
When we think of Good Manufacturing Practices (GMPs), the first thought that usually comes to mind is the set of rules developed by the government in the U.S. Code of Federal Regulations (21 CFR 110). These are the rules that require food manufacturers, processors and packagers to proactively maintain proper product safety measures to ensure that their products are safe, wholesome and effective.
GMPs are umbrella rules that were first written as a means to prevent food safety defects at plant level. However, these rules have not been officially updated in more than 20 years. As a result, GMP protocols have not kept up with advancements in technology, automation, pathogen control and overall quality standards. Even so, the majority of companies have adopted and implemented the regulations, and most have developed policies and procedures to complement them. GMPs have essentially become the basis of the majority of food safety programs in food manufacturing and food handling operations today. In addition, GMPs also serve as guidelines for safe, proper operation of any process and can be incorporated as prerequisites for other quality programs.
 When one considers the whole quality assurance food safety program matrix—GMPs, Sanitation, Regulatory Compliance, and Hazard Analysis and Critical Control Points (HACCP)—it is clear that GMPs not only are an integral part of each of the latter three but also serve as an important, underlying factor that ties these all together (Figure 1). The most effective GMP programs have similar components, each dealing with specific categories, such as personnel practices, production-related items, housekeeping, equipment and utensils, and structural items pertaining to the building and grounds. Other key components include maintenance-related items, visitors and contractors, tracking methods, recordkeeping and auditing.
When one considers the whole quality assurance food safety program matrix—GMPs, Sanitation, Regulatory Compliance, and Hazard Analysis and Critical Control Points (HACCP)—it is clear that GMPs not only are an integral part of each of the latter three but also serve as an important, underlying factor that ties these all together (Figure 1). The most effective GMP programs have similar components, each dealing with specific categories, such as personnel practices, production-related items, housekeeping, equipment and utensils, and structural items pertaining to the building and grounds. Other key components include maintenance-related items, visitors and contractors, tracking methods, recordkeeping and auditing.
The fact the GMPs are essential to the effectiveness of the primary food safety programs in a food plant makes it essential to gain a solid understanding of how to implement GMP programs effectively. Not only does this improve the implementation of all food safety programs in the operation but it will also provide the company with a good return on its program investment.
Proactive Prevention of Negative Costs
In May 2004, the U.S. Food and Drug Administration (FDA) announced an initiative to modernize food production GMPS, which included conducting research in two areas: (1) the impact of the food GMPs on food safety and (2) the impact of revised regulations on food safety and the likely economic consequences of such revisions. Activities toward this end included a solicitation of expert opinions, a literature review, a recall review, and three public meetings held by the agency to receive data and other input on food GMP modernization from stakeholders.
In August 2004, FDA posted the results of two such reports on their website, summarizing various factors and issues to be considered as the agency prepared to review the 20-year-old regulations and identify what revisions might be made to appropriately update them.[1,2] One dealt with GMP involvement in product recalls, and the other with GMP-related issues and how they affect the food processing industry, both in terms of food safety and in terms of economic impact of potential revisions to the regulation. The latter report was conducted under contract by the Eastern Research Group, Inc. (ERG), and addressed food safety problems and measures to prevent them. The ERG report listed what their expert participants considered to be the top 10 food safety problems associated with GMPs as follows:
• Deficient employee training
• Contamination of raw materials
• Poor plant and equipment sanitation
• Poor plant design and construction
• No preventative maintenance
• Difficult-to-clean equipment
• Post-process contamination (plant)
• Contamination during processing
• Poor employee hygiene
• Incorrect labeling or packaging
It is interesting to note that these “problems” closely mirror the typical items normally addressed by a standard GMP program. Having said that, it is easy to see that a typical GMP program, operated effectively, can help avoid these problems. But how can it positively affect the company’s bottom line and thus give a good return on your food safety investment across all related programs? Essentially, an effective GMP program provides structure to a company’s or a facility’s quality system to help produce a safe product. This structure can be extremely beneficial in the prevention of negative or adverse occurrences, such as reducing or preventing product recalls and retrievals. As anyone knows, a product recall can be devastating to any company.
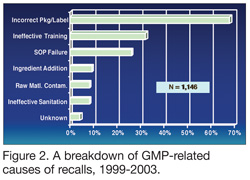 According to the FDA Recall Report, U.S. companies were involved in a little over 1,100 GMP-related recalls from 1999 through 2003.[1] The report’s definition of “GMP-related” refers to problems that could have been prevented by GMP-type preventive measures like proper equipment sanitation, adequate training of employees, review of product labels, and adequate preventive maintenance of equipment. (Class III recalls were excluded.) The breakdown of GMP-related recalls can be seen in Figure 2. Notice that the top three causes are items not even specifically addressed in 21 CFR 110. It’s interesting to note that 68% of these recalls were due to problems discovered by regulatory agencies, 18% were first discovered by consumers, and only 14% by the manufacturing firms.
According to the FDA Recall Report, U.S. companies were involved in a little over 1,100 GMP-related recalls from 1999 through 2003.[1] The report’s definition of “GMP-related” refers to problems that could have been prevented by GMP-type preventive measures like proper equipment sanitation, adequate training of employees, review of product labels, and adequate preventive maintenance of equipment. (Class III recalls were excluded.) The breakdown of GMP-related recalls can be seen in Figure 2. Notice that the top three causes are items not even specifically addressed in 21 CFR 110. It’s interesting to note that 68% of these recalls were due to problems discovered by regulatory agencies, 18% were first discovered by consumers, and only 14% by the manufacturing firms.
Although this is an estimate, some experts put the average cost of a recall at approximately $2-3 million, which does not include the cost of lost sales, negative publicity or other adverse effects. If you do the math, GMP-related recalls may have cost U.S. food companies somewhere around $400 million annually during the five-year period between 1999 and 2003. This number alone should convince industry that effective GMP programs are critical in avoiding costs and adverse publicity.
And there are other convincing reasons for implementing the most effective GMP program that can be developed for use in the food plant. One is that good GMPs reduce customer or consumer complaints and liability costs. For instance, the operation of an effective GMP program that requires the use of a extraneous materials detector will substantially reduce the possibility of foreign materials inclusion—and therefore the likelihood that an inclusion will end up in finished product, which may potentially cause injury to a consumer. One major U.S. food and consumer products company representative I spoke with estimates that their average minimum cost of a medical or dental insurance claim is about $2,000. In addition to this type of cost, one has to factor in the costs associated with any goodwill gestures, refunds or coupons, loss of customers, or specialty fees such as those incurred from regulatory or other investigations or legal fees. Depending on the type of product, the market served and the number of liability claims each year, these costs could be significant.
The Upside of Effectiveness
We’ve looked at some ways that GMP failures can adversely affect a company economically; however, there also are several positive ways that GMPs can improve your bottom line. First, an effective GMP program can serve as a basis for instilling a quality discipline into all of your manufacturing processes. Sanitation standard operating procedures (SSOPs), formalized sanitation tracking and statistical process control (SPC) are just a few of the tools that can be used as part of your GMP program, which also can blend into other parts of your quality program.
Second, GMPs help promote employee commitment, attention to detail and overall consistency, enabling companies to minimize or eliminate instances of contamination, mistakes and other errors. For instance, many firms are using the concept of “Right First” or “Right the First Time” as a tool to track waste due to manufacturing errors. Imagine the potential reduction or elimination of rework, scrap, waste and other costly errors just by controlling GMP-related failures. Bacterial contamination, labeling errors and extraneous material all contribute to product waste. Companies with comprehensive “Cost of Poor Quality” (CPQ) performance indicators can help measure the tangible effectiveness of their GMP programs. By using a simple formula, one can quickly get an idea of how well the GMP program is being implemented by personnel:
Cost of dissatisfied customers
+ cost of waste
+ cost of finding waste
+ cost of preventing waste = CPQ
Again, promoting employee commitment to and consistency in implementing GMPs helps get the job done right the first time, which significantly reduces the potential for contamination of product down the line. As many know, the costs of rework, retesting, repalletizing and so on are all deducted from the original run budget—so if you have good GMPs in place, there will be a positive impact on your bottom line.
As an industry, we must get beyond the perception that GMPs are merely a “cost of doing business.” An effective GMP program is a true investment in the business. The fact is that when someone asks to see your GMP program, pointing out the list of rules posted at the entrance to the plant is not enough to show effectiveness. You need something that goes further than just a simple set of guidelines governing sanitary behavior. You need to implement a cross-functional, comprehensive GMP program.
Key Elements of a Strong Program
The key elements of any strong GMP program include training, written standards, effective assessments of compliance to those standards, and a comprehensive corrective action process.
Training. Perhaps the most important starting point in the development and implementation of an effective GMP program is proper training. Training is not limited to the folks on the floor: It has to start with top management and involve everyone in the organization, including managers and supervisors, line employees and the operation’s support staff.
Training is available in many forms. There are “canned” presentations that you can provide to employees in-house. There are numerous consulting and training firms that will provide individual, group or train-the-trainer courses. You can even take a GMP course over the Internet for about $150-$175 per person. You can also purchase or produce signs, booklets, videos and other materials to assist with training or reinforcement. Whatever the method, training needs to be ongoing and targeted towards specific areas such as allergen control, sanitation procedures, personal hygiene and ingredient handling.
Written Standards. No effective program is complete without written standards. These standards must outline expectations, assign responsibility, establish accountability, promote consistency and provide a means for assessment. Of these, instituting a strong assessment program is especially critical to the GMP program’s success. In order to gauge the program’s success, a regimen of auditing, review, validation and other follow-up methods must be used. It is also important to build a feedback mechanism into your program to ensure continuous improvement.
Assessments of Compliance. The two primary means of assessment are internal and external audits. With regard to internal audits, it is important to establish a regular frequency for conducting self-assessments for both compliance purposes and to evaluate your GMP program as a whole. Whether the company conducts these self-assessment activities on a weekly, bimonthly or monthly schedule, it is important to establish a routine frequency to ensure that the task is ongoing and dynamic. It is very useful to conduct assessments as a team and to assign specific responsibility for actions. In other words, don’t just use a set of housekeeping lists as your means of self-assessment: They don’t work. By using a more holistic, results-oriented assessment system, the in-house audit team members each will be empowered to observe the assigned details and will be better able to analyze and identify trouble spots, areas of corrective action and areas where the GMPs are most effectively being implemented during the team review.
Anyone who works in a food processing plant knows that, these days, there’s no shortage of external audits and auditors. These include third-party, corporate-level and customer auditors, as well as regulatory inspectors. Although these audits can be stressful and time-consuming, the findings can be invaluable when used as part of the company’s continuous improvement efforts. For example, an annual audit by a corporate-level team of auditors typically will evaluate the plant’s specified standards that underpin the food safety and quality assurance programs, such as the GMP programs. As the corporate auditors move through the plant, they may use this specific set of guidelines to assess on a point basis whether program components are in compliance or out of compliance. The plant can compare these external findings with the internal self-assessment findings to gain more comprehensive insight into what is actually happening in the plant.
Comprehensive Corrective Action. Documentation is a critical part of any program and must be complete and well maintained. A well-documented system helps to ensure consistency and accountability and provides a basis for developing corrective action plans and measuring progress. As part of your corrective action measures, make sure to constantly validate and evaluate the effectiveness of your training programs and your establishment of accountability. Then, develop action plans with steps to correct deficiencies and evaluate results through follow-up and review.
Value-Added ROI
In summary, GMPs were originally established by the government simply to prevent filth and product safety defects. GMPs and GMP programs are more than just a simple list of dos and don’ts: They are an integral part of every company’s food safety investment. An effective program can positively impact your bottom line through cost-avoidance, as well as through productivity improvements. Effective implementation requires a true commitment from top management, flowing through to the entire organization. It requires everyone to be held accountable. It requires follow-though and continuous improvement.
As we move into the last quarter of 2005, there will be much activity on the GMP modernization front as FDA releases a much-anticipated white paper that promises a summary of its findings and an indication of whether the agency will proceed through notice-and-comment rulemaking with a revised food GMP regulation. Whatever revisions to the rule might be made in the future, the food industry must continue to invest in its people and its systems to enhance the efficacy of total food protection programs—an investment that pays dividends from farm to fork.
Thomas M. Sauer has worked in food manufacturing for 20 years, holding various positions in both quality assurance and production management with companies such as Kraft, Borden and Unilever. He is currently Eastern Wisconsin QA Manager with Land O’Lakes Dairy Foods. Tom has served on various industry-wide task forces involving pathogen and allergen control, as well as food safety conference panels dealing with the topic of biosecurity. He is a charter member of the Editorial Advisory Board of Food Safety Magazine.
References
1. FDA. Food GMP Modernization Working Group: Report Summarizing Food Recalls, 1999-2003. Aug. 3, 2004. www.cfsan.fda.gov/~dms/cgmps2.html.
2. Eastern Research Group, Inc. Good Manufacturing Practices (GMPs) for the 21st Century—Food Processing. Final Report (contracted by FDA). Aug. 9. 2004. A PDF file can be downloaded at www.cfsan.fda.gov/~dms/cgmps.html.



