In November 2004, Food Safety Magazine (FSM) brought together leading experts in the field of sanitary equipment and facility design to present the latest trends and strategies on this topic to the Food Processing Machinery Association’s (FPMA) EXPO attendees in Chicago, IL. The take-home message? Food manufacturers who are truly “equipped for excellence” are those who apply common sense when developing and implementing sanitary equipment and facility design principles and practices into their plant operations.
“The stresses on today’s food production companies are significant,” says presenter Don Graham, president of Graham Sanitary Design Consulting, Ltd. “These stresses are wide-ranging, and include the increased production of minimally processed, and therefore higher risk, foods and ready-to-eat (RTE) foods demanded by consumers, the emergence of new strains of foodborne microorganisms, and longer production runs that translate into less clean-up time.
“Couple these with public health data that show a growing number of people at high risk for severe or fatal foodborne illness associated with pathogens and allergens,” he continues, “and you can see that designing food safety measures into every operation in the plant is vitally important to the business to successfully manage these stresses.”
The purpose of sanitary equipment and facility design, Graham says, is to make sanitation programs faster, more efficient and more economical, while preventing product adulteration, satisfying regulatory requirements and meeting consumer and customer demands. Graham, along with FSM “Equipped for Excellence” seminar co-presenters, Joe Stout, Director, Sanitation, Kraft Foods, Dave Kramer, V.P. Engineering, Sara Lee Foods, and Huub Lelieveld, retired Senior Technologist, Unilever, agree that to achieve these goals and the resulting benefits, forward-thinking food manufacturers will utilize a variety of resources to develop a blueprint for sanitary design success.
3 Steps to Effective Sanitary Design
A good plan ensures good results. The following three basic steps taken during the sanitary design development stages, say FSM’s speakers, will ensure continuous excellence throughout the food production and sanitation process.
1. Obtain and Review Industry Resources. Several industry initiatives in the last five years have come to fruition in the form of guidelines, checklists and networking opportunities. The American Meat Institute’s (AMI) Equipment Design Task Force (EDTF) has led the way in establishing guidelines for both sanitary equipment and facility design principles and practices (www.meatami.com). The EDTF, comprised of AMI member companies, including BAR-S, ConAgra, Excel, Hatfield Packing, Hormel, Kraft, Minot, Sara Lee, Smithfield Meats and Tyson, not only considered how improved equipment designs could favorably impact food safety goals by reducing or eliminating potential harborage areas where undesirable microorganisms might survive, but also the impact on maintaining product shelf-life and other product quality attributes.
“The result of the task force’s initial work is a set of working principles that provides guidance to both equipment manufacturers and RTE meat and poultry processors on elements of improved sanitary design under a general standard,” states Kraft Foods’ Joe Stout, who serves as chairman of the AMI EDTF. “The AMI 10 Principles of Sanitary Equipment Design guideline also offers basic tenets that food processors in categories other than meat and poultry processing can use in their operations. Simply put, all food manufacturers must produce products that are safe for consumers, both microbiologically and that are allergen appropriate.”
The key goal of sanitary design principles is to increase the probability that “every square inch” of processing plant equipment can be properly cleaned to a microbiological and allergen-free level every day, adds Stout. “The result of good design is that equipment will be easier to clean. As my industry colleague Dave Kramer of Sara Lee says, ‘If you can’t see it and you can’t reach it, you can’t clean it or sample it.’ This is why it is critical that food companies, equipment suppliers, engineers and architects work together to make sanitary design principles a reality and a practical option for all plants.”
Processors in other food categories also are at work developing sanitary design resources. The International Fresh-cut Produce Association’s (IFPA) recently released its “Sanitary Equipment Design Buying Guide & Checklist,” developed by IFPA’s Associates Committee, an advisory group composed of equipment manufacturers and processing technology experts, as a resource to fresh-cut produce processors in evaluating the design, fabrication and installation of equipment for food processing (www.fresh-cuts.org). The voluntary recommended guidelines on sanitary design considerations include an extensive list of equipment-related definitions, graphic illustrations of different equipment features and an easy-to-use checklist for evaluating equipment purchases.
Don Graham, a member of the IFPA Associates Committee and one of the guidelines’ primary authors, agrees with Stout, noting that today equipment suppliers are more aware of the need to provide manufacturing equipment that is easily cleanable and that will not contaminate or contribute to the contamination of food—and food processors are more aware that they should look to purchase this type of equipment. “As AMI did, IFPA has identified basic criteria for hygienically designed equipment, which include that food contact surfaces must be non-toxic, non-reactive and non-contaminating to the food, and is non-corrosive and cleanable. Identifying the most effective ways to meet these criteria is dependent upon a good communication flow between the equipment manufacturer and the end-user, the food processor, to further the latter’s food safety goals.”
The IFPA Sanitary Equipment Design Checklist can be used to evaluate all processing equipment under consideration for installation in any facility. By using a separate checklist for each system, type or piece of equipment (i.e., conveyers, processing machinery, tanks, kettles, pumps, pipelines and packaging equipment), the processor can more effectively determine whether the general criteria have been met, he adds. For example, the checklist includes basic questions, such as “Do the food contact materials meet the FDA criteria for surfaces that are nonreactive, non-corrosive, non-contaminating, non-absorbent and cleanable?”; “Are all welds in the food contact zone sanitary welds and the product zone free of overlap welds?”; and “Is there quick and easy access to all innermost parts of the equipment for cleaning and sanitation?” The questions are all worded so the correct answer is yes. If any of the checkpoints are answered in the negative, a detailed explanation is required. Each checkpoint is initialed by a reviewer to show that all parts of the equipment have been assessed for adherence to sanitary design principles.
Another valuable resource for food processors is the AMI’s new document, 11 Principles of Sanitary Facility Design, says Sara Lee’s Dave Kramer, who serves as co-chair of the AMI Facility Design Task Force. “The three broad themes involved in designing a sanitary food processing plant environment are providing zones of control, keeping the environment cold and controlling moisture, and arranging equipment in order to facilitate sanitation efforts. The 11 Principles of Sanitary Facility Design were developed to assist meat and poultry processors in identifying fundamental control strategies for achieving specific objectives within these three themes.”
Kramer explains that the overall goal of sanitary facility design is to create a controllable environment. “What do we want to control? We want to control the people and the materials in the plant. By this, I mean that we must control the transfer of physical, chemical and microbiological hazards into our facilities, control the transfer of physical, chemical and microbiological hazards from one area of the facility to another, and control post-lethality cross-contamination.”
The AMI 11 Principles of Sanitary Facility Design are:
1. Distinct hygienic zones are established in the facility. This requires a hazard analysis of the facility and the development of a plan to reduce the likelihood of the transfer of those hazards into or within the facility. The goal is to develop a logical process flow with strict zones on control. For example, people and materials should move from the raw processing area, to cook/chill, through cleanroom and secondary packaging (i.e., from higher risk to lower risk areas).
2. Personnel and material flows are controlled to reduce hazards. Once hygienic zones of control are established, controls to manage the flow of people and material between zones are established. These may be passive controls (i.e., establish a cross-traffic aisle between raw and RTE areas) or active controls (i.e., magnetic locks and access control reader card systems installed in doors to restrict entry into RTE areas).
3. Water accumulation is controlled inside the facility. This principle requires designs that facilitate free draining of any moisture that is introduced into the facility environment to prevent standing water sources that support microbial growth and pose cross-contamination risk as people or materials move through the plant.
4. Room temperature and humidity are controlled. This principle requires a design that maintains prescribed temperature, controls condensation and eliminates fog during the sanitation process. This helps to control the two of the critical factors that affect the growth of microorganisms: temperature and moisture. The drier the facility, the easier it is to control microbial growth, says Kramer. If the plant is operating a wet process, water flow must be managed to control the risk (Principle 3) and this includes condensation and fog created during sanitation processes.
5. Room air flow and room air quality are controlled. Controlled pressurization and air flow reduces the infiltration of warm, humid air that can cause condensation problems, reduces dust and dirt problems at outside openings, and allows exhaust systems to work properly and efficiently. All rooms should have pressure controlled to ensure that air flow will move from the cleanest to less clean areas (i.e., from RTE packaging [cleanest] through production [cleaner] to raw [clean]).
6. Site elements should facilitate sanitary conditions. The exterior of the facility site is the first line of defense to control the sanitary conditions of the plant. Proper site design reduces the risk of contaminants entering the facility. Elements of design to consider, from the outer perimeter of the site up to the exterior of the plant building, include control of potential pest harborage areas, location of water features and landscaping.
7. Ensure that the building envelope facilitates sanitary conditions. Design the envelope, or skin, of the building to keep in what needs to be kept in, keep out food safety hazards and allows proper transfer across the envelope when required. This includes making sure that entryway and window thresholds are sealed to prevent contaminants entering through gaps and maintaining roofs and outer walls in good condition.
8. Interior spatial design promotes sanitation. There must be adequate space to access equipment and building components for sanitation and maintenance.
9. Building components and construction facilitate sanitary conditions. This promotes the elimination of niches and harborage areas through proper specification of materials, finishes and sanitary design details of building components, such as walls, floors, drains, windows and ceilings.
10. Utility systems are designed to prevent contamination. This principle addresses the elimination of niches and harborage areas through proper specification of materials, finishes and sanitary design details of the facility’s utility systems.
11. Sanitation is integrated into facility design. Integrating the utilities and equipment required to support the sanitation process into the facility design ensures a higher level of cleanliness. For example, it is more efficient from a sanitary and economic standpoint to plan the correct number and layout of drains when including a clean-in-place (CIP) system during a remodel or new construction.
Graham adds that, as with sanitary equipment design principles, AMI’s sanitary facility design guidelines also can be used effectively by food companies producing other types of products. “The hazards we want to reduce or avoid—namely, microorganisms such as Listeria monocytogenes, E. coli O157:H7, Salmonella and others, as well as allergen-containing ingredients or residues in or on non-allergen-containing products or surfaces—can exist in food categories across the board. Effective sanitary facility design in any type of operation creates more efficient process flow and better barriers to these hazards.”
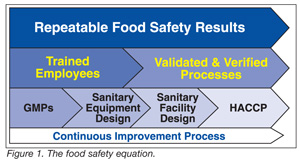 2. Make Sanitary Design Part of the Food Safety Equation. The food safety equation in any food processing operation is obtaining repeatable food safety results under a continuous improvement process (Fig. 1). This means building a solid foundation of GMPs, sanitary equipment and facility design principles and HACCP programs, says Kramer, upon which the company can enhance employee training efforts and thus improve verification and validation of processes.
2. Make Sanitary Design Part of the Food Safety Equation. The food safety equation in any food processing operation is obtaining repeatable food safety results under a continuous improvement process (Fig. 1). This means building a solid foundation of GMPs, sanitary equipment and facility design principles and HACCP programs, says Kramer, upon which the company can enhance employee training efforts and thus improve verification and validation of processes.
Unilever’s Huub Lelieveld, a founding member of the European Hygienic Equipment Design Group that pioneered the development of sanitary design principles for the food industry in Europe, agrees. “The company must make sure that product is protected by restricting access and controlling conditions for survival of microorganisms, pests, foreign bodies and chemical contaminants such as lubricants or cleaning agents. To do this, the plant must institute process controls and maintain a good level of cleanliness. If you incorporate sanitary equipment and facility design into the operation at the same level of importance as the GMP and HACCP programs, you significantly reduce the risk of allowing access or promoting survival conditions for potential hazards.”
Lelieveld adds that this is just good business. “Essentially, when equipment is constructed with certain materials or in such a way as to reduce the chance of microorganisms or soils from adhering to the surface, or when plant engineers plan ahead so that drains are installed such that they drain easily, it is much less difficult and less costly to clean or correct.”
In terms of sanitary facility design, planning for success means taking the “as-is” model of the facility and comparing it to the processor’s “want-to-be” model to get an accurate view of how the company can adjust to enhance both its food safety and efficiency goals, says Kramer. He suggests that a five-step process, beginning with a facility design audit (using a checklist like AMI’s) customized for the processor’s specific application and desired facility model, is a good way to bring the food safety plan into the company’s master corporate plan. “Step two is to conduct an audit of the existing facility with the cross-functional team, collecting baseline data on existing plant performance, including sampling, shelf life and productivity data. Once you’ve established where you are versus where you want to be, conduct a risk assessment to prioritize opportunities and identify the ‘vital few’, or the products or hygiene zones that pose the highest contamination risk.”
“Step four is to develop a phased master plan, documenting prioritized actions and resources required to drive continuous improvement. Then you can roll the phased master plan into the plant’s long-range plans, including process metrics and monitoring. In this way, the company allows facts and data to drive the plan, which will result in a more successful outcome in the overall sanitary design of the plant.”
3. Build a Sanitary Design Team. Creating a cross-functional, multidisciplinary team of in-house professionals is another common-sense way to gain return on the company’s investment in sanitary equipment and facility design. Including managers from the engineering, sanitation, operations, food safety/quality assurance, and maintenance departments as members of this team is an excellent way to achieve a high level of confidence that a majority of potential problems are identified quickly—before investments are made. Says Graham. “Using multidisciplinary expertise means that you can better identify the highest contamination risk areas in the plant, avoid potentially costly design mistakes and create production efficiencies.”
Kraft’s Joe Stout also notes that the collaboration of all stakeholders in developing hygienically designed equipment and building components is imperative from a food safety perspective. “For example, the AMI guidelines include a flow chart for equipment design review and checklists that provide a systematic look at the interaction of equipment manufacturers and food processors in evaluating sanitary design attributes,” he says. “The goal is to work with equipment suppliers to identify the required attributes so that industry’s need for equipment designed with sanitation in mind is met.”
In addition to AMI and IFPA, there are several industry organizations that offer the opportunity to processors to network with equipment manufacturers and to contribute to continuing efforts to develop sanitary equipment and facility design best practices and protocols that meet the real-world needs of industry. These include NSF International (www.nsf.org); 3-A Sanitary Standards (www.3-A.org); the International Electrotechnical Commission (www.iec.ch) and the European Hygienic Equipment Design Group (www.ehedg.org).
Designs on Success
Ultimately, food companies that design equipment and facilities to eliminate cross-contamination and harborage eareas for microorganisms, while allowing for easy completion of sanitation activities, will achieve overall improvement in meeting their food safety objectives. It takes a common-sense approach in the face of today’s production stresses to be successful, say these industry leaders. But armed with a good blueprint for the application of sanitary design principles in the plant, food processors will be able to construct a more efficient and effective food safety system.
Julie Larson Bricher is Editorial Director of Food Safety Magazine.
Equipped for Excellence: A Blueprint for Success




