
Earlier this year, a customer informed us that if we wanted to bid on the 2020 contracts for individually quick frozen (IQF) vegetables, we would need to present a blancher validation study (BVS) for each product we wanted to supply. Considering this customer is a significant percentage of our business income, I decided to assess the seriousness of the proclamation. We tried the blank-stare approach without saying a word, hoping they were just “testing the waters” to see our reaction. We received the same blank stare back. The impressive part was that this took place on a voice-only conference call. We immediately understood the seriousness of the directive and decided we had better get focused and “kick this pig” (Kelsey Grammer, Down Periscope).
Blanching is an integral component of the IQF vegetable process. Multiple discussions have been conducted and guidance documents published to assert the need for a validated lethality step in the IQF vegetable process over the past 10 years. The challenge was not conducting the studies; it was going to be convincing our international suppliers that this was not a request. This was a “contingent upon” scenario. I hit the road with the intent of visiting each supplier to discuss the “opportunity” we were faced with.
We are an importer of record and represent seven IQF vegetable manufacturers, producing 24 different products, on two continents, and a total of 20 manufacturing sites. This wasn’t going to be a snap of the fingers and “thy will be done!” We were going to need a strategy, a plan to execute against, and a verification procedure to ensure we had complied with the required steps.
With the American Frozen Foods Institute (AFFI)’s How to Validate Your Blancher[1] as the guidance document for our BVS, I boarded the outbound flight. This document proved to be of value as we delved into the principles and procedures of how to conduct an effective BVS.
I’ve been working with IQF vegetables for the past 25 years and have walked many a factory floor, stopping by the blancher to ask what the time/temperature settings were and whether the control box was kept locked. In those days, blanching was considered a means to stop the peroxidase enzyme from breaking down the product. I had heard of some processors that did not consider the blanching step as a Critical Control Point, preventive control, or even a Control Point. Now, fast-forward to today: We are being asked to use blanchers to significantly reduce pathogens, specifically to a 5-log or a 99.999% reduction. We had work to do, and we had to keep moving.
Conducting the BVS
Our first step was to ask our suppliers if they had performed a BVS within the last 3 years. We were presented with four BVSs that had been conducted within the time parameter we requested; however, all of them were conducted on only one product at only one of their factories. We needed a BVS from every product we offered from every supplier’s factory. This wasn’t the start we were looking for; however, we were determined to meet the deadline, so we broke down the studies into blancher type (water bath or steam) and type of study conducted (on-site, off-site, data logger only). This is what we came up with.
Three types of BVS that were conducted:
1. Study is conducted off-site with pathogens. This type is conducted in an off-site lab and inoculation is with a pathogen (Listeria monocytogenes, Escherichia coli, Salmonella).
2. Study is conducted on-site with surrogates for pathogens.
3. Study is conducted with thermal data loggers, and the time/temperature data are compared with a target P value (heat treatments that typically give 6-log reductions of target organisms).
There are two types of blanchers:
1. Water bath: A water blancher consists of a pan with inlet and outlet ends. In the bottom of the pan are several outlets that are connected to a circulation system. The circulation system distributes the water back to the pan through injectors. The water is heated by directly injected steam or by a heat exchanger.
2. Steam: In a steam blancher, the product is transported by a chain or belt conveyor through a chamber where steam flows through at approximately 100 °C. Steam blanching is usually used for cut and small products, and requires less time than water blanching because the heat transfer coefficient of condensing steam is greater than that of hot water.
Our IQF suppliers are basically an even split between the two types of blanchers. Each supplier extols the advantages of their blancher type; however, I did come across a study regarding the difference between steam and water bath blanchers. According to Volden et al.,[2] the product retains a greater percentage of solids and nutrients in a steam blancher because the product is not submerged in water, and therefore the nutrients do not leach out. In addition, a steam blancher may also leave less excess water on the product, which makes it desirable for freezing operations.
Study Is Conducted Off-Site with Pathogens
A BVS conducted at an off-site lab involves the product being inoculated with a pathogen (L. monocytogenes, E. coli O157:H7, Salmonella) to an approximate level of 100,000 CFU, measured, blanched in a scale model of the customer’s blancher (steam or water blanch), and tested again to determine the optimum time/temperature ratio to achieve the desired D value.[3]
Advantage: The target pathogen is used in the test to determine what time and temperature parameter will create a 5-log reduction.
Disadvantage: The blancher used at the factory is not in the equation. A scaled-down or tabletop blancher is utilized in the study.
Study Is Conducted On-Site with Surrogates
This methodology is normally implemented at either the beginning of the processing season or the end. As with the off-site pathogen method, the product is inoculated, but with a nonpathogenic organism that has a thermal inactivation characteristic similar to the pathogen that is targeted.[4] The U.S. Food and Drug Administration defines a surrogate microbe as ‘‘a nonpathogenic species and strain responding to a particular treatment in a manner equivalent to a pathogenic species and strain.”[5] The surrogate allows biological verification of the treatment without introducing pathogens into a food processing area. The product is tested post-blanch, and the results are calculated to determine the log reduction of the nonpathogenic surrogate.
Advantage: Test conducted in the blancher utilized in the process.
Disadvantage: Study conducted with nonpathogenic organisms that do not have the exact thermal resistance characteristic of the target pathogen.
Study Is Conducted On-Site Using Data Loggers
The third methodology utilizes a target value Po time/temperature (reference temperature/z value) of 2 min; therefore, Po = [70 °C (7.5)] = 2 min to achieve a 6-log reduction of L. monocytogenes. Temperature data loggers (DLs) are placed in the product being tested, across the span of the conveyor belt (normally three across) and collect temperature data throughout the process. The technician conducting the test records how long the DLs are in the blancher from entry to exit to provide the time data point. The data are compared with the standard Po formula to determine the actual time/temperature value.
Advantage: Using a target value Po as the “standard” and DLs to record the temperatures through the blancher(s) on-site eliminates the need to inoculate the product.
Disadvantage: Compared with the two other choices, I didn’t see one.
Data Logger BVS
Time and temperature are the two most important parameters that dictate the use of blanching as a process preventive control. Thus, measurements related to time and temperature are essential to validating a blancher. Typically, a set of time and temperature parameters to be used in a blancher are established prior to a blancher validation study, as stated earlier.
Out of the three methodologies, this is the one I wanted to employ for our remaining supplier base that had not conducted a BVS. If we could convince our customer that the target Po value for time/temperature ratio was applicable to IQF vegetables, we could expedite the process and save money for our suppliers. We consulted our customer’s microbiologist and received the approval to use DLs to collect time/temperature ratios and compare them with the target value Po. With this approval, we could now focus our efforts on securing the DLs and coordinating the different products based on harvest/processing schedules.
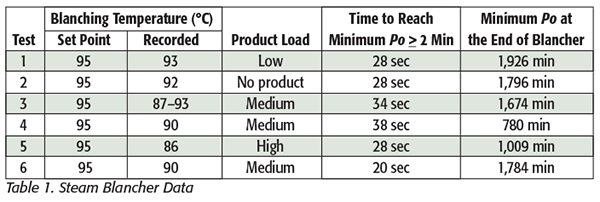 As previously stated, if we can create a temperature greater than or equal to 70 °C for a 2-minute interval, we can achieve a 6-log reduction in L. monocytogenes. Table 1 displays data recorded in a steam blancher using commercially available recorders. A lab technician conducted the test and calculated the minimum Po compared with the target Po = [70 °C (7.5)] = 2 min. Let’s look at Row 5 in Table 1. I would consider this a worst-case scenario because the product load was identified as “High.” Based on the temperature/time data recorded, 86 °C for 28 seconds calculated using the target Po formula provides a time equivalence of 1,009 minutes at 70 °C. Notice the exponential change in time equivalence with an increase in temperature. The challenge is to ensure the temperature set point is high enough to achieve a 5-log reduction in the lower parameter in a normal variance in the chamber temperature.
As previously stated, if we can create a temperature greater than or equal to 70 °C for a 2-minute interval, we can achieve a 6-log reduction in L. monocytogenes. Table 1 displays data recorded in a steam blancher using commercially available recorders. A lab technician conducted the test and calculated the minimum Po compared with the target Po = [70 °C (7.5)] = 2 min. Let’s look at Row 5 in Table 1. I would consider this a worst-case scenario because the product load was identified as “High.” Based on the temperature/time data recorded, 86 °C for 28 seconds calculated using the target Po formula provides a time equivalence of 1,009 minutes at 70 °C. Notice the exponential change in time equivalence with an increase in temperature. The challenge is to ensure the temperature set point is high enough to achieve a 5-log reduction in the lower parameter in a normal variance in the chamber temperature.
Post-Blanch Considerations
Preventing post-blanching contamination is a critical component of our preventive controls strategy. Once we have completed the BVS and ensured that the blancher verification program is effective, we work with our suppliers to ensure focus is on the environmental monitoring program (EMP) to determine where the risk is for post-process contamination. An incredible amount of time and resources are invested in purchasing, maintaining, validating, and verifying the blanching process. A focused effort to mitigate contamination of the product after it has been exposed to a 5-log reduction process is imperative to provide a safe, wholesome product.
The AFFI’s How to Validate Your Blancher guidance document[1] provides detailed information regarding verification systems and schedules to ensure your process repeatedly achieves the desired lethal effect. Here are a few key points:
1. Maintain product bed depth throughout the blanching process to ensure uniform thermal performance.
2. Ensure the blancher has the proper number of calibrated thermocouples and/or resistance temperature detectors to record the chamber temperatures at the entrance, midpoint, and exit.
3. Conduct hourly verification procedures to ensure validation study result compliance.
4. Keep the blancher control panel locked during processing hours.
Conclusions
BVSs are going to become a part of the mandated program, procedures, and records review for an existing supplier and/or part of the new supplier on-boarding process. Being able to provide evidence that you or your supplier has conducted a BVS, executed documented verification procedures, and employed a rigorous post-process EMP is a formidable statement that your process is in control.
Dr. John W. Raede is the chief food safety officer for National Cortina.
References
1. affifoodsafety.org/best_practices/how-to-validate-your-blancher/.
2. Volden, J, et al. 2008. “Effect of Thermal Treatment on Glucosinolates and Antioxidant Related Parameters in Red Cabbage (Brassica oleracea L. ssp. capitata f. rubra).” Food Chem 109:595–605.
3. Friedly, EC, et al. 2008. “Identification of Listeria innocua Surrogates for Listeria monocytogenes in Hamburger Patties.” J Food Sci 73:M174–178.
4. Eblen, DR, et al. 2005. “Studies to Select Appropriate Nonpathogenic Surrogate Escherichia coli Strains for Potential Use in Place of Escherichia coli O157:H7 and Salmonella in Pilot Plant Studies.” J Food Prot 68(2):282–291.
5. www.fda.gov/files/food/published/Kinetics-of-Microbial-Inactivation-for-Alternative-Food-Processing-Technologies.pdf.



