
The current article discusses recent findings of an article published in Applied Thermal Engineering entitled, “Food Processing: The Use of Non-Fouling Food-grade Heat Transfer Fluids.”[1] Foods must be processed safety to ensure the health and safety of consumers. Plants where foods are processed are required to use a heat transfer fluid (HTF) that is certified for that use. An HTF certified for the processing of foods carries a HT-1 certificate. This certificate is checked during the auditing of the plant, along with a check to ensure that the HTF is being managed safety. However, the HTF is not independently sampled and tested. This is a critical step that is not being conducted and may be an additional control to ensure the long-term safety of consumers.
.jpg) In the United Kingdom, there are estimated to be around 4,000 heat transfer plants producing chemicals, petrochemicals, pharmaceuticals and foods. It is estimated that around 20 percent of these are involved in food processing (Figure 1). In the food sector, a food-grade HTF is normally used, which is commonly easy to handle, non-toxic, non-irritating and has no odor. A food-grade HTF is a highly refined mineral oil composed of saturated hydrocarbons with carbons in the range C15 to C50.
In the United Kingdom, there are estimated to be around 4,000 heat transfer plants producing chemicals, petrochemicals, pharmaceuticals and foods. It is estimated that around 20 percent of these are involved in food processing (Figure 1). In the food sector, a food-grade HTF is normally used, which is commonly easy to handle, non-toxic, non-irritating and has no odor. A food-grade HTF is a highly refined mineral oil composed of saturated hydrocarbons with carbons in the range C15 to C50.
The certification for use in food processing is governed by NSF and InS, which have global and European coverage, respectively. In the case of NSF, a toxicologist is responsible for assessing the safety of an HTF for incidental contact with food. The certification of an HTF for use in food processing is based on a defined list of ingredients in 21 C.F.R. Based on the toxicologist’s assessment, a lubricant is registered and receives a HT-1 certificate to show that it is suitable for use in food processing.
Independent Sampling of an HTF
In some cases, the insurer of a plant or food retailer will stipulate the use of a food-grade HTF, and the manufacturer will be routinely audited to make sure that a food-grade HTF is being used in the processing of food. You may ask why a food-grade HTF needs to be used. This can be answered by looking at the case of Smithfield Foods in 1998. In this example, a leak occurred at a plant and smoked boneless hams were contaminated with nonfood-grade gear oil. The hams were sold and customers complained about bad taste and burning in their throat for up to 3 hours after ingestion. This led Smithfield Foods to recall 490,000 pounds of smoked boneless hams. The key learning here is that a nonfood-grade fluid was used and was not safe for incidental contact with food, thus, reflecting the importance of having a HT-1 certificate in the case of a small leak.
The article concluded that “…safety could be further enhanced through independent HTF sampling and chemical analysis of HTFs to ensure they are food-grade and should be done without any interruption to a manufacturer’s production.” This may be particularly helpful when an insurer or retailer has stipulated the use of a food-grade HTF in the processing of foods. An independent audit would then have to include the sampling of the HTF in the plant to test its condition but also to check its chemistry and that it is a food-grade HTF.
What Is a Non-Fouling HTF?
Food-grade HTFs are commonly referred to as being “non-fouling.” Fouling is defined as “making foul or dirty; polluting.” In the context of HTFs, this refers to the dirtiness of an HTF and can be assessed by looking at thermal degradation by products that includes the formation of carbon residue. Non-fouling HTFs are generally described as fluids that produce small carbon particles, as opposed to large ones, which are suspended in the HTF as the fluid thermally degrades. A tangible meaning for this was explored in the current article. “The primary aim of this paper was to compare the non-fouling nature of nonfood-grade and food-grade HTFs,” reporting that “…on average, the carbon residue for food-grade HTF was lower than nonfood-grade HTF.” This is based on mean values for nonfood- and food-grade HTFs, which were 0.23% ± 0.25 (range, 0.01 to 2.94%) and 0.10% ± 0.19 (range, 0.00 to 1.76%), respectively. This clearly demonstrates that non-fouling means less carbon residue is detected using laboratory tests of an HTF.
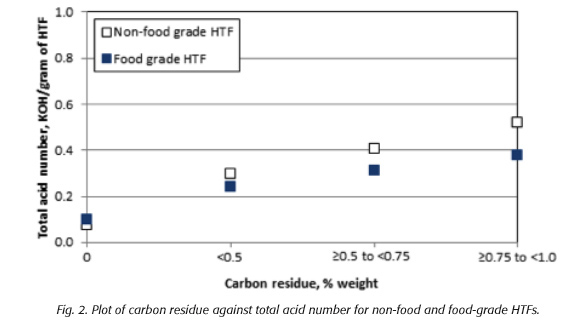 This article also assessed differences in total acid number (TAN), which is important, as TAN is a measure of the oxidative state of the HTF with a higher TAN reflecting a higher state of oxidation. The research showed that nonfood-grade HTF also had a higher mean TAN [0.18 mg KOH/g of HTF ± 0.16 (range, 0.01 to 2.34 mg KOH/g of HTF)] than food-grade HTF [0.13 mg KOH/g of HTF ± 0.09 (range, 0.01 to 0.55 mg KOH/g of HTF)]. This difference is depicted in Figure 2 of the article where like-for-like comparisons were made based on carbon residue. For every plot, the TAN is lower for food-grade HTF than for nonfood-grade HTF. So non-fouling also means a higher resistance to oxidation for highly refined HTFs.
This article also assessed differences in total acid number (TAN), which is important, as TAN is a measure of the oxidative state of the HTF with a higher TAN reflecting a higher state of oxidation. The research showed that nonfood-grade HTF also had a higher mean TAN [0.18 mg KOH/g of HTF ± 0.16 (range, 0.01 to 2.34 mg KOH/g of HTF)] than food-grade HTF [0.13 mg KOH/g of HTF ± 0.09 (range, 0.01 to 0.55 mg KOH/g of HTF)]. This difference is depicted in Figure 2 of the article where like-for-like comparisons were made based on carbon residue. For every plot, the TAN is lower for food-grade HTF than for nonfood-grade HTF. So non-fouling also means a higher resistance to oxidation for highly refined HTFs.
Conclusions
The manufacturers and suppliers of HTFs recommend that an HTF is sampled at least once annually to assess its condition. This may also be stipulated by insurers and retailers of food processing plants. The use of food-grade HTFs in the processing of foods is critical to the safety of consumers and independent live sampling and chemical analysis is recommended to ensure that manufacturers are using food-grade HTFs in the processing of foods. These fluids are approved for incidental contact with food only if they have a HT-1 certificate from NSF or InS, indicating they are safe for use in food processing and contain ingredients that are safe for incidental contact with food. The current research also showed that non-fouling fluids have a lower propensity to form carbon residue and a lower TAN than nonfood-grade HTFs.
The author would like to acknowledge the writing support provided by Red Pharm communications, which is part of the Red Pharm company (please see @RedPharmCo on Twitter).
Christopher Wright is with Global Group of Companies, Cold Meece Estate, Cold Meece, Staffordshire, United Kingdom. He can be reached at chrisw@globalgroup.org.
Reference
1. Wright, CI et al. 2015. “Food Processing: The Use of Non-Fouling Food-Grade Heat Transfer Fluids.” Appl Thermal Engin 84:94-103.
p>



