In January 2001, the American Meat Institute (AMI) Executive Board members, comprised of meat and poultry company CEOs, set forth their vision to share the best practices of member companies related to enhancing food safety in a noncompetitive and cooperative effort. Sanitary equipment design fit within this category. This decision set the stage for the creation of the AMI Equip-ment Design Task Force (EDTF), charged with developing equipment sanitary design principles that meet the expectations of the meat and poultry industries.
The EDTF is comprised of several AMI member companies, including BAR-S, ConAgra, Excel, Kraft, Hatfield Packing, Hormel, Smithfield Meats, Minot, Sara Lee and Tyson. These companies, represented on the task force by engineers, quality managers and sanitarians, established priorities and considered how improved equipment designs could favorably impact food safety goals. The EDTF's objectives not only centered on improving sanitary design to reduce and eliminate potential harborage areas where undesirable microorganisms might gather, but also on maintaining and extending product shelf life and other product quality attributes.
The result of the task force's initial work is a set of working principles that provides guidance to both equipment manufacturers and ready-to-eat (RTE) meat and poultry processors on elements of improved sanitary design under a general standard. The AMI 10 Principles of Sanitary Design also offer basic tenets that food processors in other categories can use. A flow chart for equipment design review and accompanying checklists created by the EDTF members provide a systematic look at the interaction of equipment manufacturers and food processors in evaluating sanitary design attributes under the umbrella of the 10 Principles of Sanitary Design.
The Principles Defined and Detailed
During the development of the AMI 10 Principles of Sanitary Design, one of the most significant areas of the EDTF's discussion centered on the lack of understanding and/or the lack of use of standards pertaining to sanitary design of equipment. While there are many good sanitary design standards available for food processing equipment, they sometimes are not well understood, or perhaps unread, due to their complexity. Equip-ment manufacturers noted that equipment designs vary widely from processor to processor, even with the same piece of equipment in the same type of processing plant or industry, such that they are in effect designed to each company's individual preferences and specifications.
With these challenges in mind, the task force's first goal was to develop a framework in which all RTE meat and poultry processors and equipment manufacturers could understand the intentions and expectations of these many existing standards. The team began by using the NSF 14159-1 equipment design standard used by the U.S. Department of Agricul-ture's Agricultural Marketing Service (USDA AMS) as the foundation for the AMI 10 Principles of Sanitary Design. By developing an industry model rather than a company-specific model for sanitary equipment design, processors benefit from improved design that is accepted by other member companies, and equipment makers benefit from improved manufacturing efficiencies. As implementation of these principles has taken hold among AMI member companies, many equipment suppliers are now making an EDTF model, rather than a model for Hormel, a model for ConAgra, etc.
Each of the 10 Principles of Sanitary Design address an important aspect of sanitary design associated with the successful implementation of this industry model as detailed in this article.
Principle 1. Cleanable to a Micro-biological Level. Food equipment must be constructed and be maintainable to ensure that the equipment can be effectively and efficiently cleaned and sanitized over the lifetime of the equipment. The removal of all food materials is critical. This means preventing bacterial ingress, survival, growth and reproduction. This includes product and non-product contact surfaces of the equipment.
While a piece of equipment may be visually clean, absent of soil or organic matter, it does not necessarily mean that it is microbiologically clean. What food processors would like to see is a piece of equipment that can be cleaned to a microbiological level, as well as clean to the eye. This principle refers to any kind of unwanted microorganisms, including pathogens and spoilage organisms.
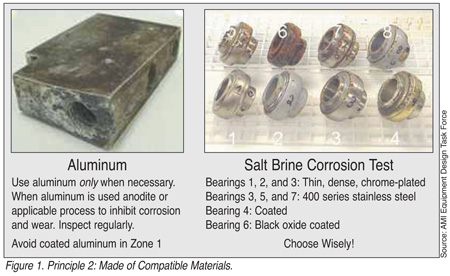 Principle 2. Made of Compatible Materials. Construction materials used for equipment must be completely compatible with the product, environment, cleaning and sanitizing chemicals, and the methods of cleaning and sanitation. Equipment materials of construction must be inert, corrosion resistant, nonporous and nonabsorbent (Figure 1).
Principle 2. Made of Compatible Materials. Construction materials used for equipment must be completely compatible with the product, environment, cleaning and sanitizing chemicals, and the methods of cleaning and sanitation. Equipment materials of construction must be inert, corrosion resistant, nonporous and nonabsorbent (Figure 1).
This principle emphasizes the importance of making sure that a product surface is impervious to the materials to which it is exposed. This is very important because the use of incompatible construction materials may cause corrosion or pitting on a material such as aluminum, for example, that would create a harborage area where microorganisms, water, soil or food can collect. Essentially, the processor wants to minimize areas where microorganisms can hide, live and survive. By eliminating incompatible materials in the construction of the processing equipment, the processor reduces the likelihood of creating a hospitable environment where bugs can grow.
Principle 3. Accessible for Inspec-tion, Maintenance, Cleaning and Sanitation. All parts of the equipment shall be readily accessible for inspection, maintenance, cleaning and/or sanitation. Accessi-bility should be easily accomplished by an individual without tools. Disassembly and assembly should be facilitated by the equipment design to optimize sanitary conditions.
Dave Kramer's quote applies here: "If you can't see it and you can't touch it, then you can't clean it." In other words, in a non-CIP environment you need to be able to get everything clean. There are four elements of cleaning that processors use: mechanical action, temperature, a chemical that will break up fats and proteins, and time. With these, the processor should be able to remove any food soil from equipment, as long as he gets the mechanical action and chemicals in the right amount of time and in the right concentration into those places where there are soils. Designing equipment to increase accessibility for cleaning ensures the success of this four-pronged protocol, since the soil will be more visible.
In addition, the more accessible the equipment is for cleaning by sanitation employees, the easier it is for them to do the job safely, properly and procedurally. If you are a sanitation employee and you need to call a maintenance employee to come and remove a guard or to mechanically get access to a certain area on a piece of equipment, cleaning will take that much more time and be that much more difficult to do. Principle 3 underscores the benefit of making systems easy for people to do the right things.
Principle 4. No Product or Liquid Collection. Equipment shall be self-draining to assure that food product, water, or product liquid does not accumulate, pool or condense on the equipment or product zone areas.
The processor does not want to have any areas in the system where water can collect, or where product can collect and later develop into a foreign material as it dries out, crusts and hardens. Standing water can serve as a harborage or growth point for microorganisms, and any time moisture is introduced into an environment there is an increased chance for microbial growth.
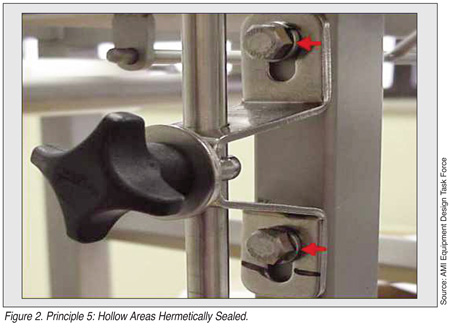 Principle 5. Hollow Areas Hermeti-cally Sealed. Hollow areas of equipment (e.g., frames, rollers) must be eliminated where possible or permanently sealed (caulking not acceptable). Bolts, studs, mounting plates, brackets, junction boxes, name plates, end caps, sleeves and other such items must be continuously welded to the surface of the equipment and not attached via drilled and tapped holes (Figure 2).
Principle 5. Hollow Areas Hermeti-cally Sealed. Hollow areas of equipment (e.g., frames, rollers) must be eliminated where possible or permanently sealed (caulking not acceptable). Bolts, studs, mounting plates, brackets, junction boxes, name plates, end caps, sleeves and other such items must be continuously welded to the surface of the equipment and not attached via drilled and tapped holes (Figure 2).
In most food processing plants, there is a lot of framework used on pieces of equipment, and we want to make sure that there are no penetrations that would allow moisture and/or food materials or organic matter to get inside or under the surface of equipment. If this occurs, microorganisms will grow, leak out and recontaminate the environment. Elimin-ating or sealing hollow areas is easily addressed by equipment designers. One example is when equipment manufacturers would put a name tag on the piece of equipment, using a pop rivet to attach it. But a pop rivet is a penetration of the equipment surface that is not sealed, allowing water to get in. Because of the EDTF's work, many designers are eliminating the pop-riveted name tags today.
Principle 6. No Niches. All parts of the equipment shall be free of niches such as pits, cracks, corrosion, recesses, open seams, gaps, lap seams, protruding ledges, inside threads, bolt rivets and dead ends. All welds must be continuous and fully penetrating.
This principle means just what it says: Food processing equipment should not have harborage points. Not only should equipment be evaluated to ensure that the original welding by the manufacturer is continuous and niche-free, but processors also should take care when modifying equipment in the plant environment. Often equipment is modified by the processor to make it fit into a room or to make it consistent with other designs or product lines existing in the plant, and during such modification activities a hollow framework might be penetrated and create a microbial growth niche.
Principle 7. Sanitary Operational Performance. During normal operations, the equipment must perform so it does not contribute to unsanitary conditions or the harborage and growth of bacteria.
This principle is linked to Principle 4: A processor doesn't want anything on the production line that is going to cause microbial counts to increase throughout the course of the day. During operation, you want to make sure that you have minimal moisture and product buildup in different product zones. In an ideal world, the processor wants to increase productivity and run the lines as efficiently and safely within the regulated timeframe. If, for example, the processor operates a wet process that adds moisture all the time, there likely will be increased microbial counts on the conveyor. Designing the conveyor or other equipment parts to minimize product buildup and moisture allows the production run to be increased to the extent allowed by regulation and to maximize the benefit of the operation during that time while minimizing any type of quality defect.
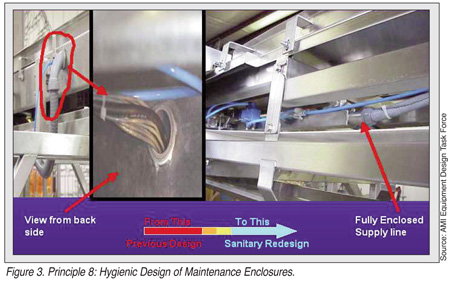 Principle 8. Hygienic Design of Maintenance Enclosures. Maintenance enclosures (e.g., electrical control panels, chain guards, belt guards, gear enclosures, junction boxes, pneumatic/hydraulic enclosures) and human machine interfaces (e.g., pushbuttons, valve handles, switches, touch screens ) must be designed, constructed and be maintainable to ensure food product, water, or product liquid does not penetrate into, or accumulate in or on the enclosure and interface. The physical design of the enclosures should be sloped or pitched to avoid use as a storage area (Figure 3).
Principle 8. Hygienic Design of Maintenance Enclosures. Maintenance enclosures (e.g., electrical control panels, chain guards, belt guards, gear enclosures, junction boxes, pneumatic/hydraulic enclosures) and human machine interfaces (e.g., pushbuttons, valve handles, switches, touch screens ) must be designed, constructed and be maintainable to ensure food product, water, or product liquid does not penetrate into, or accumulate in or on the enclosure and interface. The physical design of the enclosures should be sloped or pitched to avoid use as a storage area (Figure 3).
Engineers involved with the EDTF stressed the importance of this principle, noting that there are many equipment installations whereby an ideally designed piece of equipment is placed adjacent to an electrical box (a perfect harborage place for water leakage) and/or pushbuttons that are not cleanable. This principle not only addresses product contact surfaces, but the entire asset represented by the piece of equipment. This moves the consideration beyond the surface to ensure that all of the maintenance enclosures and other connections to the equipment are appropriately designed and also can be cleaned and sanitized.
Principle 9. Hygienic Compatibility with Other Plant Systems. Design of equipment must ensure hygienic compatibility with other equipment and systems (e.g., electrical, hydraulics, steam, air, water).
Ensuring the hygienic compatibility of the equipment with other systems is both a processor responsibility to the equipment manufacturer as well as an equipment manufacturer responsibility to the processor. The processor wants to make sure that equipment introduced into a facility is designed and built to be usable with the plant systems. Processors can communicate to equipment manufacturers the established electrical, hydraulic, steam, compressed air and oil filtration and water systems information to assist in improved design strategies prior to the equipment being built and arriving at the plant.
Principle 10. Validate Cleaning and Sanitizing Protocols. The procedures prescribed for cleaning and sanitation must be clearly written, designed and proven to be effective and efficient. Chemicals recommended for cleaning and sanitation must be compatible with the equipment, as well as compatible with the manufacturing environment.
Equipment manufacturers are not cleaning procedure experts; their manufacturing facilities resemble machine shops teeming with lathes and metal shaping equipment. It is a rare equipment manufacturing operation that would have the ability to wash a piece of equipment, much less sanitize it. However, food processors utilize cleaning and sanitizing systems everyday, and can provide useful insight as to the best way to clean and sanitize equipment in given plant environments. This principle recommends that the equipment manufacturer work with the individual processor during the equipment design stage, so that by the time the equipment is being constructed, the equipment company will have a fairly good vision of how the equipment can be cleaned and sanitized in a processing plant. When it is delivered to the processing plant, the processor also will have a clear vision of what needs to be done to successfully clean it.
Charting a Standardized Course
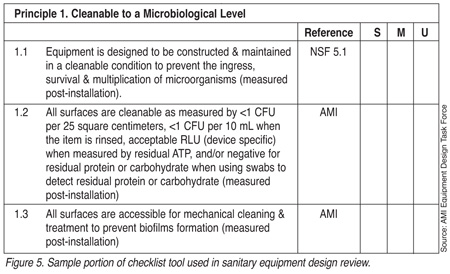
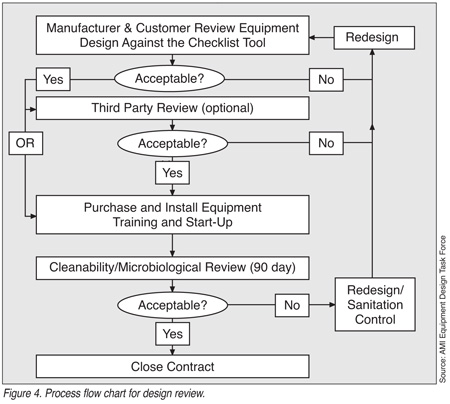 The sanitary equipment process flow chart for design review illustrates the interaction of the processor and the equipment manufacturer to achieve the benefits of an industry model approach within the framework of the 10 Principles of Sanitary Design (Figure 4). As an example, let's say that a food company wants to purchase a new loader from an equipment manufacturer. The two companies begin the design review process for this piece of equipment by using the checklist tool created by AMI that allows for consistent evaluation of equipment by both processors and manufacturers. Figure 5 shows a portion of the checklist developed for the review of Principle 1: Cleanable to a Microbiological Level. Both the food company and the equipment supplier will go through these equipment checklists, which are based on the 10 Principles of Sanitary Design, and if they determine through this preliminary review that the equipment is well-designed in accordance with the sanitary design principles, the process continues to Phase 2. If not, the equipment goes back to redesign.
The sanitary equipment process flow chart for design review illustrates the interaction of the processor and the equipment manufacturer to achieve the benefits of an industry model approach within the framework of the 10 Principles of Sanitary Design (Figure 4). As an example, let's say that a food company wants to purchase a new loader from an equipment manufacturer. The two companies begin the design review process for this piece of equipment by using the checklist tool created by AMI that allows for consistent evaluation of equipment by both processors and manufacturers. Figure 5 shows a portion of the checklist developed for the review of Principle 1: Cleanable to a Microbiological Level. Both the food company and the equipment supplier will go through these equipment checklists, which are based on the 10 Principles of Sanitary Design, and if they determine through this preliminary review that the equipment is well-designed in accordance with the sanitary design principles, the process continues to Phase 2. If not, the equipment goes back to redesign.
At Phase 2, the processor now has the option of going to the USDA AMS or NSF International, both of which offer a service for third-party evaluation of equipment for sanitary design. If this option is exercised, the third-party reviewer will look at the piece of equipment in question as an additional check to verify that the equipment incorporates the desired sanitary design elements. In most cases, the equipment will be acceptable if the equipment manufacturer and the processor use the checklist tool to conduct a preliminary inspection. Again, if at any one of these review steps the parties find the equipment unacceptable, it goes back into a redesign phase.
If the equipment is acceptable following Phases 1 and 2, the processor purchases and installs the equipment in the plant. The significant aspect of Phase 3 is the 90-day period of cleanability and microbiological review by the processor in a real-world environment. In this way, the processor is able to actually test the sanitary design of the equipment in the individual plant environment, something that cannot be accomplished in the equipment manufacturer's facility as discussed earlier. During the 90-day period, the food company runs product on the new equipment and applies the appropriate cleaning and sanitizing protocols. The processor can now better determine whether the equipment is, in fact, microbiologically cleanable; for example, whether any unfriendly organisms have found harborage and at what location, or whether organisms are easily removed by routine cleaning and sanitizing.
If after the 90-day in-plant period the equipment is deemed acceptable in terms of sanitary design criteria, the processor closes the contract. If the equipment is not acceptable, either the equipment manufacturer must redesign to address the problem or the processor must develop a sanitation control that will augment a reduction in the microbial counts for that piece of equipment. For example, the parties may determine that the types of belts used need to be reconfigured or that the finish on a piece of stainless steel allows for the creation on niches, and therefore the piece needs undergo redesign. If the processor identifies an area that is extremely difficult to access and clean, it may indicate the need to redesign that specific area.
Conclusion
The goal with the AMI 10 Principles of RTE Equipment Design is continuous improvement with the robustness of our sanitation, cleaning and food safety programs. The EDTF team members and their family of processors firmly believe in working with the equipment suppliers to develop equipment with the best design that will be an enabler to deliver quality and food safe products to our consumers and customers.
Joe Stout is Director, Sanitation with Kraft Foods North America. A food scientist by education, Stout has worked for Kraft Foods Nabisco Division for more than 20 years in the areas of sanitation, quality and environmental. He is a registered sanitarian with the National Environmental Health Association (NEHA) and the State of Pennsylvania. Stout is chairman of the American Meat Institute (AMI) Equipment Design Task Force, and leads Kraft's Worldwide Sanitation Council.
Acknowledgment
The author would like to thank the members of the AMI Equipment Design Task Force. More information on the AMI 10 Principles of Sanitary Design can be found at www.meatami.org.
10 Principles of Equipment Design for Ready-to-Eat Processing Operations




