Many readers probably have memories as do I of a more innocent or perhaps naive time when leafy greens were just good for us. I remember rinsing lettuce in a sink with tap water, very pleased that I could see the dirt wash off. After rinsing, I would run the leaves through a salad spinner to remove the excess water. At the time, I believed that if I did a good job, the greens would be clean and I could wash off the germs with the dirt. Looking back on the process, I realize how limited my efforts were if there had been a serious microbial threat. Today, unfortunately, many practices give people similar feelings of safety without actually achieving the desired result. This short article examines some of the best practices, and some of the ineffective practices, and suggests some areas where increased safety can be won. Increased safety is desirable in a process without a kill step to eliminate all microbial risks.
This article purposefully ignores chemical risks in favor of focusing on microbial hazards, which are clearly the challenge of the day for the ready-to-eat (RTE) leafy green industry. Chemical risks are generally caused by human intervention and can, therefore, be controlled to an arbitrary degree. The real or potential hazards associated with chemicals present less immediate risk than microbial hazards.
Many readers would expect this article to proceed directly to a discussion of the wash process as the key step in the processing of leafy greens. Such a view misses the realities of the situation. Washing cannot always make leafy greens safe. Washing is not a kill step affording at least a 5-log reduction in the organisms of interest. The safety afforded by any known wash process can be overwhelmed by pathogens. Therefore, microbial safety of leafy greens is necessarily a “from field to fork” proposition. Throughout this journey from field to fork, one must consider sources of inoculation, spreading or cross-contamination and growth. Loss of control of these factors can result in illness; if the breakdown is severe enough, an outbreak of multiple, related illnesses will occur. Even partial breakdowns of control anywhere in the system can result in illness, because control in other parts of the journey from field to fork is not 100 percent. There are no Critical Control Points as there are in a thermally processed product that will ensure microbial safety.
Where We Stand
The industry has implemented a series of Good Agricultural Practices (GAPs) in an effort to reduce the level of inoculation entering processing plants. The Leafy Greens Marketing Agreement has developed an evolving list of best practices in this area. These food safety practices cover a number of areas that will help address the challenge of minimizing the incoming microbial load on leafy greens. The first area is obvious in retrospect. A written plan is needed to provide institutional memory as to the safety objectives and forms a basis for continuous improvement as greater understanding is achieved. These are the same reasons a written Hazard Analysis and Critical Control Points plan is required for many foods. Second, there are a number of environmental factors to consider, including preseason and preharvest assessments regarding such things as animal intrusions, flooding, proximity to animal feeding operations, etc. These factors should not be present or need to have been properly mitigated. Water is another potential source of pathogens and should be controlled and monitored for quality. Soil amendments are a potential problem as well, especially for more “natural” materials. Compost and fertilizers can harbor undesirable organisms. Worker practices are another area that needs to be managed. If appropriate GAPs are not in place, all subsequent steps could be futile if the incoming microbial load exceeds the process capabilities of the wash system. Using leafy greens that do not conform to these GAPs for RTE leafy greens may not yield desirable product.
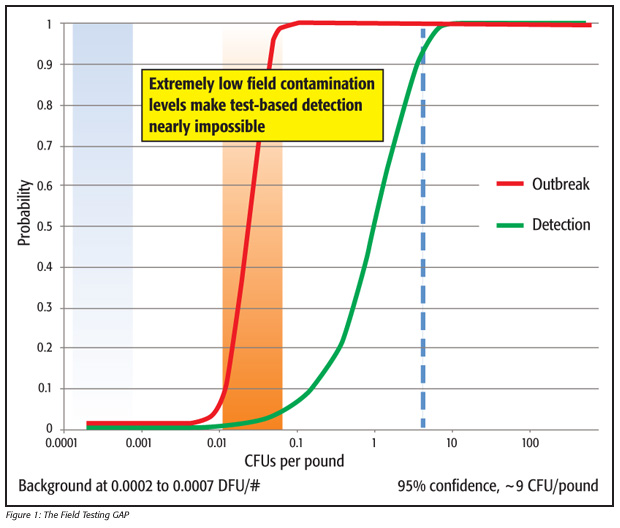 Testing. Pre- or postharvest microbiological testing is often used inappropriately to accept lots or clear fields for harvest and processing. It seems that any time there is a problem, there is a recommendation to increase the level of testing. The rare positive results are held up as proof that testing is making a difference. The warm, fuzzy feelings associated with this testing are unfounded as discussed below. In the field, preharvest microbial testing is not without value, but it is unsuitable for acceptance testing of specific lots (Figure 1). In aggregate, a large number of tests allows examination of differences in GAPs such as the impact of differing irrigation waters or different agricultural areas. This testing in aggregate is a research tool that can be used to drive continuous improvement efforts. Unfortunately, some of these factors are necessarily confounded due to production constraints, so there are indications that specific practices should be changed, but clear proof is often lacking.
Testing. Pre- or postharvest microbiological testing is often used inappropriately to accept lots or clear fields for harvest and processing. It seems that any time there is a problem, there is a recommendation to increase the level of testing. The rare positive results are held up as proof that testing is making a difference. The warm, fuzzy feelings associated with this testing are unfounded as discussed below. In the field, preharvest microbial testing is not without value, but it is unsuitable for acceptance testing of specific lots (Figure 1). In aggregate, a large number of tests allows examination of differences in GAPs such as the impact of differing irrigation waters or different agricultural areas. This testing in aggregate is a research tool that can be used to drive continuous improvement efforts. Unfortunately, some of these factors are necessarily confounded due to production constraints, so there are indications that specific practices should be changed, but clear proof is often lacking.
Sampling. The inappropriateness of microbial testing for by-lot acceptance of leafy greens is driven by the numbers, the inherent assumptions of sampling and the limited sensitivity of the detection methodology. Regarding detection, a variety of methodologies can be employed using various approaches to enrich and detect organisms of interest. Irrespective of the specific choice, ultimately one is limited to a detection limit of about 1 colony-forming unit (CFU) of the organism of interest/150 g at various sites using a PCR-based detection approach (~1 CFU per serving). This testing is commonly done as a composite of 60 specimens at 2.5 g each for a 150-g sample. Clearly, one can easily make small changes in the detection limit, but nothing is close to providing an order of magnitude or more of sensitivity and thereby reaching a detection limit of 1 CFU/1,500 g or better on a routine basis.
Reliability. Inherent in all microbial testing is the concept of homogeneity—the ability of samples to represent the lot. If CFUs are clustered or clumped together, the estimated concentration or the assessment of presence or absence from a microbial analysis is flawed. When clustering is observed, the concept of concentration breaks down at low sample numbers. Using a composite of specimens will partially overcome this limitation, but the detection limit is proportionately higher or less sensitive. If only a single specimen is from a cluster, the concentration in the cluster must exceed 1 CFU/2.5 g, which is an outrageously high concentration of pathogens for a leafy green product. However, as the number of samples increases, the impact of clustering declines and one achieves greater confidence in the estimated concentration of pathogens. This is an important consideration when aggregated testing results are used to look for areas in which to improve.
Limitations. Finally, the numbers just make acceptance testing an exercise in self-deception. How does one rationalize 150–450 g as an adequate sample to represent thousands or tens of thousands of pounds of product? How does one rationalize using a detection limit of 1 CFU/150 g when a concentration of something around 1,000 CFUs of a pathogen spread across a 1,000-pound lot will probably cause at least one illness? Given that one hopes for something approaching 100 percent consumption of the lot, those same CFUs could be further diluted in a larger lot and still cause potential illnesses. This logic drives the zero tolerance for pathogens in the regulations but also illustrates the limitations of testing.
Interpreting results. It is tempting to artificially divide product into small lots of a few hundred to a few thousand pounds for a test-and-release program. This equates to a larger number of tests. Unfortunately, a positive result in any of these artificial lots implies possible similar contamination in all of the related lots, even if the specifically relevant testing was negative. If one accepts the validity of sampling, this is an inescapable conclusion. Releasing material from related artificial lots based on negative data is an exercise in futility.
Bottom line, as should be taught in every course on statistical quality control, it is not practical to test quality or safety into a product. Similarly, testing safety into raw leafy greens is doomed. It is likely that lots rejected for a single, positive determination under the currently popular flavors of testing are not better or worse than other lots. One cannot tell the difference between the rare background event and the detection of a rare cluster of contamination based on a single positive result. The aggregated testing results can, in the absence of specific contamination, measure the background rate in various products and agricultural regions. Although space prevents inclusion of the discussion, the same arguments apply to acceptance testing of finished product lots where the expected levels of organisms should be one or two orders of magnitude less.
Where Else to Look
Returning to the journey from field to fork, we need to look briefly at the processing facility, which is another potential source of CFUs. Here again there are numerous sources of information. Depending on the scope of the operation, Good Manufacturing Practices or the U.S. Food and Drug Administration Food Code is a good reference. Clearly, sanitary design is a must. Again, the effort should start with a written plan. This plan will include Sanitation Standard Operating Procedures for cleaning equipment and the plant environment. It should include a monitoring program to ensure that these tools are working properly. There are many different line designs for the actual wash systems. The concerned processor needs to ensure that the specific design is suitable for the intended use with the right level of agitation, filtration, ease of cleaning, etc. The bar is rising on the expected performance.
Wash systems. With these prerequisites established and the assumption that appropriate food defense practices are in place to mitigate the potential for intentional harm, it is appropriate to consider the wash system itself. We need a wash system that is more robust than the sink and salad spinner mentioned in the introduction. The sanitation and product handling characteristics are very specific to the line and product. A typical line for processing leafy greens can be expected to provide a 1- to 3-log reduction in the microbial population, depending on many factors. It is incumbent on any processor to learn how to maximize the effectiveness of their process. The closer a line process is to a consistent 3-log reduction, the better. A 5-log reduction would be a true process step, but such a process remains elusive in actual operations because any process that provides 5-log lethality also damages the product. A process must also remove dirt and other foreign matter. Finally, the wash system must avoid cross-contamination, which increases the number of CFUs present in the final product. Every processor needs to understand and control the parameters of their specific process to maximize the delivered lethality. Knowledge of these parameters is still developing. A processor must continuously seek to increase the effectiveness of their process with regard to safety. One can calculate the increased safety associated with moving from a 1.5-log reduction to even a 2-log reduction in pathogens. Bench-scale tests readily show high levels of lethality, but such levels do not extend to commercial systems. Processors need to question supplier claims before altering their processes. Conversely, when good science shows improvement, a processor needs to change. Amid this confusion, some areas of commonality and choice merit consideration.
Sanitizers. The first selection is sanitizer choice and concentration. These materials primarily maintain water quality in the wash systems. Without them, the wash systems would inoculate all of the processed product. In recent years, the available choices have expanded greatly, including various active oxygen materials such ozone, hydrogen peroxide and peroxy acids. Also available are the various sources of chlorine, including gas, sodium hypochlorite, calcium hypochlorite and electrolysis of salt. Chlorine dioxide is intermediate between these two camps. All of these materials are clearly antimicrobial. This list is not exhaustive but includes the most common. There are some exotic materials in the literature that are currently of research interest, including silver ions, enzymes and antibiotics. The key question for a processor is which of these other materials are more effective than pH-controlled chlorine. Generally, sodium hypochlorite is the cheapest sanitizer to use. Chlorine gas is cheaper per pound of chlorine than sodium hypochlorite, but regulatory handling requirements often negate these savings. Every processor should have a clear understanding as to why they have selected a particular sanitizer and what its strengths and limitations are. Change will be required to keep up with incremental improvements as the industry scratches out increases in lethality.
Adjuvants. Various materials are used as wash adjuvants, including wetting agents and acidulants. These materials are especially important for chlorine materials where pH affects the effectiveness of the wash process. Chlorine shifts between diatomic chlorine, hypochlorous acid and hypochlorite as a function of pH. Hypochlorous acid has the greatest lethality and is most abundant at around pH 6 to 6.5. Although it is less than optimal, citric acid is a very common acidulant. Unfortunately, citric acid dissipates chlorine and increases costs. It is incumbent on a processor to review the science and make wise choices with regards to adjuvants. U.S. Department of Agriculture research into controlling cross-contamination and lethality draws a line in the sand regarding performance. A processor should expect questions from their customers as to how their chosen systems are superior to other systems.
Product flow. If a processor attempts to process too much product, the high product flow can overwhelm the wash system and allow essentially unwashed product to pass through a process. If fate intervenes and a cluster of CFUs slips through a wash system, illness may occur. The needed controls will be very line specific and product specific. Product flow parameters need to be validated and controlled. A processor should anticipate questions in this area when customers ask about their process validation.
Water quality. Each processor needs to determine when the organic load limits the lethality of a particular process. It is accepted that this limit exists, but it has not been fully characterized. This limit will be very much product and line specific. In contrast, there are significant incentives to operate with higher organic loads. Water costs money and it takes energy to cool and chemicals to treat. Disposing of such chemicals after use costs money. The organic soup that develops in flumes and wash systems contains a lot of stuff besides just the product and sanitizer system that complicates the chemistries. Each processor needs to have a regimen for adding makeup water to the wash system. Hopefully, this regime will be based on process needs rather than just losses and will be part of the validation process.
Temperature. For the most part, wash systems need to be cold. This removes field heat if the product has not already been chilled. Right-sizing of the chillers is important to maintain the desired temperature with the incoming product flow and temperature. Temperature is a tool for controlling microbial growth and maintaining product quality.
Where We Need to Go
We must now answer the question of how a processor knows the desired result has been achieved. The simple answer is through monitoring and validation. A thermal process is based on time and temperature for a particular product configuration. We have process authorities who will deliver expert advice to processors, and science has developed reliable practices for adding knowledge to create new processes where needed. Leafy green processing has not arrived at this level of knowledge but it’s coming. When customers demand a validated 2-log process, the processors will need to deliver or get out of the business. (Customers could demand a 5-log process today but would be without product.) The customer specification must demand the best commercial practice. Processors and customers alike should bear in mind that bench-scale process results have not transferred over to pilot scale or commercial processes. A validated process will have full-scale inoculated tests based on best scientific practices. This will be a moving target as processors and their various suppliers scramble to gather the validation data. It will move as better validation results are obtained. This effort will be continuous.
The other aspect is ensuring that the execution is to plan. A processor must convince their customers that they are adhering to the validated process. With this in mind, the days where manual chemical addition and monitoring was acceptable will end. Customers will recognize that oxidation-reduction potential is a poor tool for monitoring free chlorine in a leafy green wash system and demand other continuous monitoring. Customers will stop accepting the seesawing concentrations associated with manual additions of chemicals and will expect to see control charts of the processing parameters discussed above.
If you want to process RTE leafy greens, you must expect to do more than run water over the leaves and spin them dry. You must expect the processing demands to become more rigorous as the science develops. Finally, you must expect to sort through the science and adapt to new knowledge as it
evolves.
Eric Wilhelmsen, Ph.D., is a recognized world authority in food authentication, serving for over 25 years in both academic and industrial positions. In these roles, he has provided technical leadership and innovation for industrial collaborations. His technical contributions and practical innovations have been fundamental in establishing new revenue streams and profitable businesses in juices, dietary supplements and botanicals, agricultural commodities, byproducts and beverages. He can be reached at the Alliance of Technical Professionals: eric.wilhelmsen@atpconsultants.com.
>
Leafy Green Processing for Ready-to-Eat Salads




