to avoid receiving swab results that are “too numerous to count,” the plant should work with its laboratory to dilute the swabs to obtain actual counts.
Maximizing PEC Efficiency
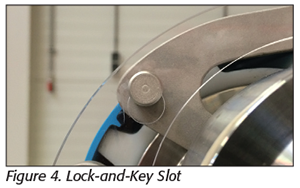
 To optimize PEC efficiency, its activities should be coordinated with preventive maintenance. In all cases, the plant should have a PEC frequency for all its equipment. In some cases, a few pieces of equipment might be scheduled every week; in other cases, they will be grouped to be completed during a production shutdown. You may come to the realization that minor equipment modifications can make these procedures more effective and efficient. For example, a guard might have many bolts to keep it in place and secure (Figure 3), but it may not need that many and all but one or two might be replaced with lock-and-key slots (Figure 4).
To optimize PEC efficiency, its activities should be coordinated with preventive maintenance. In all cases, the plant should have a PEC frequency for all its equipment. In some cases, a few pieces of equipment might be scheduled every week; in other cases, they will be grouped to be completed during a production shutdown. You may come to the realization that minor equipment modifications can make these procedures more effective and efficient. For example, a guard might have many bolts to keep it in place and secure (Figure 3), but it may not need that many and all but one or two might be replaced with lock-and-key slots (Figure 4).
 Complex equipment modifications will be part of continuous improvement projects but should be documented to ensure they are dealt with at the appropriate time. Some minor modifications can be made using the plant budget, whereas more expensive modifications and/or equipment replacement will be part of the capital appropriation plan. Until then, you will need a robust PEC program to manage the design gaps. It’s important to be aware of potential niches and have cleaning procedures and frequencies to mitigate the risk until a permanent solution can be found.
Complex equipment modifications will be part of continuous improvement projects but should be documented to ensure they are dealt with at the appropriate time. Some minor modifications can be made using the plant budget, whereas more expensive modifications and/or equipment replacement will be part of the capital appropriation plan. Until then, you will need a robust PEC program to manage the design gaps. It’s important to be aware of potential niches and have cleaning procedures and frequencies to mitigate the risk until a permanent solution can be found.
Documentation
As with any other programs, documenting is important to demonstrate what was done, when and by whom. As mentioned earlier, the documentation of the PEC activities will help establish the baseline. Once the baseline is defined, the documentation will provide the record that demonstrates that the activities were completed. Any deviation found during the PEC activities will also need to be documented and correction or corrective action undertaken to prevent product contamination.
As the saying goes, “What gets measured and reported gets done,” so there should be a performance indicator, tracking completion of the periodic tasks. Over time, the information will be useful to establish the resource requirement, budget and replacement parts that may be needed to ensure the completion of the different activities as per the schedule. Your PEC program will also be a living program, where, depending on equipment modifications or new equipment brought to your facility, your program is adjusted to take care of the new reality.
The same concept can be applied to infrastructure cleaning. While floors and drains are always cleaned at the same time as the equipment, walls, ceilings, overhead pipes and non-production areas will be cleaned less frequently but nevertheless will have an assigned cleaning frequency. We refer to it as the periodic infrastructure cleaning (PIC). The frequency will also depend on a number of factors that might be similar to those for PEC, for example, to prevent microbial growth in a production environment, prevent infestation and prevent an explosion in rooms where dust can accumulate, such as a flour silo or sifting areas.
Conclusion
Implementing a PEC/PIC program might seem like an overwhelming task. However, by taking a strategic and proactive approach, establishing a plan will not seem as daunting. Start with the part of the process that is most likely to impact product quality and safety, and with the equipment that is most likely to harbor bacteria or pests. This approach is always less stressful than reacting to and investigating a situation where product is spoiled or presents a food safety risk after it has entered commerce.
Richard Brouillette is the food safety director at Commercial Food Sanitation (CFS).
Timothy Steffensmeier is senior food safety specialist at CFS.
The Importance of Periodic Equipment Cleaning




