The question has been asked, “Shouldn’t allergens be considered the fourth hazard in a Hazard Analysis and Critical Control Points (HACCP) program, rather than simply a chemical hazard as they are currently defined? While arguments ensue about the classification of allergens with regard to food safety, quality assurance and quality control, practical programs must be developed to ensure that foods, residues and ingredients containing allergens do not contaminate non-allergen-containing foods.
Although just 1-2% of adults (along with about five million American children) are affected by allergens, they can be life-threatening to a small percentage of people. Since 1994, recalls attributed to allergen contamination or mislabeling have increased dramatically. The “Big 8” allergens in the U.S. make up about 90% of the allergens of concern in foods:
• Peanuts or peanut derivatives such as pieces, protein, oils, butter, flavor, and mandelona nuts (an almond-flavored peanut product).
• Tree nuts (almonds, Brazil nuts, cashews, hazelnuts, macadamia nuts, pecans, pine nuts, pistachios and walnuts) or their derivatives (nut butters and oils, proteins, pieces, etc.)
• Milk or its derivatives (milk caseinate, whey, isolates, milk protein concentrates, yogurt, powdered milk products).
• Eggs or derivatives (frozen yolks, egg white, egg powder, and egg protein isolates, etc.).
• Crustaceans (including crab, crayfish, lobster, prawn, and shrimp), shellfish (including snails, clams, mussels, oysters, cockle and scallops), or their derivatives such as extracts.
• Fish and fish products.
• Soy or its derivatives, including lecithin, oil, tofu, and protein isolates, etc.
• Wheat or its derivatives, (flours, starches, and brans).
In addition, Canada and the European Union list sesame seeds, celery (celeriac) and sulfites as allergens.
Allergens are naturally occurring proteins with many characteristics of interest to food safety and quality assurance professionals who aim to prevent or control them. Allergens are organic, but not living organisms that are water insoluble, only slightly acid soluble (according to some sources), and alkali soluble. Allergens are difficult to remove when baked onto a surface, such as wheat protein in a finish dryer, because they are heat resistant, as well as resistant to proteolysis and to extremes in pH. By considering these characteristics when developing an allergen control program for the food processing environment, food safety, sanitation and quality assurance teams can better incorporate the elements of sanitary equipment and facility design to avoid both HACCP hazards and allergen contamination.
Sanitary Design Elements: Outside and In
Under close examination, one finds that there are many similarities in measures used to control conventional chemical, microbiological and physical hazards in a food plant and to control potential contamination by allergen residues. However, there are some striking differences. For example, one of the significant differences between allergenic materials control and microbiological hazard control is the application of heat. Microbes can be controlled by the use of hot water, but heat will not remove allergen proteins, which have to be removed by scrubbing, detergents, or in the case of dry cleaning, by a good vacuum system. Thus, a facility and equipment designed for thorough cleaning and sanitizing is key to successfully controlling potential allergen contamination.
Sanitary design for control of physical, chemical and microbiological hazards starts outside of the facility. Whatever contaminants are found outside of the plant will try to get inside the plant, especially insects, rodents, birds and windborne microbes contained on dust particles. Keeping contaminants out is a function of designing the driveways, truck docks, access doors, roofing materials, heating, ventilation and air conditioning (HVAC) systems, and, believe it or not, the landscaping.
Truck dock areas and doors are an important consideration when it comes to sanitary design because they are one of the frontline defenses in the pest control program. Modern dock s are equipped with dock seals. Trucks back up to the door and engage the seal. This effectively prevents the entrance of insects and as long as the plant is under positive pressure with air flowing out of the openings that do occur around the seal dust contamination is kept out. Dock seals also can replace (where allowed by USDA) overhead canopies. Overhead canopies, or roofs over dock doors, require constant monitoring to prevent bird nesting and roosting due to the high potential of birds entering the plant as a result of leaving the door open after the truck leaves. Dock leveler plates should be lined with brush seals to discourage rodents from entering the leveler pit and up through the space between the plate and the inside floor.
A relatively new development in dock levelers is the vertical lift plate. The design of this type leveler plate eliminates the pit when the door is closed, thereby preventing any pests from getting under the plate. The recommended dock doors are the vertical lift type. The second choice is the overhead door type, followed by the rollup type with no housing. Housings become great nesting places for various insects, and if they are already in place, should be routinely monitored for insect infestation.
Clearly, the more contaminants are prevented from entering the plant at the outset, the less cleaning and sanitation problems are faced on the inside of the facility.
Once inside the facility, sanitary design can be applied to floors, walls, ceilings, equipment and HVAC systems for both microbial control and allergen control.
 Floors. Floors are the most abused surface in a food processing facility. Floors are exposed to mechanical abuse, chemical abuse, temperature abuse, and any other type of abuse that can happen to a floor. Food processing areas should have floors covered with an appropriate type of coating, such as a good monolithic or a brick material. Plain concrete floors soon spall and the exposed aggregate creates an excellent hiding place for microbial contamination (Figure 1). Severely spalled floors can be rinsed, foamed, rinsed, sanitized and still show positive microbial swabs. These organisms can be splashed onto equipment and can be tracked around the facility by processing personnel. Allergenic materials or spilled ingredients containing allergens also can lodge in the aggregate material and then spread through the facility by similar means. As such, floor coverings should be smooth, non-absorbent and easily cleanable.
Floors. Floors are the most abused surface in a food processing facility. Floors are exposed to mechanical abuse, chemical abuse, temperature abuse, and any other type of abuse that can happen to a floor. Food processing areas should have floors covered with an appropriate type of coating, such as a good monolithic or a brick material. Plain concrete floors soon spall and the exposed aggregate creates an excellent hiding place for microbial contamination (Figure 1). Severely spalled floors can be rinsed, foamed, rinsed, sanitized and still show positive microbial swabs. These organisms can be splashed onto equipment and can be tracked around the facility by processing personnel. Allergenic materials or spilled ingredients containing allergens also can lodge in the aggregate material and then spread through the facility by similar means. As such, floor coverings should be smooth, non-absorbent and easily cleanable.
Walls. Although not as critical as floors, walls also require a smooth, non-absorbent surface to prevent microbial growth (mold, yeast, bacteria) and absorption of materials containing dust from allergen ingredients. The surfaces should extend from floor to ceiling and be easily cleanable. There are a number of new materials on the market that will fill the bill. Today, there are gel-coated reinforced fiberglass panels from a number of suppliers that are being used in food processing facilities, as well as in pharmaceutical facilities. The more sensitive the product being processed, the more attention must be paid to the wall surfaces.
Anything hung on the facility’s walls should be hung with a minimum of one inch of space between the back of the item and the wall surface. This allows for improved cleaning access and keeps areas behind electrical boxes, switches and equipment hangers from becoming a habitat for insects or niches for microbial growth and allergen residues to reside.
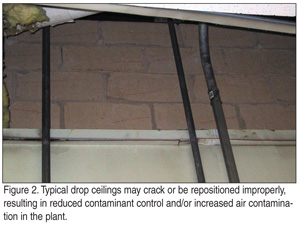 Ceilings. Some areas within a food processing facility are better off without any kind of a ceiling in place rather than a drop 2x4 panel ceiling (Figure 2). Ceilings serve the purpose of preventing contaminants—dust, condensate, paint chips, etc.—from falling from the roof supports or from the underside of the roof into the product in process or on finished product. Typical drop ceilings, as shown in Figure 2, more often than not exhibit the problem seen in the picture. They are fine when new and the panels are glued or clipped down; however, when something above a drop ceiling requires repair or maintenance, access to it is through a panel and this is problematic. Repositioning of such panels is difficult and the air in both areas becomes contaminated through loose or misplaced panels. In addition, the area above the panels is not accessible for pest control measures to be efficiently taken.
Ceilings. Some areas within a food processing facility are better off without any kind of a ceiling in place rather than a drop 2x4 panel ceiling (Figure 2). Ceilings serve the purpose of preventing contaminants—dust, condensate, paint chips, etc.—from falling from the roof supports or from the underside of the roof into the product in process or on finished product. Typical drop ceilings, as shown in Figure 2, more often than not exhibit the problem seen in the picture. They are fine when new and the panels are glued or clipped down; however, when something above a drop ceiling requires repair or maintenance, access to it is through a panel and this is problematic. Repositioning of such panels is difficult and the air in both areas becomes contaminated through loose or misplaced panels. In addition, the area above the panels is not accessible for pest control measures to be efficiently taken.
Good sanitary design recommends a walk-on type solid ceiling, at least over the processing area where product is exposed. All utilities can be kept above the ceiling and accessible from outside the process area. Horizontal runs below the ceiling are eliminated and only vertical drops of utilities to the equipment below are apparent.
Heating Ventilation and Air Conditioning Systems. Some time ago, the U.S. Food and Drug Administration (FDA) made the statement that “airborne contamination is strongly suspected as the cause of some pathogenic contamination.” Unfortunately, this suspicion has been proven true in some well-known cases. Sanitary design of HVAC systems has become a focal point in the renovation, as well as in the initial design of food processing plants today. Emphasis is being placed on positive air pressure in the processing/packaging areas where micro-sensitive product is being produced in addition to high filtration of incoming air.
Outside air is full of dust particles that carry microbes, and these particles must be kept out of the areas where exposed product is being packaged or processed. Positive pressure also will help keep contaminated air from entering sensitive areas by way of the raw material handling areas of the plant. Product flow is counter to airflow in a facility that has a properly designed and installed HVAC system.
Allergen contamination also is affected by the design of the HVAC system. If the product or product ingredients contain one or more of the allergens previously described, or are added during production and are dusty, the escaping dust can contaminate adjoining lines or other food contact surfaces in the processing room. Therefore, a hood system should be considered. A hood system to capture escaping dust will require a sufficient incoming flow of air to provide positive pressure in the room while the hood system is removing sufficient air containing the allergenic dust. Incoming air must be filtered. The most common filters found in air handling systems in food processing plants are approximately 35% efficient at 50 to 100 microns. The recommendation for good food safety is to use filters that are 95% efficient at 5 microns. This level of filtration will filter out dust particles carrying microbes and will also trap the dust particles carrying allergens from any dust in recycled air.
Equipment. One of the most significant ways in which using a sanitary design approach can help to prevent microbial contamination and carryover or cross-contamination by allergenic ingredients is in designing processing equipment that is more easily cleaned and sanitized. Equipment designed with hygienic goals in mind is fast becoming an area of concern to all stakeholders in the food industry, from regulators to processors to equipment manufacturers. FDA has stated it will be concentrating on the cleanability of processing equipment during the agency’s strengthened inspections of food processing facilities. Industry also is working with equipment manufacturers to establish sanitary equipment design guidance in a proactive effort to offer basic tenets, flow charts and checklists to help in the evaluation of effective sanitary design attributes. For example, the American Meat Institute’s (AMI) 10 Principles of Sanitary Design is a set of working principles that provides guidance to both equipment manufacturers and ready-to-eat (RTE) meat and poultry processors on elements of improved sanitary design under a general standard (www.meatami.org). The International Fresh-cut Produce Association (IFPA) is in the process of developing a Sanitary Design Checklist for use by its members when specifying processing equipment used in fresh-cut produce operations (www.fresh-cuts.org).
In general, there are several criteria to consider and specify in processing equipment. Overall, processors should look for equipment with food contact surfaces that are non-absorbent, non-corrosive, non-reactive with the product, non-contaminating and cleanable. These criteria apply both to preventing microbial contamination and to aid in removing allergen residue between products or production runs. Other important criteria include purchasing equipment with no internal horizontal ledges, hidden or hard-to-clean areas, or recessed fasteners such as Allen head screws on horizontal surfaces. The design should not limit access to the interior of the equipment for cleaning and sanitation. Existing equipment should be modified to make it accessible for cleaning and visual inspection.
In an ideal situation, a processor will operate dedicated lines and dedicated facilities to reduce allergen cross-contamination risk. In operations where this is not feasible, the processor can adopt some per-line measures, including some equipment design functions, that will reduce the risk of cross-contamination by allergen-containing product to non-allergen-containing product. Some of these measures are eliminating crossovers of conveyer lines; dedicating re-feed systems; installing adequate lighting for better visual inspection to detect allergen residue; and ensuring that maintenance tools used in raw and finished product areas are dedicated as “allergen-contact” or “non-allergen contact,” and kept separate. Designing production lines to isolate allergen addition points is another measure measure that can be taken on a per-line basis.
Operational Considerations
On an operational basis, scheduling allergen-containing product runs at the end of the production day, controlling rework, and lengthening production runs go a long way toward effective control of allergen carryover. Other operational procedures include implementing strong prerequisite programs and sanitation standard operating procedures (SSOPs) in the sanitation program, and using appropriate cleaning methods such as wiping, scraping, vacuuming, detergent/water wash (no compressed air blows) with the proper cleaning and sanitizing chemicals. When cleaning a line on which allergen-containing materials are run and that is next to a line that is not used to process non-allergen-containing product, the lines can be isolated by installing shrouds or curtains to avoid splash. Another possible way to reduce allergen carryover risk is to use high-volume/low-pressure (house pressure) water because of the high potential of splash contamination and the creation of aerosols containing microbes and/or allergen containing residues. Thus, previously cleaned equipment and adjacent equipment can become contaminated with these airborne residues. As indicated earlier, the use of high-volume air hoods to capture any allergen-containing dust generated either by line operations or by the cleaning of an allergen line can help minimize cross-contamination. These procedures, combined with the correct design of the HVAC system, will go a long way in preventing air contamination of adjacent lines.
Sanitation and sanitary design go hand-in-hand to improve the food processor’s food safety and quality assurance aims. Designing a facility to meet or exceed sanitary design criteria will make the sanitation program easier, more efficient and faster to execute.
Good sanitation is necessary to prevent contamination from potential HACCP hazards and from allergen carryover. Using sanitary design as a way to control microbes has been a subject of discussion and action for a number of years. While using sanitary design to control allergen carryover is a fairly recent design criteria subject, it is one that is rapidly evolving as newer and more rapid allergen residue tests are perfected. With the attention being paid to allergen awareness by the regulatory agencies, processors, the media, trade publications, this area of design criteria will continue to evolve. All of these criteria should be a part of any sanitary design document developed for new plants, additions to existing facilities, and/or for the renovation of existing facilities. It is much easier to incorporate these design elements during the planning stages than it is after the facility has been “cast in concrete.”
Donald J. Graham, president of Graham Sanitary Design Consulting, Ltd., recently retired from Sverdrup Facilities, Inc. where he spent more than 10 years as Senior Food/Sanitation Technologist and Sverdrup Fellow. He has a master’s degree in food science and technology from Michigan State University. He is one of the industry’s leading experts on the application of sanitary design principles to food processing facilities. Prior to joining Sverdrup, Graham held various technical positions with the Green Giant Co., including director of technical services for Green Giant of Canada; as director of quality assurance for William Underwood Co.; and as technical director for the International Division of Pet, Inc.
Graham is past-president of the Missouri Food Processors Association and a member of the Food Processors Institute Curriculum Committee; the Institute of Food Technologists; the International Association of Food Protection; and a charter member of the Institute for Thermal Processing Specialists. He is certified as a quality control sanitarian by the American Institute of Baking and has written numerous articles on sanitary design for various trade publications. He has also been a featured speaker at various trade meetings and is active in teaching sanitary design at four major universities.
Using Sanitary Design to Avoid HACCP Hazards and Allergen Contamination




