
The average American household throws away approximately 14 percent of purchased food, due in part to microbial spoilage.[1] While spoilage can take many forms, swelling packages serve as beacons of microbial contamination. We will discuss and identify the organisms responsible for causing package swelling, key steps in successful complaint resolution and elimination of future occurrences.
Root-Cause Analysis
While swelling packages may be due to microbial contamination, background information will help piece together how the microbes entered into the production stream. These investigations can be initiated while gathering information regarding the organism. To start:
• Review product history for past customer complaints and their time frames (seasonality, new ingredient supplier, construction, unplanned maintenance events— equipment or building)
• Check any retained samples for condition
• Send samples to lab along with implicated product samples
• Look across product lines for similar complaints, looking for trends
• Identify line(s)
• Identify shift(s)
• Identify day(s)
• Identify if there is a seasonality to the swollen packages
• Identify if the product is discolored, has a foul odor or is slimy
• Communicate any information gathered to the lab to assist in identification
• Identify ingredients and review in-house or ingredient-supplier test results
• If no in-house ingredient testing is conducted, consider im- plementing a skip-lot testing program
• Review preoperative results for deviations
• Review any in-process food contact surface indicator-organism results (aerobic plate count, coliforms, etc.)
• If no in-process testing program is conducted, consider imple- menting an indicator-organism testing program to help identify equipment maintenance issues before they can cause significant cross-contamination events.
Investigative Microbiology
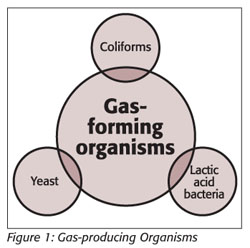
Generally, package swelling is caused by carbon dioxide (gas) formation, a by-product of microbial growth. While many organisms may cause spoilage—which is a tactile, visual and olfactory or flavor change that is unacceptable—gas production is generally caused by only three types of organisms (Figure 1).
 Product and equipment testing: Because microbes usually enter the production stream based on an ingredient or Good Manufacturing Practice lapse, one dominant organism is often responsible for spoilage. Alternatively, there may be one genus but multiple species involved. Microbial identification takes expertise and precision. Selecting a lab that has such expertise will save time. Ideally, the lab should use the data gathered to assist with formulation of corrective and preventive actions as quickly and efficiently as possible.
Product and equipment testing: Because microbes usually enter the production stream based on an ingredient or Good Manufacturing Practice lapse, one dominant organism is often responsible for spoilage. Alternatively, there may be one genus but multiple species involved. Microbial identification takes expertise and precision. Selecting a lab that has such expertise will save time. Ideally, the lab should use the data gathered to assist with formulation of corrective and preventive actions as quickly and efficiently as possible.
It is often perplexing why pre-ship test results can be within specifications, but product defects occur later in shelf life. At shipment, if present, gas-forming concentration is usually low or below the limit of detection. This is why reviews of pre-ship results do not always provide helpful data. Routine monitoring of equipment for indicator organisms and data trending provide a picture of the microbial milieu and exposure the products face during production. When setting pre-ship product specifications, the lowest possible pre-ship numbers for common spoilage organisms is the best plan because any presence at this stage may indicate future spoilage. Tracking and trending resultant data may identify whether there may be a spoilage event later in shelf life. Gas production does not occur until bacterial concentrations reach approximately 1.0 × 10[7] colony-forming units/gram (CFU/g).[2] This is why the product can test within specifications when shipped only to swell later in shelf life.[3]
Laboratory analysis: For any microbial identification, testing labs usually take a three-pronged approach: 1) cultivation, 2) isolation and enrichment and 3) identification. Cultivation allows for quantitative results. Only approved cultivation methods found in Compendium of Methods for the Microbiological Examination of Foods,[4] Standard Methods for the Examination of Dairy Products5 or AOAC International,6 depending on the food type, should be used. However, some scientists may use nonapproved methods to resuscitate injured cells followed by isolation and identification if traditional direct plate counts are ineffective.
Isolation and enrichment allows the microbes to be separated and multiplied so that each type may be successfully identified. All three steps are needed. Since each step takes 2–3 days, the entire process will require up to 9 days for final results. Further, if there are not a high number of organisms in the sample, cultivation may take longer. Consequently, obtaining a product sample during bloating will greatly aid in identification because there is a plethora of organisms available for culture. Of note, some organisms such as lactic acid bacteria are difficult to identify. Verify that the laboratory conducting the testing has experience working with them.
Gas-Producing Spoilage Organisms
Coliforms: Coliforms are a subgroup within the genera of Gram-negative Enterobacteriaceae and are widely known to inhabit the gastrointestinal tracts of animals and humans. Their presence in production facilities indicates unsanitary conditions or contamination with soils exposed to feces.[5] Coliforms grow over a wide pH range (4.4 to 9.0) and at temperatures ranging from 3 °C to 50 °C. They are susceptible to heat, and while some are psychrotrophic (cold-loving), the majority are sensitive to cold. Thus, refrigeration will reduce populations.
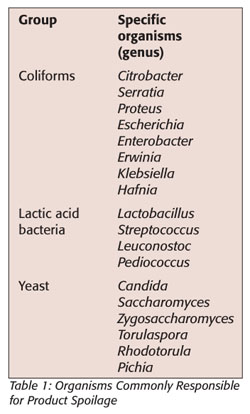
Lactic Acid Bacteria: Lactic acid bacteria are Gram-positive, nonspore-forming organisms that ferment glucose to lactic acid (homofermentative) or to lactic acid, carbon dioxide and ethanol (heterofermentative). Their presence will cause a sour note; together with heterofermentative organisms, they will cause swelling (Table 1). They can grow in low oxygen tensions (vacuum or modified atmosphere packaging), which enables them to outcompete other spoilage bacteria. Growth in refrigeration and in highly acidic environments will occur, allowing for spoilage multiple weeks into shelf life.[2] Many times, raw ingredients have high lactic acid bacteria counts. Since these bacteria are heat resistant, they can undergo thermal treatments and small numbers can survive. Spoilage can occur with cell concentrations of less than 10 CFU/g in finished products.
Yeast: Yeasts ferment carbohydrates to form ethanol and carbon dioxide. They are commonly found in the environment and can cause contamination through airborne transmission. They grow more slowly than bacteria. Yeast spoilage can occur in products with low pH, low water activity and low temperatures. Since most are heat sensitive, yeast contamination of heat-processed foods is due to post-processing contamination (Table 1).
 Visible, detectable levels of yeast spoilage occur at approximately 1.0 × 10[6] CFU/g but can go undetected when weak gas production occurs due to a lack of organoleptic clues.[7, 8] Of interest, some yeasts can produce sufficient pressure to explode plastic food packages and glass bottles.[7]
Visible, detectable levels of yeast spoilage occur at approximately 1.0 × 10[6] CFU/g but can go undetected when weak gas production occurs due to a lack of organoleptic clues.[7, 8] Of interest, some yeasts can produce sufficient pressure to explode plastic food packages and glass bottles.[7]
Corrective and Preventive Actions
Once the organism is identified, the likelihood of elimination is greater. For each genus implicated, the corrective and preventive actions may differ. However, in all cases, comprehensive equipment disassembly, cleaning and sanitizing are in order since their presence often indicates post-processing contamination.[9] Prerequisite programs and process controls should be reviewed and revised if necessary. For example, implementation or revision of a supplier-monitoring program and skip-lot testing, using one of the listed accredited methods, should be done to ensure raw ingredients are not entering the process at an unacceptable level.
Conclusions
When the packaging is bursting with gas rather than with flavor, a spoilage organism is often the culprit. An essential step in resolving and correcting this defect is to first identify the organism. Coliforms, lactic acid bacteria and yeasts are gas-forming spoilage organisms. Their presence indicates either pre- or post-processing contamination. Working with an experienced and knowledgeable laboratory in the resolution will help save time and avoid future occurrences.
 Kara Baldus, M.B.A., is a study coordinator/lead Hazard Analysis and Critical Control Points instructor at Covance Inc. in Madison, WI. She can be reached at kara.baldus@covance.com.
Kara Baldus, M.B.A., is a study coordinator/lead Hazard Analysis and Critical Control Points instructor at Covance Inc. in Madison, WI. She can be reached at kara.baldus@covance.com.
 Virginia Deibel, Ph.D., is the director of microbiological consulting within nutritional chemistry and food safety at Covance Inc.
Virginia Deibel, Ph.D., is the director of microbiological consulting within nutritional chemistry and food safety at Covance Inc.
2. Sperber, W. H. and M. P. Doyle (eds.). 2009. Compendium of the microbiological spoilage of foods and beverages. New York: Springer.
3. Hamasaki, Y., A. Mitsuko, F. Hidetaka and M. Sugiyama. 2003. Behavior of psychrotrophic lactic acid bacteria isolated from spoiling cooked meat products. Appl Environ Microbiol 69(6):3668–3671.
4. Downes, F. and K. Ito (eds.). 2001. Compendium of methods for the microbiological examination of foods, 4th ed. Washington, DC: American Public Health Association.
5. Wehr, H. and J. Frank (eds.). 2004. Standard methods for the examination of dairy products. Washington, DC: American Public Health Association.
6. www.aoac.org/.
7. Stratford, M. 2006. Food and beverage spoilage yeasts. In Yeasts in food and beverages, eds. A. Querol and G. H. Fleet, 335–379. Berlin: Springer Verlag.
8. Hui, Yu (ed.). 2006. Handbook of food science, technology, and engineering. Boca Raton, FL: CRC Press.
9. Doyle, E. M. 2007. Microbial food spoilage — losses and control strategies. Madison, WI: Food Research Institute, University of Wisconsin–Madison.

