
In July 2018, a number of well-known retail snack products in the U.S. market were recalled because they all contained a common ingredient—whey powder—and there was a possibility that one or more batches of the whey powder used in these products were contaminated with Salmonella bacteria.[1] This possibility created an unacceptable food safety risk for manufacturers of the snack products and they were thus recalled. Thankfully, no illnesses (or worse) have been reported in relation to these recalled products. While the outcome for consumers in this recent “scare” was good, and the regulatory and oversight regimes appear to have worked effectively, the manufacturers, both of the whey powder ingredient and the retail snack products, have suffered both economically and in terms of their reputations.
This recent food safety event highlights the critical importance of ongoing diligence in better understanding the likely sources of food safety risks and, following their identification, of taking suitable action to minimize these risks. In terms of whey powder, and other whey-based ingredients for that matter, understanding the ingredient and how it’s manufactured are important steps in identifying potential points of food safety risk, and thereby the best strategies to analyze for and minimize the risk.
In this article, we provide an overview of whey and whey powder, including the raw material, processing methods used in production, potential hazard points for food safety risk, strategies to minimize the risk, and modern validation, verification, and regulatory developments for food safety oversight.
Whey and Whey Powder Production
What is dairy whey?
Cheese, casein, and Greek yogurt production all lead to the generation of copious amounts of a dairy whey by-product. For example, the production of 1 kg of some cheese varieties leads to the generation of up to 9 kg of whey. Nowadays, more than 200 million tons of whey are generated by the dairy industry globally each year, and this huge volume is increasing by about 2 percent annually. Historically, for the cheesemaker, this whey by-product represented a nuisance and the whey was therefore disposed of in the most economical manner, which often included spraying it onto fields, discharging it into rivers and oceans, and/or treatment by municipal sewage works.[2,3]
Cheese whey contains about 20 percent of the total milk protein and almost 100 percent of the lactose in milk, the latter in particular making this dairy by-product highly polluting (BOD > 35,000 ppm).[2,3] Changes in environmental protection legislation, together with a recognition of the value of various whey components, notably the proteins, over the past 50 years have catalyzed a reassessment of whey and its evolution from a waste by-product to a valuable raw material. Simple disposal of untreated whey has been outlawed in many Western countries, and industrial-scale manufacture of ingredients containing the various whey components has been made possible by technological advances in processing technologies, notably membrane technology and large-scale chromatography.[2,3]
Whey powder manufacture and food safety hazard points
 While environmental protection and recognition of the functional and nutritional value of whey components drove the reassessment of whey as a dairy waste stream, the development of suitable cost-effective and industrially scalable processing technologies facilitated change. The ability to rapidly and economically process huge volumes of whey and at the same time to efficiently extract valuable components was a game changer. Nowadays, in most Western countries and many developing economies, very little whey is disposed of as waste. Rather, it is processed into a variety of value-added whey ingredients, isolates, and products. Figure 1[4] illustrates the various ingredients and products possible through the modern transformation of whey and the processing steps involved.
While environmental protection and recognition of the functional and nutritional value of whey components drove the reassessment of whey as a dairy waste stream, the development of suitable cost-effective and industrially scalable processing technologies facilitated change. The ability to rapidly and economically process huge volumes of whey and at the same time to efficiently extract valuable components was a game changer. Nowadays, in most Western countries and many developing economies, very little whey is disposed of as waste. Rather, it is processed into a variety of value-added whey ingredients, isolates, and products. Figure 1[4] illustrates the various ingredients and products possible through the modern transformation of whey and the processing steps involved.
Simple dried whey powder is prepared by concentrating all the solutes in the separated and pasteurized whey stream (protein, lactose, minerals) using reverse osmosis and falling film evaporation, and then dehydrating the concentrate, usually using a spray drier (Figure 1[4]). The final dried powder contains approximately 75 percent lactose, 10 percent protein, 10 percent ash (minerals), and 4 percent moisture, and serves as an economical skim milk powder replacer in various food applications. The unit processes used to manufacture whey powder, while efficient and cost-effective, can create food safety hazard points if not maintained, operated, and cleaned correctly.
Ideally, the whey raw material should be separated and pasteurized, thereby providing a “clean” input stream to the reverse osmosis and evaporation plants. Incorrect pasteurization (e.g., not reaching required temperature and/or hold time), for example, could lead to adverse microbiological and/or food safety problems downstream. The equipment must also be suitably maintained and regularly inspected. Effective cleaning and sanitation of dairy processing equipment remains an ongoing challenge. Ensuring all liquid contact surfaces in the equipment and associated pipework are exposed to the cleaning agents at the recommended concentration, temperature, and hold time will minimize any microbiological and/or food safety risks. In addition, achieving turbulent flow of the cleaning solution through the equipment, much of which has a number of moving parts, thin channels, and crevices, will maximize the cleaning result. If a complete clean is not achieved, bacteria can gain a foothold in these channels/crevices and “liquid dead points,” potentially leading to bacterial outbreaks and biofilms that are difficult to remove.[5] Detection, evaluation, and control of these biofilms should be part of any modern food safety plan.[6]
The liquid contact material used in modern processing equipment is food-grade stainless steel, and while this material is durable and can be cleaned and made sanitary with suitable chemical agents (e.g., NaOH, hypochlorite), it is not inert. Acid and salt solutions (e.g., conditions found in some dairy whey streams and in cleaning agents) can cause pitting of the stainless steel over time and the pitted surface can become a haven for bacterial growth and create a challenge for cleaning. Regular inspection of the equipment is critical.
Membrane processing technologies, including reverse osmosis, nanofiltration, ultrafiltration, and microfiltration, have transformed the dairy industry over the past 50 years.7 While these techniques have allowed for the processing of huge volumes of whey and the manufacture of valuable ingredients and products, including whey powder, they pose unique challenges in cleaning and sanitation. Many of the membranes used in dairy processing are organic in nature (e.g., polysulfone, polyethersulfone) and not chemically inert.7 Thus, care must be taken when cleaning these membranes to ensure both sanitation and retention of functional performance. It’s critical for the dairy processor to ensure cleanliness of the membranes, thereby minimizing any food safety risk associated with their use but also maximizing the functional life span of the membranes that represent a large capital investment. Strict adherence to the recommendations of both the membrane manufacturer and the cleaning agent supplier is critical.
A challenging technology to keep clean
Industrial-scale membrane processing of large volumes of dairy fluids, including whey, is usually undertaken in cross-flow configuration whereby the fluid being processed is pumped under pressure across the surface of the membrane rather than directly through the membrane, the latter being very inefficient. To facilitate this cross-flow process, the membranes are usually constructed as spiral-wound modules with spacers and thin channels to maximize the available surface area in the module and to allow the pressurized fluid to flow across the membrane surface. These thin channels pose a particular challenge for cleaning and sanitation, and as such, it is important to ensure that all parts of the membrane module that come in contact with the fluid being processed are subsequently exposed to the cleaning agent under appropriate conditions (concentration, temperature, hold time, and turbulent flow where possible). Any “dead spots” in the membrane or the membrane plant that are not suitably cleaned will eventually lead to undesirable bacterial outbreaks and a potential food safety hazard. It is thus critical that regular inspections and testing are undertaken to ensure that the strictest cleaning and sanitation standards are being maintained.
While simple, dried whey powder is a useful ingredient in a variety of formulated foods, the high ash/mineral content (~10% or higher) restricts its usefulness in foods where mineral content must be strictly controlled. Examples of the latter products include infant formula and various low-salt snacks, soups, dressings, and the like. To address the market demand for these products, demineralized (sometimes called desalinated or mineral-free) whey powders have been developed in which several techniques are used to remove (to a greater or lesser extent) the minerals from the whey prior to dehydration (Figure 1[4]). These processing technologies include ion exchange chromatography, electrodialysis, and nanofiltration.[4,8–15] Typical degrees of demineralization include 25–30 percent, 50 percent, and 90 percent, respectively. Industrial implementation of these demineralization technologies poses particular challenges when it comes to cleanliness and sanitation. Ion exchange chromatography, for example, is usually based upon the use of beaded substituted resins to remove the mineral ions from the whey stream. Modern resin beads are usually chemically robust but not inert and are also quite porous to maximize functional surface area. Therefore, strict adherence to the manufacturer’s cleaning and sanitation recommendations (e.g., chemical agent, temperature, exposure time) will ensure safe operation and maximum functional life span.
Dehydration of the treated whey streams is an important processing step that renders the whey powder ingredient more shelf stable and also facilitates storage, transport, and distribution under ambient conditions (Figure 1[4]). At present, the most cost-effective approach to dehydration of large volumes of liquid is through the use of a spray dryer. In this process, the fluid to be dried is atomized into the top of a hot drying chamber, and the droplets of fluid are dried during their passage through the chamber.[16] The aim of drying is to render the product more stable at ambient temperatures, and this is usually achieved by reducing the moisture content to less than 5 percent and preferably to less than 4 percent. If for some reason a moisture content of less than 5 percent is not achieved, then xerophilic and/or osmophilic organisms (e.g., molds) may become a problem in the dried powder over time and as such may pose a food safety threat. Cleaning and sanitation of the spray dryer are critical steps in maintaining a safe processing environment. Modern spray dryers are designed to be cleaned in place. As such, there should be strict adherence to the recommendations of the equipment manufacturer and cleaning agent supplier for effective cleaning and sanitation, and the recommendations should be validated and verified.
Testing, Validation, and Verification, and Regulatory Developments
According to documents from the U.S. Food and Drug Administration (FDA), the suspect pasteurized sweet whey powder batches in the most recent scare were produced during four distinct periods that occurred between early May and mid-June 2018. The company that manufactured the suspect whey powder reported that results from their in-house pathogen testing program were negative for Salmonella but that retained lots of the identical powder subsequently tested positive for Salmonella.
Salmonella is an organism that can cause serious and sometimes fatal infections in toddlers and other small children, infirm or elderly people, and others with weakened and/or compromised immune systems. Healthy persons infected with Salmonella often experience fever, diarrhea (which may be bloody), nausea, vomiting, and abdominal pain. In rare circumstances, infection with Salmonella can result in the organism getting into the bloodstream (sepsis) and producing more severe illnesses such as arterial infections, endocarditis, and arthritis. The primary mode of transmission typically involves a fecal-oral mechanism. This means that contaminated feces from an infected animal or person are somehow ingested by another person.
During the now-infamous Jewel Companies Inc. (Hillfarm Dairy) milk Salmonella outbreak in the spring of 1985, it was reported that approximately 170,000 people were affected. More than 16,000 cases were confirmed by laboratory analysis to be caused by the Salmonella Typhimurium strain of bacteria found as a contaminant in Jewel’s dairy products. According to a study by public health scientists at the U.S. Centers for Disease Control and Prevention (CDC) and the Illinois State Department of Public Health, the tainted milk was the probable cause in two deaths and was implicated in 12 others.[17] This report also indicated that the probable cause of the outbreak was a cross-connection between skim and whole milk that involved a “dead leg” in the sanitary plumbing where the Salmonella had most likely thrived for as long as 10 months. However, the details of the study and the probable source of the contamination were never confirmed. This whey powder scare also calls to mind the 2008/2009 outbreak involving peanuts and peanut-containing products from Peanut Corporation of America (PCA) that resulted in more than 700 cases of illness and 9 deaths. Much like whey powder, peanuts and peanut-derived products are used extensively as food ingredients across the entire U.S. food manufacturing industry. This peanut outbreak is likely to have affected food supply chains in nearly every state of the union. In early 2009, CDC and Minnesota public health officials confirmed that peanut butter, also a pasteurized food like whey powder, was the likely source of the outbreak. In that historic outbreak, it was also reported by PCA officials that daily pathogen testing, including tests for Salmonella, was consistently negative.[18] This outbreak culminated in congressional hearings where industry executives were called to testify and the eventual closure of PCA’s operations in February 2009. The PCA outbreak was a catalyst that would lead to many changes within the food processing industry, and, in particular, how food safety and supply chain protections would be implemented.
Salmonella is a leading cause of reported foodborne illness in the U.S., surpassed only in this distinction by Campylobacter, according to a 2017 report from the CDC.19 The bulk of the morbidity has been attributed to poultry and beef products contaminated with Salmonella. It is indeed unusual to encounter Salmonella in low-moisture foods, such as crackers and baked goods. While it is widely reported that water activity below 0.93 is growth limiting for Salmonella, this does not mean that the organism will perish under such low-moisture conditions.[20] While environmental survival data for Salmonella are not definitive, it is generally accepted that these microorganisms are somewhat resistant to harsh environmental conditions. In the Jewel case, for example, it has been speculated by those investigating the outbreak that index organisms had persisted in harborage areas within the manufacturing equipment for as long as 10 months.
The FDA Amendments Act of 2007 (Pub. L. 110-085), Section 1005, directed FDA to establish a Reportable Food Registry (RFR) for industry. The RFR applies to all FDA-regulated categories of food and feed except dietary supplements and infant formula. Those responsible for registered food facilities that manufacture, process, pack, or hold food for human or animal consumption in the U.S. under Section 415(a) of the Federal Food, Drug, and Cosmetic Act of 1938 (21 U.S.C. 350d) are required to report when there is a reasonable probability that the use of, or exposure to, an article of food will cause serious adverse health consequences or death to humans or animals.
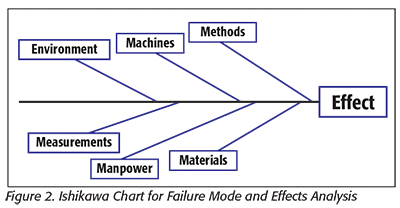 Whey powder is an FDA-regulated food, and, therefore, the company that produced the contaminated product would, in the event of a process deviation or a failure of its Hazard Analysis and Critical Control Points plan involving Salmonella (or other pathogens), be obligated to inform the RFR when and if such food was placed into distribution. In this instance, the company reported that in-process test results were all negative for Salmonella. Thus, the company was absolved from any reporting requirements. Salmonella organisms are heat labile with D72 in milk for Salmonella Senftenberg reported as 0.09 minutes. By contrast, the D72 for S. Typhimurium, also in milk, is reported as 0.003 minutes.[21] Thus, normal pasteurization conditions used in whey processing (i.e., temperature in excess of 70 °C for at least 0.25 minutes) would be expected to rid the processed product of Salmonella—achieving a 6D reduction (the most heat-resistant strains) at 72 °C would require an exposure time of only 0.54 minutes. For the more heat-labile strains, the same level of inactivation would occur in 0.018 minutes. Therefore, unless there was a gross failure in applying the pasteurization process, it is difficult to conceive a circumstance where properly processed whey would be contaminated with this pathogen. Between pasteurization and packaging, there is an additional heat treatment step involved in the manufacture of whey powder (Figure 1[4]). The fluid whey fraction is typically atomized and spray-dried, whereby droplets within the drying chamber reach a temperature of 50–60 °C, a processing step that represents further lethality for heat-labile microorganisms. Therefore, a more plausible explanation for the Salmonella contamination in the whey powder is post-process contamination (i.e., the product was contaminated at some unit operation point downstream of the pasteurizer and spray dryer). Recall that in the Jewel incident, the contamination was attributed to improperly designed milk handling equipment downstream from the point of pasteurization. Post-process contamination is the most plausible failure mode for the recently implicated whey powder. However, this would in fact probably be a contributing cause and probably not the root cause. If we were to use an Ishikawa chart (Figure 2[22]) as an aid in the outbreak investigation, it would become apparent that consideration needs to be focused on the plant’s work staff. Recall that Salmonella, an enteric pathogen, is most often transmitted via a fecal-oral mechanism. Therefore, one would deduce that a worker with contaminated hands was involved and probably the root cause of the outbreak. Failures in proper hand hygiene are a significant contributor worldwide to foodborne illness outbreaks. Of course, there are other possibilities. A leaking, bird excrement-contaminated roof, for example, was the reported cause of a major outbreak in 2007. Yet again, though, the fecal-oral mechanism is preserved.
Whey powder is an FDA-regulated food, and, therefore, the company that produced the contaminated product would, in the event of a process deviation or a failure of its Hazard Analysis and Critical Control Points plan involving Salmonella (or other pathogens), be obligated to inform the RFR when and if such food was placed into distribution. In this instance, the company reported that in-process test results were all negative for Salmonella. Thus, the company was absolved from any reporting requirements. Salmonella organisms are heat labile with D72 in milk for Salmonella Senftenberg reported as 0.09 minutes. By contrast, the D72 for S. Typhimurium, also in milk, is reported as 0.003 minutes.[21] Thus, normal pasteurization conditions used in whey processing (i.e., temperature in excess of 70 °C for at least 0.25 minutes) would be expected to rid the processed product of Salmonella—achieving a 6D reduction (the most heat-resistant strains) at 72 °C would require an exposure time of only 0.54 minutes. For the more heat-labile strains, the same level of inactivation would occur in 0.018 minutes. Therefore, unless there was a gross failure in applying the pasteurization process, it is difficult to conceive a circumstance where properly processed whey would be contaminated with this pathogen. Between pasteurization and packaging, there is an additional heat treatment step involved in the manufacture of whey powder (Figure 1[4]). The fluid whey fraction is typically atomized and spray-dried, whereby droplets within the drying chamber reach a temperature of 50–60 °C, a processing step that represents further lethality for heat-labile microorganisms. Therefore, a more plausible explanation for the Salmonella contamination in the whey powder is post-process contamination (i.e., the product was contaminated at some unit operation point downstream of the pasteurizer and spray dryer). Recall that in the Jewel incident, the contamination was attributed to improperly designed milk handling equipment downstream from the point of pasteurization. Post-process contamination is the most plausible failure mode for the recently implicated whey powder. However, this would in fact probably be a contributing cause and probably not the root cause. If we were to use an Ishikawa chart (Figure 2[22]) as an aid in the outbreak investigation, it would become apparent that consideration needs to be focused on the plant’s work staff. Recall that Salmonella, an enteric pathogen, is most often transmitted via a fecal-oral mechanism. Therefore, one would deduce that a worker with contaminated hands was involved and probably the root cause of the outbreak. Failures in proper hand hygiene are a significant contributor worldwide to foodborne illness outbreaks. Of course, there are other possibilities. A leaking, bird excrement-contaminated roof, for example, was the reported cause of a major outbreak in 2007. Yet again, though, the fecal-oral mechanism is preserved.
The concept of food safety can be illusory. There are myriad details and topics that need to be considered in the pursuit of food safety. Achieving food safety demands an exquisite understanding of the food that is being investigated, including its constituent ingredients, methods of manufacture, processing, packaging, storage, and modes of transportation and distribution. Food safety issues most often arise from a failure to properly manage and control the manufacturing processes used in food production. Such failures involve loss of control of process-critical procedures and critical control points during manufacture, and these might include failing to anticipate and plan for post-processing conditions that might place the food or ingredient at risk. Poor equipment design and installation are frequent culprits. For example, transferring a clean, pasteurized food onto or into equipment that has hygienic design flaws is frequently a recipe for disaster.
Food safety cannot be tested for or inspected into a product! Testing and inspecting finished foods seldom add any value in terms of food safety.[23] At that point, the food is either safe or unsafe. In the most recent scare and recall involving whey powder, the manufacturer of the ingredient, according to published reports, analyzed the finished powder and this testing indicated an apparent absence of Salmonella. Subsequent analysis of retained samples from the same production lots tested positive for Salmonella. Again, the fallacy of sampling and testing for food safety! Rather, validated and verifiable processes would provide information indicating the performance of the entire process and thereby inform the public health status of the product.[24] Validation and verification must extend beyond the pasteurization process (kill step) and include other critical steps in manufacture, including cleaning, sanitation, and hygiene. Key questions might include: Were the manufacturer’s cleaning and sanitation procedures validated, and did the sanitation workers verify that the cleaning activities were properly performed and that the results conformed to the established control limits? We currently don’t have detailed answers to these questions, but we do know that the company appeared to erroneously rely on testing of finished product as a confirmation of food safety. As a result of this approach, public health was put at risk, and both the manufacturer of the whey powder and several end-user companies have suffered economic and reputational harm as a result of having to recall their products from the marketplace.
Another very important lesson that is learned from this incident is that bad news is often overrated. In this instance, FDA was very aggressive in announcing this recall, and it appeared that the agency's actions were, indeed, justified. Whey powder is widely used in myriad food products, including numerous ready-to-eat items intended for consumption by vulnerable populations. Thus, the potential exposure by the consuming public to whey-containing food was considered extremely high. Hence, FDA took the prudent and responsible path in sounding the alarm. However, and with full benefit of retrospection, the great public health emergency never came to fruition. The sapient observer, the student of food safety science, would deduce that the threat was avoided because the vast majority of those foods to which whey is added likely featured a preventive control measure that would effectively preclude its transmitting Salmonella. In the end, it appears that the total number of food items involved with the recall, or threat to public health, was far less pervasive than originally expected, and certainly not on the order of the PCA recall, as was originally projected by FDA.
Larry Keener, CFS, PCQI, is the principal of International Product Safety Consultants Inc., based in Seattle. Geoffrey Smithers, Ph.D., is founder and principal of a dairy consulting business operating out of Melbourne, Australia (www.geoffreysmithers.com).
References
1. www.food-safety.com/news/whey-powder-salmonella-recall-impacts-popular-household-snack-brands/.
2. Smithers, GW. 2008. Int Dairy J 18:695–704.
3. Smithers, GW. 2015. Int Dairy J 48:2–14.
4. www.tetrapak.com/about/tetra-pak-dairy-processing-handbook.
5. Flint, SH, et al. 1997. Biofouling 11:81–97.
6. Sharma, M and SK Anand. 2002. Food Contr 13:469–477.
7. Pouliot, Y. 2008. Int Dairy J 18:735–740.
8. Houldsworth, DW. 1980. Int J Dairy Technol 33:45–51.
9. Pérez, A, et al. 1994. J Food Process Eng 17:177–190.
10. Van der Horst, HC, et al. 1995. J Membrane Sci 104:205–218.
11. Alkhatim, HS, et al. 1998. Desalination 119:177–183.
12. Greiter, M, et al. 2002. J Membrane Sci 210:91–102.
13. Román, A, et al. 2009. Desalination 241:288–295.
14. Diblíková, L, et al. 2010. Desalination Water Treat 14:208–213.
15. Pan, K, et al. 2011. Desalination 267:217–221.
16. lait.dairy-journal.org/articles/lait/pdf/2002/04/02.pdf.
17. www.chicagotribune.com/news/ct-xpm-1987-12-11-8704020074-story.html.
18. www.foodsafetynews.com/2013/02/peanut-corporation-of-america-from-inception-to-indictment-a-timeline/.
19. www.cdc.gov/media/releases/2017/p0420-campylobacter-salmonella.html.
20. Riemann, H. 1968. App Microbiol 16:1621–1622.
21. Adams, MR, and MO Moss. Food Microbiology (Cambridge: The Royal Society of Chemistry, 1995).
22. Ishikawa, K. Guide to Quality Control (Tokyo: JUSE, 1968).
23. Deming, WE. The New Economics: For Industry, Government, Education (Cambridge, MA: MIT Press, 2000).
24. www.food-safety.com/magazine-archive1/junejuly-2011/ex-ante-or-ex-post-food-safety-strategies-process-validation-versus-inspection-and-testing/.



