
Facilities operating under U.S. Department of Agriculture (USDA) inspection must meet Sanitation Performance Standards (9 CFR 416) to ensure that food products and ingredients do not become adulterated during manufacturing. These standards are designed to be less prescriptive than in the past, allowing processors more flexibility in plant and equipment design and promoting greater innovation in sanitation procedures. The burden for monitoring and maintenance of sanitary operations to prevent product contamination is where it belongs: with the food manufacturer. All food processors are required to comply with the U.S. Food and Drug Administration's (FDA) Current Good Manufacturing Practices (cGMPs) outlined in 21 CFR part 110, as well as state and local codes, to prevent the production of adulterated food products and ingredients.
Whether you are building a new food manufacturing facility, expanding or upgrading an existing facility or just maintaining your plant, sanitary design of the facility and equipment is one of the most effective food safety strategies the company can employ. Incorporation of sanitary design into your facility can prevent development of microbiological niches, facilitate cleaning and sanitation, maintain or increase product shelf life and improve product safety by reducing potential of foodborne illness, injury or recall. Food safety hazards that must be controlled include microbiological (pathogens), physical (glass, metal shavings, wood) and chemical (allergen cross contamination), while preventing product exposure to sources of filth (dust, rodent excrement).
If I were to build a new facility, for cooked, ready-to-eat (RTE) products, I would implement the following six basic elements of sanitary design to ensure that I was able to operate under conditions that would be conducive to sanitary food production. In some cases, these elements also can be implemented in existing facilities, as indicated in examples provided here with respect to Specialty Brands' operations.
FACILITY SITE SELECTION
When building my new facility, I would take into account the location, particularly its proximity to resources such as labor, materials and transportation. Availability of local emergency services, fuel, cleaning, uniform and other services also will be part of the decision. I would avoid areas where contamination may be introduced from adjacent areas, such as sanitary landfill, refineries or chemical plants, salvage yards and raw sewage treatment facilities. The size of the structure and surrounding land are determined by near-term needs and expectation of future expansion. A facility that is locked in by adjacent property will be more difficult to expand than one surrounded by empty property. For security purposes, I would surround the facility with fencing and gates to provide an entry barrier to unwanted visitors.
GROUNDS AND DUST CONTROL
For all facilities, whether new or modified, the grounds must be maintained to minimize potential for contamination. The grounds will be graded for drainage to prevent flooding or pooling of water. Driveway and parking areas are paved to minimize vehicle traffic dust that can potentially enter the plant. Roofing material is smooth and easy to clean. It is not coated with rock or pebble that can hold dust that can be pulled into the plant through air make-up systems.
PEST CONTROL
 Basic pest control involves elimination of pest harborage areas and prevention of entry to the new building. This is accomplished by an integration of several design steps. Landscaping design need not be spartan, but can provide aesthetic appearance while preventing pest harborage and access. Grass and shrubbery is kept trimmed and away from the plant to supplement pest control. As seen in the Figure 1 photo, a 30-36" wide and 4" deep strip of pebbles around the building eliminates areas of pest harborage and hidden runway for rodents. This also provides easy access to perimeter bait stations for pest control operators.
Basic pest control involves elimination of pest harborage areas and prevention of entry to the new building. This is accomplished by an integration of several design steps. Landscaping design need not be spartan, but can provide aesthetic appearance while preventing pest harborage and access. Grass and shrubbery is kept trimmed and away from the plant to supplement pest control. As seen in the Figure 1 photo, a 30-36" wide and 4" deep strip of pebbles around the building eliminates areas of pest harborage and hidden runway for rodents. This also provides easy access to perimeter bait stations for pest control operators.
Exclusion of pests is accomplished through adequate door seals, as well as screening of doors and windows with 22-mesh or finer material. Use of air curtains on doors that open to the outside provides extra protection against pest entry. Placement of external lighting in locations away from the building will illuminate entrances, but not attract insects to the building. Use of insect electrocutors inside the building will attract and catch flying insects that may happen to enter the facility. The types of electrocutors with blue lightning, designed to attract insects due to the light wavelength, are best placed away from doors and windows so that they will not attract insects into the building from the outside. Of course, these are not to be placed over or near areas where food or ingredients are stored, because the process of electrocution often causes the insect body to explode.
BASIC FACILITY FLOW
 Environmental microbiological control in the plant is made more effective through separation of employees working in raw and cooked areas. This is accomplished by providing a separate entrance to the plant for employees and continues through isolation of lunchrooms, locker and restrooms. Restrooms do not open directly into production areas. Lockers are provided for each plant associate and are non-porous, cleanable material with door vents to allow airflow into the locker and a 60-degree pitch on the top to prevent dust collection as depicted in Figure 2.
Environmental microbiological control in the plant is made more effective through separation of employees working in raw and cooked areas. This is accomplished by providing a separate entrance to the plant for employees and continues through isolation of lunchrooms, locker and restrooms. Restrooms do not open directly into production areas. Lockers are provided for each plant associate and are non-porous, cleanable material with door vents to allow airflow into the locker and a 60-degree pitch on the top to prevent dust collection as depicted in Figure 2.
Captive shoes are provided for all plant associates to prevent outdoor environmental contaminants from entering the plant and they are stored in the lockers after they are cleaned and sanitized at the end of the shift. Floor sanitizing foamers are placed at the main entrance to the plant so that all associates walk through sanitizer on the way to their workstations. The flow of the plant is straight as possible and prevents crossover from raw to cooked areas and does not allow cooked product to re-enter raw areas. Smokehouses, for example, can be designed for product flow through, with raw product racks or trees entering from the raw side of the plant. When the cook process is completed, the racks or trees will exit from the opposite side so that they never return through a raw area. Batch kettle cooking would be set up much the same way with raw ingredients going into the kettle for cooking and mixing and the cooked filling pumped through a wall to a cooked ready-to-eat handling area.
PLANT MATERIALS
As with the materials used for the construction of the plant shell, materials for the inside of the plant will vary in cost and durability. Many things should be considered, including the product and associated risk, dry vs. wet cleaning, harshness of the process (i.e. brine tanks, extreme heat from fryers or extreme cold from freezers). Materials for floors, walls and ceilings are easily cleanable, non-porous and resistant to chemicals and process conditions. For my plant, I have chosen to use reinforced poly (FRP) for my walls. As much as possible it will be seamless, but where seams are present they will be caulk sealed to prevent water niches. Doorjambs at room entrances are flush so that no ledges are created that will collect dust.
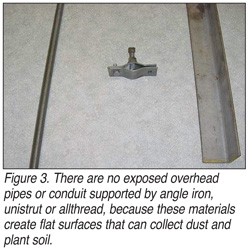 All plumbing, airlines, ducting and electrical conduit travel through a structural ceiling loft. There are no sewage lines running over production or storage areas, rather they have been directed to non-production areas. I have made certain that the plumbing does not create any dead-end connections and all my potable water lines for processing and sanitation have back-flow prevention devices. Ducting in the loft is round to minimize flat surfaces that can collect dust. There are no exposed overhead pipes or conduit supported by angle iron, unistrut or allthread, because these materials create flat surfaces that can collect dust and plant soil (Figure 3).
All plumbing, airlines, ducting and electrical conduit travel through a structural ceiling loft. There are no sewage lines running over production or storage areas, rather they have been directed to non-production areas. I have made certain that the plumbing does not create any dead-end connections and all my potable water lines for processing and sanitation have back-flow prevention devices. Ducting in the loft is round to minimize flat surfaces that can collect dust. There are no exposed overhead pipes or conduit supported by angle iron, unistrut or allthread, because these materials create flat surfaces that can collect dust and plant soil (Figure 3).
I have used only smooth hanger rods. Lights are recessed and shielded to prevent a glass contamination hazard and provide sufficient illumination to allow for inspection of equipment and associate work tasks. The ceiling is made of insulated FRP to maintain plant temperatures and to aid in cleaning and condensation control. I have avoided the use of a track-and-grid system with ceiling tiles, since this is not easily cleaned or sealed.
Airflow is positive in RTE areas, meaning there is greater pressure in the RTE room and flowing out to raw or auxiliary areas. All plant air, including compressed air is filtered at 0.1-micron, which will remove bacteria, yeast and mold and many viruses. Airflow is sufficient to provide adequate make up and at a temperature to prevent condensate. For example, because my plant produces cooked, ready-to-eat product and is a USDA-inspected facility, the processing areas are refrigerated to 50F or lower. A rule of thumb is that microbiological growth is reduced by 50% for every 10F temperature drop. If you maintain your plant at higher than 50F you should be prepared to conduct a cleanup after 10 hours or have a microbiological monitoring program in place.
For my plant floors I had several options, but narrowed my choices to dairy tile or composite resin coating. Both are very durable and provide a cleanable, non-skid surface. I decided on dairy tile with a moisture barrier between tile and concrete slab. Tile is durable in wet and corrosive conditions, holds up well in alternating hot/cold environment and under physical stress. It is also easy to repair if a tile is damaged. Composite resin is also durable under similar conditions; however, over time, the coating can crack and buckle. Once this happens, moisture pockets under the coating creating a microbiological niche. Patching has limited impact, since the water under the patch eventually results in the patch failing and other areas begin to crack. I do not use open trench drains and all my drains flow from RTE areas to raw areas. Wall floor junctions are curbed and the curbs have a 30-degree slope to prevent accumulation of water, dust or soil.
EQUIPMENT
In May 1996, the USDA Food Safety and Inspection Service (FSIS) proposed to amend federal meat and poultry regulations to eliminate requirements for FSIS prior approval of equipment and utensils used in official establishments. The final rule was published in the Federal Register in August 1997, thus removing requirements for prior approval of establishment drawings, specifications and equipment. FSIS will continue to verify that establishments maintain equipment and utensils in a manner that will not lead to insanitary conditions and product adulteration. Under the final rule, FSIS indicated that manufacturers might want to consider using third-party certification services to assure that equipment and utensils meet requirements for cleanability, durability and inspectability. This process is voluntary and the recognized services are identified in FSIS Notice 51-02, dated Nov. 26, 2002.
With this in mind and prior to installing any equipment, I have made it a point to work with equipment vendors to assure sanitary design and to have the design reviewed by a third-party expert. Experience has taught me not to assume that equipment manufacturers are going to do this. I have identified a cross-functional team (Quality Assurance, Sanitation, Maintenance, Production) to evaluate pieces of equipment before they are purchased and have set up very specific requirements for all my plant equipment. Equipment will:
• be made of corrosion resistant, compatible materials that are non-porous and non-absorbent and prevent product or water collection
• be easy to disassemble and accessible for cleaning and inspection
• be cleanable to a micro level
• be placed at least 6" above the floor and no closer to the ceiling than 18" and 36" from walls or other equipment to minimize congestion and make cleaning easier
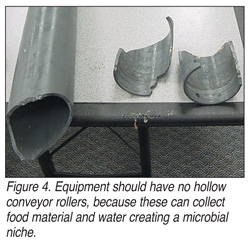
• have no hollow conveyor rollers, because these can collect food material and water creating a microbial niche (Figure 4).
Similarly, hollow framing is discouraged for conveyors or equipment. If hollow material used it is to have a continuous weld seal (caulk is not acceptable). In addition, gear boxes, motors and drives are kept away from the product zone, or if there are over lines, they must be shielded to prevent lubrication leaks onto product. There are no tack welds to harbor soil and become a microbial niche. All welds are continuous, smooth and sanitary. Where spot-welds are unavoidable, caulk can be used between for a continuous seal, although this is not as desirable. Wall-mounted control boxes and electrical panels are mounted away from the wall for cleaning access. If they are directly on the wall, they should be caulk-sealed to prevent microbial or soil niches. Seams on equipment are minimized and bolted connections are avoided.
As for sanitation, I have provided a central cleaning system with automatic chemical dispensing. This provides accurate delivery of chemicals for effective cleaning and sanitizing, as well as cost-effective use of materials. No wooden-handled utensils (i.e., brooms, squeegees and brushes) are allowed. Separate wash rooms for storage of raw and cooked cleaning utensils and for cleaning of raw and cooked equipment are provided. Clean-in-Place (CIP) systems have been installed where possible (i.e. smokehouses, ammonia freezers) and Clean-out-of-Place (COP) tanks are provided for small parts. Stainless racks are used to hold equipment, so that no product contact parts or equipment is cleaned on or comes into contact with the floor.
DESIGNS ON FOOD SAFETY
Careful planning can provide greater assurance of food safety. Cross-functional training of staff in sanitary facility and equipment design can enhance evaluation of existing structure and plant equipment or to facilitate expansion and improvements. This can be accomplished through use of available literature, or more effectively, through training courses offered by experts in the field.
There are many other benefits to effective design that can offset expenditures for sanitary materials and equipment. Materials used in facility design can be durable, thus reducing repair and maintenance costs. The same holds true with equipment design. Both can have an impact on sanitation expense by reducing the amount of chemicals needed to clean and sanitize, as well as minimizing labor and overtime. However, the most important factor, product protection, is the most compelling reason for following basic sanitary design principles.
Michael M. Cramer is Vice President Food Safety and Quality Assurance with Specialty Brands, Inc., in Ontario, CA, a manufacturer and distributor of high quality, value-added frozen foods for both foodservice and retail. Brands include Rotanelli pasta, Fred's appetizers and cooked portion meats, Posada and Marquez burritos and Jose Ole Mexican entrees and mini Mexican appetizers. Cramer is primarily responsible for the development and implementation of food safety and quality programs for the company. He has been involved in the food industry for more than 24 years with experience in poultry, processed meat, spice and coatings and frozen foods. He is a member of the Institute of Food Technologists and is actively involved with the National Meat Association, Food Safety Net Services and the Food Safety Magazine Editorial Advisory Board. He can be reached at michael.cramer@specialtybrandsinc.com.
BIBLIOGRAPHY
USDA, Food Safety and Inspection Service. 9 CFR Part 416, Sanitation Requirements for Official Meat and Poultry Establishments, Final Rule. 2000.
USDA, Food Safety and Inspection Service. FSIS Directive 11,000.1, Sanitation Performance Standards. Jan. 25, 2000.
USDA, Food Safety and Inspection Service, FSIS Notice 51-02, Third-Party Equipment and Utensil Inspection and Certification Programs for the Meat and Poultry Processing Industry. 2002.
Graham, Don. Sanitary Design and Construction Course. 1999.
Imholte, Thomas J. and Tammy Imholte Tausche. Engineering for Food Safety and Sanitation. 1999.



