Are there any steps in the processing of your food product where it is in a high-moisture state before baking, cooking, or freezing? Perhaps it is a batter or component of a finished product. Making microbiologically safe food does not rest solely on having a validated kill step. Even in systems that include a lethality step, food may cause illness or trigger a recall if manufacturing conditions allow or could allow toxin-producing microorganisms to grow to levels at which heat-stable toxin is formed.[1–12] The Code of Federal Regulations, 21 C.F.R. Part 117.8 (c)(3), states, “Food that can support the rapid growth of undesirable microorganisms must be held at temperatures that will prevent the food from becoming adulterated during manufacturing, processing, packing, and holding.”[13] During manufacturing, however, it is not always possible to hold components at refrigerated temperatures. Thus, to prevent foodborne illness or recalls, it is important to tailor residence time for high-moisture components or raw work in process (WIP) such as slurries, doughs, or blanched vegetables to the warmest temperature found in the matrix occurring before the kill step. This article will focus on the risk assessment and management strategies for minimizing the potential for growth of undesirable microorganisms leading to toxin production in a food matrix/manufacturing system.
Perform a Risk Assessment
Determine whether the matrix and conditions meet the criteria necessitating time/temperature control. Ingredients, pH, water activity, salt concentration, and temperature can impact the potential for the growth of microorganisms to levels of concern in high-moisture matrices.[14,15] Buildup or residual material can present a risk when a continuous batching process is used by allowing greater time in these areas for microbial growth. These factors need to be considered when conducting a risk assessment to assist in determining allowable residence times, hold times, or time between cleanings.
1. Matrix parameters
If the water activity of the food/ingredient matrix under consideration is less than 0.85, it would not be considered “high moisture.”[16] For materials with a water activity of 0.85 or greater:
• Determine pH. Is the pH greater than 4.0 and less than 9.8? If the answer is yes, continue.
• Determine the percentage of water-phase salt (WPS). Is the maximum percentage WPS of the material less than 10? If the answer is yes, then time/temperature controls are probably necessary for the high-moisture slurry during manufacturing. Continue with the risk assessment.
The minimum pH for Staphylococcus aureus or Bacillus cereus growth is 4.0 or 4.3, respectively. S. aureus will not produce toxin, and B. cereus will not grow if the WPS is 10 percent or greater.[14] Therefore, if the answer to either of these questions is “no,” then the assessment may be discontinued.
2. Organisms of concern
As part of your Hazard Analysis, consider available scientific literature to understand specific microbiological hazards associated with incoming ingredients. Engage a subject-matter expert as necessary. Although it might not be associated with any ingredients, S. aureus must still be considered since humans are known carriers of this microorganism.[17] Examples of steps where direct or indirect inoculation of product may occur are reassembly of equipment after sanitation, weighing of ingredients, or tasks conducted near or over open equipment.
Consider in the risk assessment competing microflora such as yeast or lactic acid bacteria either added as an ingredient or naturally occurring. If at adequate levels in the food, these microorganisms may suppress the growth of S. aureus or B. cereus.[18,19] A lab study is essential to confirm growth suppression and should be verified at some frequency, especially when there is a change to the process or formulation. If the competitive microorganisms are indigenous to an ingredient or added as part of the formulation, inhibition also should be confirmed when there is a change in ingredient supplier because indigenous microflora and strain characteristics can differ, depending on the source of the ingredient.
3. Temperature
Review temperatures (if there is monitoring, continuous or otherwise) or collect temperatures of the material in the flow. Identify areas or process steps (including known or potential hang-up points) where product is held at temperatures that would support the growth of microorganisms.
4. Potential growth and toxin production
 If the temperature of your material or WIP at its warmest area in the system can be maintained at temperatures below 50 °F, then toxin formation by S. aureus is not likely.[14] If temperatures cannot be controlled below 50 °F, then use predictive pathogen growth modeling programs such as ComBase Predictor or the U.S. Department of Agriculture’s Pathogen Modeling Program to help assess risk over the temperature range of concern. Use worst-case scenarios for your product parameters and temperature. If predictive modeling (typically based on broth studies) indicates that growth of these organisms exceeds the food safety limit at which toxin production is typically initiated (e.g., 105 CFU/g), then an inoculated challenge study using your specific matrix may be needed to define the potential for growth of the target organism over time at various temperatures. These results can help determine acceptable residence times at specific temperatures during manufacturing. Once modeling or a challenge study is complete, a table may be constructed with temperature ranges and the allowable hold time for those ranges. An example is illustrated in Table 1. Findings from published literature may be useful to aid in the design of control limits for your process. However, caution must be exercised to ensure that matrix parameters and process parameters described in the literature apply to your specific product.
If the temperature of your material or WIP at its warmest area in the system can be maintained at temperatures below 50 °F, then toxin formation by S. aureus is not likely.[14] If temperatures cannot be controlled below 50 °F, then use predictive pathogen growth modeling programs such as ComBase Predictor or the U.S. Department of Agriculture’s Pathogen Modeling Program to help assess risk over the temperature range of concern. Use worst-case scenarios for your product parameters and temperature. If predictive modeling (typically based on broth studies) indicates that growth of these organisms exceeds the food safety limit at which toxin production is typically initiated (e.g., 105 CFU/g), then an inoculated challenge study using your specific matrix may be needed to define the potential for growth of the target organism over time at various temperatures. These results can help determine acceptable residence times at specific temperatures during manufacturing. Once modeling or a challenge study is complete, a table may be constructed with temperature ranges and the allowable hold time for those ranges. An example is illustrated in Table 1. Findings from published literature may be useful to aid in the design of control limits for your process. However, caution must be exercised to ensure that matrix parameters and process parameters described in the literature apply to your specific product.
5. Document
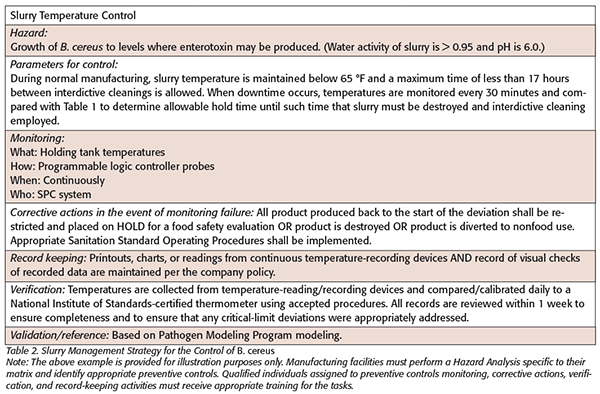 Document your findings in the food safety plan. If risks do exist, construct a strategy for mitigation and management. An example can be found in Table 2. Develop procedures and training for personnel.
Document your findings in the food safety plan. If risks do exist, construct a strategy for mitigation and management. An example can be found in Table 2. Develop procedures and training for personnel.
Management Strategies
The following are example strategies for managing the potential risk of pathogenic microorganism growth and subsequent toxin production. Strategies may vary with the type of matrix, sanitary design of the equipment, manufacturing practices, sanitation frequency, or other factors. Work with an expert microbiologist to formulate an effective control strategy tailored to your manufacturing facility. Examples include:
1. Control of residence time
Establish allowable maximum residence time based on the highest occurring temperature in the matrix. If the temperature of the material at its warmest area in the system can be maintained at 50 °F or lower, then residence time will most likely depend on other factors such as quality. Do not allow the high-moisture matrix to remain at a temperature longer than results from modeling or a challenge study dictate. Remove material from production before that occurs. If the process for the matrix is continuous, then the maximum length of time between full sanitation cycles will be determined by the results of modeling or the challenge study unless interdictive cleaning is implemented.
2. Sanitation and interdictive cleaning
Interdictive cleaning is a step that may be taken between full sanitation cycles. It refers to simple scraping to remove product from the specific locations identified as hang-up points in the initial risk assessment. A food manufacturer needs to tailor sanitation practices to the holding time allowed for high-moisture WIP based on the warmest temperature of the material. So that growth cannot reach the food safety limit for toxin production (e.g., 105 or 5 log CFU/g), interdictive cleaning should occur at a time point where theoretical growth is less than the theoretical level for toxin production for the organism of concern (e.g., 5.0 × 104 or 4.6 log CFU/g). If surfaces can be rinsed, the equipment must be visibly clean after rinsing. Determine whether growth can occur in dried-on product by collecting a sample and testing the water activity. If it is less than 0.85, toxin production cannot occur.
3. Equipment modification
Partner with your engineering department to determine whether modifications can be made to the equipment that holds the high-moisture material so that it is shielded from hot temperatures or jacketed to maintain reduced temperatures. An alternative is to cool the room and maintain temperatures that slow the growth of target microorganisms. While equipment or room modification might sound like the easiest approach, it may prove difficult and expensive. Unintended outcomes may occur such as condensation or increased viscosity, leading to reduction in flowability. If you are installing a new line, it is recommended to use information from microbial growth modeling or a challenge study to optimize the food safety design of the equipment, room, and run schedules.
4. Foundational food safety programs
Foundational food safety programs probably will not be the sole controls for preventing the presence or growth of B. cereus or S. aureus, but they are important components of a food safety plan. Examples of foundational elements to consider are:
a. Ingredients. Build stringent ingredient specification and supplier verification programs. Set the specifications or target values for microorganisms of concern as low as reasonably possible to help allow the greatest run time. All certificates of analysis of incoming ingredients must be verified at the plant and any deviations escalated.
b. Good Manufacturing Practices (GMPs). Ensure that the manufacturing facility’s food safety plan includes GMP requirements for employees when they are handling ingredients or slurries. These GMPs should be used to prevent the opportunity for inoculation by human carriers of S. aureus (e.g., wearing of gloves, face masks). In addition to line employees, these GMPs should apply to all employees in the plant, including personnel from maintenance, sanitation, quality control, and management.
5. Unplanned downtime
Care must also be taken when unplanned downtime occurs to ensure that growth in the matrix does not approach the limits for food safety. When a line goes idle, the temperature from the warmest area of idle WIP must be measured and recorded throughout the idle time. A previously constructed table based on modeling or a challenge study will facilitate efficient decision making regarding when the material must be destroyed and equipment rinsed or cleaned. Alternatively, modeling that reflects real-time progression in temperature may be conducted to determine disposition of material using the “dynamic” option in ComBase Predictor.
Conclusion
Recalls or outbreaks relating to S. aureus and B. cereus contamination of food are of major public health concern, specifically due to their ability to produce heat-stable toxins that cause foodborne illness. Once formed, these heat-stable toxins cannot be eliminated with currently available chemical or physical decontamination treatments. Hence, controlling the residence times of temperature-dependent, high-moisture matrices during manufacturing becomes an important consideration for food processors. This article proposes a risk assessment framework and several management strategies for minimizing the potential for growth of undesirable microorganisms leading to toxin production in a food matrix/manufacturing system. Following this approach will help meet regulatory requirements and give the food manufacturer confidence that the products they are making are wholesome and safe for consumption.
Nancy Dobmeier, CQA, CHA, is working as a principal microbiologist, Food Safety and Microbiology, at Conagra Brands.
Balasubrahmanyam Kottapalli, Ph.D., CQE, is working as a senior principal microbiologist, Food Safety and Microbiology, at Conagra Brands.
References
1. www.fsis.usda.gov/wps/portal/fsis/topics/recalls-and-public-health-alerts/recall-case-archive/archive/2013/recall-074-2013-release.
2. www.foodnavigator-asia.com/Article/2013/01/14/Update-to-tofu-recall-from-FSA.
3. www.fda.gov/ICECI/EnforcementActions/WarningLetters/2013/ucm344588.htm.
4. www.fsis.usda.gov/wps/portal/fsis/topics/recalls-and-public-health-alerts/recall-case-archive/archive/2015/recall-100-2015-release.
5. www.foodstandards.gov.au/consumer/importedfoods/Documents/Bean%20curd%20and%20Bacillus.pdf.
6. foodpoisoningbulletin.com/2016/mighty-taco-outbreak-caused-by-bacillus-cereus/.
7. pennstatefoodsafety.blogspot.com/2017/05/canadian-firm-recalls-frozen-breaded.html.
8. www.fsis.usda.gov/wps/portal/fsis/topics/recalls-and-public-health-alerts/recall-case-archive/archive/2018/recall-027-2018-release.
9. www.foodsafetynews.com/2010/03/slim-fast-was-recalled-for-bacillus-cereus/#.Wv5C8aPfO3A.
10. www.foodsafetynews.com/2011/06/staph-contamination-found-in-bakery/#.Wv5ByaPfO3A.
11. www.eater.com/2013/8/27/6381149/cronut-burger-illnesses-traced-back-to-maple-bacon-jam.
12. Schelin, J, et al. 2011. “The Formation of Staphylococcus aureus Enterotoxin in Food Environments and Advances in Risk Assessment.” Virulence 2(6):580–592.
13. www.gpo.gov/fdsys/pkg/PLAW-111publ353/pdf/PLAW-111publ353.pdf.
14. Fish and Fishery Products Hazards and Controls Guidance, 4th ed. (U.S. Department of Health and Human Services, Public Health Service, FDA Center for Food Safety and Applied Nutrition, Office of Food Safety, 2011).
15. Jol, S, et al. 2006. “Issues in Time and Temperature Abuse of Refrigerated Foods.” Food Safety Magazine December 2005/January 2006.
16. www.gmaonline.org/downloads/technical-guidance-and-tools/SalmonellaControlGuidance.pdf.
17. U.S. Food and Drug Administration. 2000. “Staphylococcus aureus.” The Bad Bug Book: Foodborne Pathogenic Microorganisms and Natural Toxins Handbook.
18. Kottapalli, B, et al. 2013. “Microbiological Profile of Dough Systems During Pita Chips, Pretzel and Pretzel Products Production.” Poster presentation at the 2013 IAFP Conference, Charlotte, NC.
19. Stecchini, ML, I Sarais, and M Bertoldi. 1991. “The Influence of Lactobacillus plantarum Culture Inoculation on the Fate of Staphylococcus aureus and Salmonella Typhimurium in Montasio Cheese.” Int J Food Microbiol 14:99–110.
Time Flies When Temperatures Rise




