
Hygienic design has always been a forward-looking, futuristic discipline with the intent of modifying equipment and facility design for easier cleaning. An easily cleaned food plant establishes a firm foundation for a sanitary environment to enable production of high-quality and safe food. One challenge with the futuristic nature of hygienic design is that the existing installed base takes years or generations to fully replace. I think we can all agree that we support hygienic design—the challenge is the time and money it takes to replace or retrofit facilities and the processes and equipment within them.
It is not acceptable to wait a generation for change. As we have seen in the last few years, there are dramatic, science-based findings that illustrate the need for rapid evolution, or some might say revolution, in favor of hygienic design in the food industry. The revolution is based on the learnings from whole-genome sequencing (WGS) and its ability to provide knowledge and insight about pockets of pathogens that exist in the industry. These can be linked to current or previous illnesses from underprocessing or cross-contamination by a specific pathogen at a food processing facility.
What We Know
The findings from regulatory inspections and results from WGS testing lead one to conclude that some processing facilities and, potentially, equipment are insanitary because pathogen presence persists, even after repeated efforts at cleaning and sanitizing. This appears to be a repetitive theme in many U.S. Food and Drug Administration (FDA) warning letters, which read something like this: This evidence demonstrates that Listeria monocytogenes has maintained its presence within your facility. The reoccurring presence of an identical strain of L. monocytogenes in your environment indicates a resident strain or harborage site present. These findings also demonstrate that your sanitation procedures have been inadequate to control, reduce or eliminate this pathogenic organism. This finding leads FDA to a conclusion that reads something like this: Based on FDA’s analytical results for the environmental sample and findings documented during this inspection, we determine that your products are adulterated within the meaning of Section 401(a)(4) of the Federal Food, Drug, and Cosmetic Act in that they were prepared, packed or held under insanitary conditions whereby they may have been rendered injurious to health. When this type of finding is reported by, or independent of, FDA, I would offer that the hygienic design of the area being cleaned is poor or the Sanitation Standard Operating Procedure (SSOP) used to clean the area is not effective. In either case, the food produced in such areas is considered to be adulterated.
There is a high level of interest in hygienic design this year given the Food Safety Modernization Act and WGS. The interest and intensity have been increasing, but even with this level of interest and commitment, it will take years to have a significant impact and benefit for the food industry that result from changes in design. Every change we recommend would take from a few months to years to be commercialized and universally adopted by the industry. Unfortunately, as mentioned above, there needs to be a higher level of focus to bring resolution and controls for the industry now. The intent of this article is to explore how the industry can manage facility and equipment designs today and tomorrow, not 3 years or a generation from now.
Where We Began
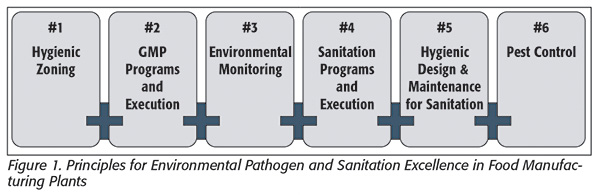 Let’s take a journey back in time and reflect on how and why hygienic design plays a critical role in food safety and pathogen control. In the late 1990s, I assembled the pathogen control principles (applicable and currently used in meat, dairy, produce, low-moisture foods, etc.) that are shown in Figure 1 and illustrate that hygienic design principle #5 is an important component/element of controlling pathogens and unwanted microorganisms in facilities and equipment used for food processing. As noted in these principles, there are other elements that are critical to pathogen control, one of which is sanitation procedures and proper execution (principle #4). These two principles work hand in hand to ensure that equipment and a facility are cleanable and cleaned at a frequency necessary to maintain control of microbiological activity. In a recent Food Safety Magazine article,[1] I referenced the same principles in the context of effective pathogen control. Let’s look at each of these two important principles and see how they interact to protect food safety.
Let’s take a journey back in time and reflect on how and why hygienic design plays a critical role in food safety and pathogen control. In the late 1990s, I assembled the pathogen control principles (applicable and currently used in meat, dairy, produce, low-moisture foods, etc.) that are shown in Figure 1 and illustrate that hygienic design principle #5 is an important component/element of controlling pathogens and unwanted microorganisms in facilities and equipment used for food processing. As noted in these principles, there are other elements that are critical to pathogen control, one of which is sanitation procedures and proper execution (principle #4). These two principles work hand in hand to ensure that equipment and a facility are cleanable and cleaned at a frequency necessary to maintain control of microbiological activity. In a recent Food Safety Magazine article,[1] I referenced the same principles in the context of effective pathogen control. Let’s look at each of these two important principles and see how they interact to protect food safety.
Principle #5 – Hygienic design of equipment and facilities is one of the most important of the principles of pathogen control from a strategic perspective. If we spend focused time as an industry with processors and original equipment and facility manufacturers working together, we can change the future of sanitation and food safety in the industry. However, as mentioned above, it could take years to generate better designs, commercialize them and have industry accept the changes and associated costs. In the meantime, what are we to do about poor designs and hard-to-clean facilities? This is where principle # 4 takes center stage.
Principle #4 – Effective sanitation procedures and controls compose a critical area to focus on to balance the pathogen control principles. Sanitation (principle #4) can clearly compensate for shortcomings and be a workaround for poor designs in principle #5. This is the beauty of these principles in that they all work together and establish a balance for another principle that may fall short of expectations. In this case, to compensate for a poor design, we need to do more aggressive cleaning, which could include partial or complete disassembly of a piece of equipment or even components of the facility to allow for a thorough cleaning at a set frequency. Our goal is to address the items mentioned above relative to warning letters and insanitary conditions. With this in mind, we need to identify harborage sites and eliminate any pathogen strains that may be evident at a site, and then most important is to eliminate the harborage site. Yes, this is a hard task, but it is one that must be completed to ensure that an environment is considered sanitary and that food produced is not considered to be adulterated.
To keep the pathogen focus in perspective, Listeria is the bacterium of concern in harborage sites in many food plants with wet environments. L. monocytogenes is found in water, soil and the digestive tracts of warm-blooded animals, including humans. It also is found in unprocessed foods of animal origin like raw milk, meat, poultry and fish.
While cooking destroys Listeria, it can be found on some processed foods like cheese, ice cream and processed meats if cross-contamination occurs after processing but prior to packaging, during which it finds an ideal growth area known as a harborage site. Once established, it spreads in the environment. Many of the bacteria found in the environment are nonpathogenic, but one, L. monocytogenes, is virulent and can lead to listeriosis in certain at-risk populations. Other Listeria organisms are indicators of conditions that allow L. monocytogenes to grow in the environment and if found are considered as indicators of an insanitary condition. Listeria is also known to create biofilms, which are weblike coatings, including bacteria, that are particularly resistant to sanitation. When sanitation practices are insufficient or not robust, Listeria can harbor and thrive in harborage sites on common pieces of equipment used in food processing plants. When this occurs, aggressive sanitation must occur to eliminate Listeria.
Where We Should Go
The terminology we use for “tear down and clean” activities is “periodic equipment cleaning” (PEC) and “periodic infrastructure cleaning” (PIC). As these names imply, the areas identified must be cleaned periodically to ensure that the area does not become an active harborage site due to a transient organism setting up home. The only reason to remove a PEC or PIC from a master sanitation schedule (MSS) is because the equipment or infrastructure has been redesigned; otherwise, they should be a permanent part of the document and monthly tracking.
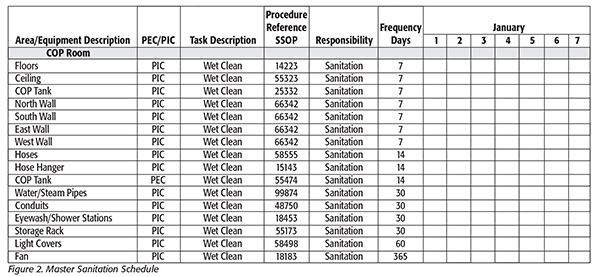 The first step to establish the list and frequency of periodic cleaning tasks is to complete a design review of the processing and packaging equipment as well as the facility. This will provide an idea of the potential harborage sites that will need to be cleaned and at what frequency. The best tools available to use for this purpose are an equipment design checklist and a facility design checklist. To scientifically determine a harborage site, an equipment teardown is required. As the cleaning teardown commences, swab a suspected harborage site for aerobic plate counts (APCs). When doing the microbiological analysis, use dilutions to ensure you are able to determine an actual plate count. Once the teardown is complete, thoroughly clean all parts and surfaces, and reassemble the equipment. Schedule the next PEC at a frequency you believe is needed to maintain acceptable APCs. When the frequency and cleaning procedure is found to be optimal, include it in the SSOP as the PEC step and on the MSS as a PEC. An example of an MSS showing PIC and PEC tasks is shown in Figure 2.
The first step to establish the list and frequency of periodic cleaning tasks is to complete a design review of the processing and packaging equipment as well as the facility. This will provide an idea of the potential harborage sites that will need to be cleaned and at what frequency. The best tools available to use for this purpose are an equipment design checklist and a facility design checklist. To scientifically determine a harborage site, an equipment teardown is required. As the cleaning teardown commences, swab a suspected harborage site for aerobic plate counts (APCs). When doing the microbiological analysis, use dilutions to ensure you are able to determine an actual plate count. Once the teardown is complete, thoroughly clean all parts and surfaces, and reassemble the equipment. Schedule the next PEC at a frequency you believe is needed to maintain acceptable APCs. When the frequency and cleaning procedure is found to be optimal, include it in the SSOP as the PEC step and on the MSS as a PEC. An example of an MSS showing PIC and PEC tasks is shown in Figure 2.
In terms of an equipment design checklist, the North American Meat Institute (NAMI) equipment and facility design checklists have become the industry standard. These were put together by the two task forces assembled by NAMI in 2002. Since then, a number of industries have adopted this approach and modified the 10 principles to reflect specific industry concerns. For example, there are the 10 principles of equipment and facility design for low-moisture foods, a fresh-cut produce list for equipment and facilities and, of course, a checklist for facility and equipment design for the dairy industry, which focuses on outside-the-pipe designs. Although the principles vary slightly from one industry to the next, the approach covers the same themes.
Here is a description of each of the NAMI principles. Using these principles and the subpoints of each will help identify potential harborage sites to be included in the MSS as either a PEC or PIC task. PEC tasks are the most important component of the MSS and should be tracked as a food safety key performance indicator. For PIC tasks accomplished on a regular basis, you would need to clean harborage sites aggressively, especially if you have any suspect positives from your environmental monitoring program.
1. Cleanable to a microbiological level: Food equipment must be constructed to ensure effective and efficient cleaning of the equipment over its life span. The equipment should be designed to prevent bacterial ingress, survival, growth and reproduction on both product and nonproduct contact surfaces of the equipment.
2. Made of compatible materials: Construction materials used for equipment must be completely compatible with the product, environment, cleaning and sanitizing chemicals and the methods of cleaning and sanitation.
3. Accessible for inspection, maintenance, cleaning and sanitation: All parts of the equipment shall be readily accessible for inspection, maintenance, cleaning and sanitation without the use of tools.
4. No product or liquid collection: Equipment should be self-draining to ensure that liquid, which can harbor and promote the growth of bacteria, does not accumulate, pool or condense on the equipment.
5. Hollow areas should be hermetically sealed: Hollow areas of equipment such as frames and rollers must be eliminated whenever possible or permanently sealed. Bolts, studs, mounting plates, brackets, junction boxes, nameplates, end caps, sleeves and other such items should be continuously welded to the surface, not attached via drilled and tapped holes.
6. No niches: Equipment parts should be free of niches such as pits, cracks, corrosion, recesses, open seams, gaps, lap seams, protruding ledges, inside threads, bolt rivets and dead ends.
7. Sanitary operational performance: During normal operations, the equipment must perform so it does not contribute to insanitary conditions or the harborage and growth of bacteria.
8. Hygienic design of maintenance enclosures: Maintenance enclosures and human-machine interfaces such as push buttons, valve handles, switches and touch-screens must be designed to ensure food product, water or product liquid does not penetrate or accumulate in or on the enclosure or interface. Also, physical design of the enclosures should be sloped or pitched to avoid use as a storage area.
9. Hygienic compatibility with other plant systems: Equipment design should ensure hygienic compatibility with other equipment and systems, such as electrical, hydraulics, steam, air and water.
10. Validate cleaning and sanitizing protocols: Procedures for cleaning and sanitation must be clearly written, designed and proven effective and efficient. Chemicals recommended for cleaning and sanitation must be compatible with the equipment and the manufacturing environment.
After a number of serious recalls for L. monocytogenes in 1999–2002 when the meat industry had Listeria concerns with hot dogs and sliced lunchmeat, there was a tremendous focus on using the 10 principles of design to improve equipment design. Since then, I am happy to report that the meat industry and the equipment suppliers who support it have done outstanding work in improving designs that have made equipment more cleanable and obviously safer for the production of meat products. Other industries have followed a similar path, but some are farther ahead than others.
In summary, the road to optimal hygienic design should be a focus area with the understanding that it will take significant time to modify legacy equipment and facilities. Until we reach optimal equipment and facility designs, having a robust PIC/PEC program is a critical path for survival in the industry. Go to commercialfoodsanitation.com under “Documents” for the checklists and more information on PEC and PIC.
Joe Stout, RS, was with Kraft Foods for 29 years and held a variety of positions in quality and sanitation. In 2010, he founded Commercial Food Sanitation.
Reference
1. www.food-safety.com/magazine-archive1/junejuly-2015/principles-of-environmental-pathogen-control/.



