
As mentioned in a previous article, the term “bakery” is loosely used to identify a facility that produces a range of products like sliced breads, croissants, filled doughnuts, pies, cookies, decorated cakes, etc. Many of them will have a different microbial risk profile, different allergen profiles, and different types of equipment and infrastructures. All these differences lead to the need for different equipment design and cleaning methods. In this article, we will discuss progress made in design and cleaning methods in recent years.
If we begin with a product risk profile, facilities that did not already have Hazard Analysis and Critical Control Points plan in place needed to gain a better understanding of the different hazards (biological, chemical, and physical) and the risk profiles of their ingredients, processes, and finished products under the Food Safety Modernization Act. In most cases, this is forcing the industry to take a second look at their practices for all aspects of their supply chain, including their own manufacturing locations. For this article, we will focus on the sanitation and hygienic design of bakeries.
What Are the Risks?
The bakery industry is gaining a better understanding that there are hazards associated with its products and that the oven, always considered the “great equalizer,” is effective only for some microbial hazards introduced before the oven. There is a greater awareness that under certain conditions, toxins may be produced by organisms such as Staphylococcus aureus or Bacillus cereus, and that these toxins will survive the oven and may make consumers sick. For processors of products in which these organisms can flourish, hygienic design and cleaning and sanitizing procedures for their equipment before the oven are as critical as the ones for the equipment after the oven.
While allergens are still the number one reason for recalls affecting bakeries, and although equipment cleaning is not often the root cause, there is growing awareness that poor cleaning practices should not become a contributing factor in allergen recalls. Aiding in the validation of the effectiveness of a facility’s cleaning methods, there has been a greater use of allergen test kits to test food contact surfaces rather than to rely only on the testing of finished products to validate allergen changeovers.
Finally, physical hazards such as extraneous material can be introduced by equipment located before and after the oven, so selecting and reviewing equipment for hygienic design can be critical. However, there are more reasons to procure more hygienically designed equipment.
Consumers do not always follow the cooking instructions on the food package and may consume products that should be baked without doing so, such as cookie dough. With the increased use of social media in our society, consumers can reach a broader audience when they believe that a food has harmed them or made them sick. Therefore, it is important for processors to continuously improve the quality of their products.
Advances in whole-genome sequencing are helping the regulatory agencies of many countries identify potential sources of microbial contamination much more rapidly than in the past. You obviously do not want your facility to be identified as a source of a foodborne illness outbreak.
With a low unemployment rate, it has become increasingly difficult to develop and retain a trained workforce to perform sanitation tasks. Also, sanitation is often done overnight or on weekends and holidays, so it is not an attractive vocation for all individuals. Not having people who are accustomed to cleaning the same equipment week after week and who know those difficult-to-clean parts and areas may lead to issues. These challenges are somewhat compounded by the fact that many experienced sanitors are now entering retirement age, creating a gap in knowledge, especially if the equipment is not easy to clean and the cleaning procedures (Sanitation Standard Operating Procedures, SSOPs) are not well written. We see younger employees with different skills joining the workforce.
Most companies are also always looking for ways to improve their productivity or are asked by their customers to do so. Equipment that is less complicated to take apart and has fewer parts is usually easier to clean and allows for faster changeovers. If faster changeovers can be converted into making more products, then the line becomes more profitable.
Mitigating Those Risks
Equipment Design
So, let’s begin with equipment design. There is an increasing level of awareness about hygienic equipment design that seems to be driven in part by regulatory expectations and also by a sharing of information between different industries. Some bakery original equipment manufacturers (OEMs) are becoming more dedicated to increasing the hygienic design aspect of their equipment. While there are checklists such as the Grocery Manufacturers Association (GMA)’s equipment design checklist for low-moisture foods that can assist with evaluating the design of existing and new equipment, we should not forget some simple concepts.
The first concept to consider when evaluating a piece of equipment for cleanability is “If you can’t see it, you can’t clean it or inspect it!” Put yourself in the shoes of the sanitor who has to clean it and try to determine how you would do it yourself:
• Could you access all parts of the equipment to scrub them?
• If tools are needed to remove a part, do you need one tool or several?
• How difficult would the equipment be to reassemble?
These may look like simple questions, but if you were the sanitor who tries to accomplish their tasks in the time given to them, would you be able to execute them? One solution is to take complex pieces of equipment and reengineer them to simplify them.
For new equipment, this would require the OEM to revisit the drawings to identify parts that may not be needed, from simple things such as the number of bolts needed to hold a safety guard in place (if you are wondering, the general answer is one) to the type of side guard needed to prevent product from falling off the conveyor belt (can the product be conveyed in a trough conveyor?) to the number of rollers needed on a conveyor to the number of scrapers needed, etc.
For existing equipment, it is as much making sure the equipment is not modified to be more difficult to clean or less hygienic (e.g., drilling holes in a tubular frame) as it is to think about replacing worn parts with a different model that is more hygienic (e.g., replacing a bearing with maintenance-free, wash-down bearings).
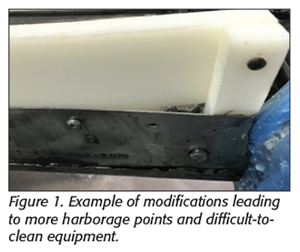 If tools are needed to disassemble a part for cleaning, can one tool serve for all the different parts? This is especially important to consider on legacy equipment that may have gone through different repairs and modifications over the years (Figure 1). It is not unusual to see equipment requiring an entire toolbox to disassemble. There could be efficiency gains realized by making attachments more uniform, for sanitation and for maintenance, production, etc.
If tools are needed to disassemble a part for cleaning, can one tool serve for all the different parts? This is especially important to consider on legacy equipment that may have gone through different repairs and modifications over the years (Figure 1). It is not unusual to see equipment requiring an entire toolbox to disassemble. There could be efficiency gains realized by making attachments more uniform, for sanitation and for maintenance, production, etc.
Finally, some parts can be very similar, yet they may attach to different places on the equipment. Having some identification system to differentiate the locations would help the sanitor and maintenance when the time comes to reassemble all the parts.
Due to modifications, this small product guide shown in Figure 1 now requires multiple tools to disassemble it for cleaning.
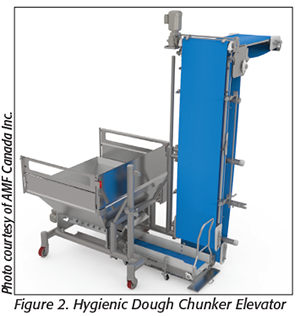 Figure 2 shows a dough elevator redesigned to be easier to disassemble for cleaning. It can be fully disassembled with only one tool in only a few minutes, providing full access to all the parts to the sanitor or to the operator during a changeover.
Figure 2 shows a dough elevator redesigned to be easier to disassemble for cleaning. It can be fully disassembled with only one tool in only a few minutes, providing full access to all the parts to the sanitor or to the operator during a changeover.
Some bakery OEMs invested resources into making their equipment truly easier to clean. However, we need to remember that some pieces of equipment have not gone through the same process and application of “hygienic” models and are nothing more than existing versions fabricated using stainless steel. They may be shinier, but they are still challenging to clean.
For legacy equipment, using a tool such as the GMA equipment design checklist or simply talking with the sanitors and maintenance technicians could go a long way toward making small modifications that could help greatly. Always think about the first concept: “If you can’t see it, you can’t clean it or inspect it!” Are there unnecessary parts or complex assemblies that could be simplified to make the equipment easier to clean?
Sanitation Processes
From a sanitation perspective, there are a number of advancements being made, but the industry still diverges in some areas, for example, run-time verification, sanitation method verification, and environmental monitoring.
Depending on the run time, the required cleaning frequency and the number of production breaks may need to be validated, because as mentioned earlier, there is an increased level of awareness when it comes to potential for toxin-producing microorganisms to grow in some dough/batter that will not be destroyed by the oven. Other scenarios that would require run-time validation include the application of slurry prebaked, for example, egg slurry, dairy slurry, etc., that could allow for microbial growth, especially if the slurry is recirculated and not kept refrigerated. Some bakeries are aware of the risk of applying an egg solution to the surface of products such as croissant bread to provide a shine to the baked product, but others have not identified this as a risk. Unless the slurry is formulated to prevent microbial growth, microbes may grow and contaminate the product. It is important for processors to understand the growth rate and clean the slurry system before it becomes a risk.
Similarly, while running a bread line for a week may not introduce hazards, other products may be more susceptible to microbial growth, and their run times may need to be validated. For example, a line making decorated cakes with whipped cream should probably be cleaned more frequently than once a week.
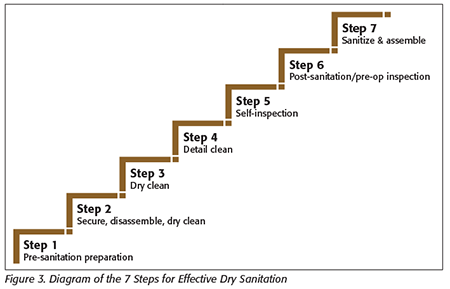 The approach to cleaning evolved to be more rigorous and better defined. Most processors are familiar with the seven steps of dry or wet cleaning. An example of the seven steps of dry cleaning is provided in Figure 3. The decision between dry and wet cleaning is driven by a few factors, such as the type of products, the presence of drains, the design of the equipment, and the infrastructure.
The approach to cleaning evolved to be more rigorous and better defined. Most processors are familiar with the seven steps of dry or wet cleaning. An example of the seven steps of dry cleaning is provided in Figure 3. The decision between dry and wet cleaning is driven by a few factors, such as the type of products, the presence of drains, the design of the equipment, and the infrastructure.
If a facility does not have drains, attempting to clean some of the equipment using wet cleaning methods such as foaming and rinses would be more difficult, as the water will need to be directed and pumped somewhere to be removed. While it may seem to be faster to clean a piece of equipment such as a mixer using a wet cleaning method, without the drains, the time and effort that will be required to manage the water may exceed what would be required to perform a modified wet cleaning. The latter can be described as performing an effective and thorough removal of gross soils and then using a controlled amount of water—for example, using a bucket and brush or wipe—to remove product buildup.
Some equipment cannot be wet-cleaned, mostly because it can trap water, has electrical components that can be damaged by water, or is made of materials that can corrode. Too often, we still see bakeries wet-cleaning their cloth belts. These belts act like a sponge and will trap water; mold will grow on the surface of the framework or table supporting the cloth belt and the cloth belt itself. There are two options: implementing a dry-cleaning method or replacing the cloth belt with a monolithic belt.
Cloth belts also present a risk for extraneous materials: If they are not well maintained or their motion is not tracked correctly, they will fray on the edges, thus increasing the likelihood of having threads in the finished product. Another type of equipment susceptible to trapping water is ambient spirals that may not be allowed to dry after cleaning when low-moisture products are being produced.
Selecting wet cleaning for equipment and infrastructure that is not designed to be wet-cleaned may introduce not only microbiological risk but also extraneous matter by corroding surfaces that will rust or causing painted surfaces to flake.
Following two recalls related to Salmonella in dry breakfast cereals, Malt-O-Meal promoted a “war on water” within their facilities that covered many aspects to reduce the presence of water from the production environment. More recently, Karl Thorson of General Mills promoted an order of preference for cleaning dry facilities. His continuum ranges from: using dedicated equipment to minimize cleaning > push/flush > dry clean > dry clean with chemicals > clean in place > controlled wet cleaning out of place (part washer) > assisted cleaning system > controlled wet cleaning in place > flood cleaning. While this is not a statistically valid study, our experience tells us that performing an effective removal of gross soils through dry cleaning and minimizing the use of water reduces the number of Listeria/Salmonella positives in the environment, and pests, such as flour beetles, are less commonly observed. So, while the plant may not look “as clean” when only dry cleaning or modified dry-cleaning methods are used, indicators may show that the risks are lower.
Now, using dry-cleaning methods does not mean that you bring in compressed-air hoses and begin blowing dust around. The intent of dry cleaning is to remove soil, not just displace it. Some compressed air can be used in a controlled manner as a detail cleaning step after gross soils have been eliminated to remove soil in otherwise difficult-to-access equipment and only when other cleaning tools, such as vacuums, are not successful.
As pointed out by Thorson, it might be possible to:
• Perform dry cleaning on product contact surfaces using product push/flush by using an inexpensive but abrasive ingredient like salt or a “dummy” product such as a partial dough without the expensive ingredients to remove product from equipment
• Perform dry cleaning without introducing moisture by using tools such as scrapers, brushes, and vacuums
• Perform a modified dry clean by using some chemicals, such as an alcohol-based sanitizer and wipes to help remove soil from surfaces, or a limited amount of cleaning/sanitizer solution in a bucket with wipes or brushes to remove soils
Different cleaning methods such as dry steam or dry ice can be used to minimize the amount of moisture introduced during equipment cleaning. One should be cautious; these techniques move the soil from one part to another. Soils will need to be collected or picked up before operations begin.
All these options are available before a significant amount of moisture (water/cleaning solution) is added to the equipment/environment.
Coordinated Efforts Are Needed
Just as with many other product categories, there is an increased awareness of coordinating the sanitation activities of adjacent equipment and lines to prevent the recontamination of already-cleaned equipment. When many sanitors are involved in cleaning a production line, they need to be coordinated to be on the same step at the same time. For example, when cleaning adjacent equipment, if one of the sanitors is ready to move to step four while the others around him are still at step three, there is a risk that the others at step three will recontaminate the equipment; ideally, the sanitor ready to move to step four should help his teammates to keep everyone cleaning adjacent equipment synchronized. If synchronization of the steps is not possible or if adjacent lines are still running product, steps need to be taken to segregate the lines, such as hanging tarps, using dikes to control water flow, or controlling the direction of the cleaning tasks and the discharge of air and water.
The last element we will touch on is periodic equipment cleaning (PEC). This is defined as periodically disassembling a complex assembly not disassembled during normal cleaning but that could be a harborage point for microbes and insects. To assist with the identification of difficult-to-clean areas, an equipment design checklist can be used by maintenance and sanitation. A frequency will need to be established and SSOPs written to define the task and provide clear instructions to all technicians and sanitors. We cannot stress enough the importance of a PEC program to prevent microbial contamination and infestation.
Conclusion
To conclude, continuous improvement of the sanitation practices and hygienic design of bakeries cannot be accomplished by one group alone. To redesign equipment, OEMs should be working with their customers and with many of their customers’ departments (engineering, production, sanitation, maintenance, safety, etc.) to obtain feedback during the design and building phases. Involving only a few of the departments is likely to lead to further modifications after the equipment is built, adding cost and time to the delivery. The same goes when equipment is scheduled for rebuild or modifications by the bakery; different departments should be working together to improve hygienic design and cleanability that will further improve sanitation efficiency and effectiveness, and, most importantly, reduce risks that could harm consumers.
In addition, sanitation teams should be working together during the cleaning and sanitizing process to prevent cross-contamination and identify opportunities to improve sanitation practices.
Richard Brouillette is the food safety director at Commercial Food Sanitation (CFS).
Thomas Haley is a food safety specialist at CFS.



