
The old adage “a picture speaks a thousand words” is a well-used truism for a reason: Often, seeing something in a visual form sparks a much faster “Aha!” moment than one might experience during the more complex process of reading. When you think about the scientific and engineering tomes that we in the food safety and sanitation profession read—not to mention regulatory codes, compliance documents and standards guidelines, company best practices policies, and more—it is also easy to understand why it is desirable to use pictures to tell a story.
We all work in fast-paced manufacturing and food handling environments that don’t leave as much time as we may want to peruse the latest white papers or studies, and yet we are responsible for a wide range of activities that assure the safe production and delivery of foods to our customers. In addition, although we are in our food plants day in and day out, we do not always really see what’s happening on the floor. Humans tend to become innured to the environments in which they routinely work and as a result, may not notice very slight changes in that environment over time. This tendency can pose a significant disadvantage to a food production company when the overlooked element is a food safety hazard.
Equipment is the lifeblood of the food processing plant and the industry understands the important role that the machinery itself can play in enhancing food safety through improved sanitation. But like many items in our daily environment, we may pass by production lines, blenders, piping and compressors every day without really seeing the potential or existing problems posed by unhygienic and/or poorly positioned equipment and auxiliary machinery parts. Sanitary design and sanitation are partners—because if the equipment is not designed and built to be cleaned, it’s not going to get cleaned. If it is designed and built to be cleaned, sanitation will be more efficient and effective, increasing the food safety quotient. Understanding this is the first step to a successful, food safety payback outcome when plant sanitarians, engineers and maintenance crews discuss the purchase, upgrade, or renovation of processing and food-contact equipment.
Of course, the critical second step is to become more aware of what you may not be seeing when you look at existing equipment and components in order to make more informed choices, avoiding investing in poorly designed new equipment. Here, we’ll provide some of the core questions you should ask of yourself, your sanitation, engineering and maintenance colleagues, and your equipment suppliers during the decision-making process, and illustrate with photographs some of the common sanitary design problems that may exist in your plant.
Exposure to the Basics
Sanitary equipment design is defined as the engineered design of food handling, processing, storage facilities and equipment to create a sanitary processing environment in which to produce pure, uncontaminated, high-quality products consistently, reliably and economically. The universal guideline that is most useful to the food industry in this regard is Good Manufacturing Practices (21 CFR Part 110), Sec. 110.40, Equipment and utensils, which reads:
(a) All plant equipment and utensils shall be:
• adequately cleanable
• preclude adulteration with lubricants, fuel, metal fragments, contaminated water, or any other contaminants
• installed and maintained as to facilitate the cleaning
• corrosion-resistant when in contact with food
• made of nontoxic materials and designed to withstand the environment of their intended use
(b) Seams on food-contact surfaces shall be smoothly bonded or maintained so as to minimize accumulation of food particles, dirt, and organic matter and thus minimize the opportunity for growth of microorganisms.
(c) Equipment that is in the manufacturing or food handling area and that does not come into contact with food shall be so constructed that it can be kept in a clean condition.
The American Meat Institute’s (AMI) 10 Principles of Sanitary Equipment Design also provides manufacturers and food handlers with clear and straightforward guidance, no matter what type of food you are processing or serving, The 10 principles state that equipment considered “sanitary” should be:
1. Cleanable to a microbiological level
2. Made of compatible materials
3. Accessible for inspection, maintenance, cleaning and sanitation without special tools
4. No product or liquid collection areas
5. All hollow areas hermetically sealed
6. No niches
7. Must be able to operate in a sanitary manner
8. Hygienic compatibility with other plant systems
9. Be able to validate cleaning and sanitizing protocols
Both the GMP and AMI guidance documents provide a good foundation for understanding what questions should be asked and answered when considering new equipment buys and existing equipment renovation or replacement decisions.
The Questions You Need to Ask: Exposing Problems
Although there are many questions that, when asked and answered, will provide insight into the sanitary equipment decision-making process, these 10 queries are certainly among the priorities to be considered.
 1. Do the food contact materials meet the FDA criteria for surfaces?
1. Do the food contact materials meet the FDA criteria for surfaces?
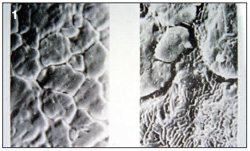
There are five criteria that can be gleaned from relevant U.S. Food and Drug Administration (FDA) regulations. Simply put, food contact surfaces must be non-reactive with the product, non-contaminating of the product, noncorrosive, non-absorbent of any kind of liquid, and above all, cleanable, to ensure prevention of biofilm formation and harborage niches for microorganisms, allergen-containing residues or other chemical contaminants. The importance of these five criteria is obvious when we look at Photos 1 and 2a/b.
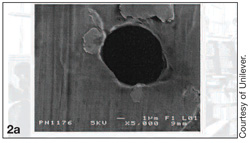 As shown in Photo 1, at high magnification, we see on the left a section of stainless steel plate as it was first received directly from the mill; note the cracks and crevices. On the right, after some time of use in a food plant, we can see that microbes have entered and settled into those cracks and crevices. If microbes take hold and survive on equipment for long enough, they exude a biofilm that is extremely difficult to remove. And, an incorrectly designed or manufactured piece of equipment can harbor a lot of bacteria. Photo 2a shows a microscopic hole in a stainless steel heat exchanger; Photo 2b shows the proliferation of bacteria in that hole when if less than adequate action is taken to clean to a microbiological level. It is clear that when unabated, these microorganisms will continue to grow and can easily reach the sterilized or pasteurized side of a unit.
As shown in Photo 1, at high magnification, we see on the left a section of stainless steel plate as it was first received directly from the mill; note the cracks and crevices. On the right, after some time of use in a food plant, we can see that microbes have entered and settled into those cracks and crevices. If microbes take hold and survive on equipment for long enough, they exude a biofilm that is extremely difficult to remove. And, an incorrectly designed or manufactured piece of equipment can harbor a lot of bacteria. Photo 2a shows a microscopic hole in a stainless steel heat exchanger; Photo 2b shows the proliferation of bacteria in that hole when if less than adequate action is taken to clean to a microbiological level. It is clear that when unabated, these microorganisms will continue to grow and can easily reach the sterilized or pasteurized side of a unit.

 Of course, microorganisms are not the only food hazards that hygienically designed equipment helps to address. Look around the plant. Is the equipment paint-free? Remember, you want food contact surfaces to be non-contaminating of the product in food production areas. Paint is not a good because it can peel and get into your product and without the protective coating, allow the equipment or component to rust (Photo 3). Peeling can be caused by a variety of things, detergents, hot water spray, or even just jarring a painted component with a cart and knocking the paint off. It may sound obvious but existing equipment that is painted should be replaced to avoid these inevitable problems.
Of course, microorganisms are not the only food hazards that hygienically designed equipment helps to address. Look around the plant. Is the equipment paint-free? Remember, you want food contact surfaces to be non-contaminating of the product in food production areas. Paint is not a good because it can peel and get into your product and without the protective coating, allow the equipment or component to rust (Photo 3). Peeling can be caused by a variety of things, detergents, hot water spray, or even just jarring a painted component with a cart and knocking the paint off. It may sound obvious but existing equipment that is painted should be replaced to avoid these inevitable problems.
2. Are all welds in the food contact zone sanitary welds, and is the product zone free of overlap welds?
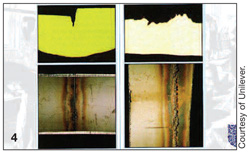 Certainly, improper welds on processing equipment and parts are among the most common and problematic hurdles to good sanitation results. Photo 4 shows two welds on flat stainless steel plates. On the left, we see a butt weld in which the plates are joined butt to butt, the preferred weld style since there is by definition no overlap, which can result in flexing. Flexing can cause cracking, allowing soils, microorganisms and unwanted residues to get underneath the overlap, which are difficult to remove through sanitation methods. Althought the butt weld on the left is nice and even, it can still collect microbes because it is not ground and polished to a smooth finish to which bacteria cannot strongly adhere. The criteria for a good butt weld is that the weld is ground and polished to the same texture as the adjoining pieces. The “globular” weld on the right is unhygienic to a greater degree since there are more crevices and depressions in which microbes and chemical residues can take hold.
Certainly, improper welds on processing equipment and parts are among the most common and problematic hurdles to good sanitation results. Photo 4 shows two welds on flat stainless steel plates. On the left, we see a butt weld in which the plates are joined butt to butt, the preferred weld style since there is by definition no overlap, which can result in flexing. Flexing can cause cracking, allowing soils, microorganisms and unwanted residues to get underneath the overlap, which are difficult to remove through sanitation methods. Althought the butt weld on the left is nice and even, it can still collect microbes because it is not ground and polished to a smooth finish to which bacteria cannot strongly adhere. The criteria for a good butt weld is that the weld is ground and polished to the same texture as the adjoining pieces. The “globular” weld on the right is unhygienic to a greater degree since there are more crevices and depressions in which microbes and chemical residues can take hold.
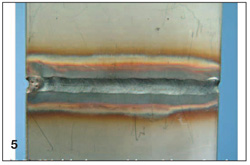
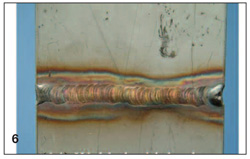
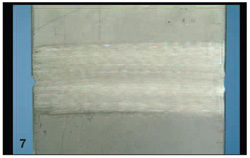 Photos 5, 6 and 7 illustrate a sanitary butt weld. In the first photo, we see a flat plate welded on one side without backer rod—and the depression that is a hiding place for microbes and soils. In the second shot, the plate is welded with backer rod but it has not yet been ground and polished and thus still poses some food safety risk. Finally, we see the ground and polished sanitary weld.
Photos 5, 6 and 7 illustrate a sanitary butt weld. In the first photo, we see a flat plate welded on one side without backer rod—and the depression that is a hiding place for microbes and soils. In the second shot, the plate is welded with backer rod but it has not yet been ground and polished and thus still poses some food safety risk. Finally, we see the ground and polished sanitary weld.
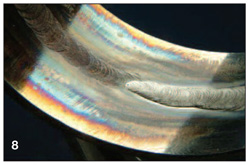 What should you look for in the sanitary design of pipe welding? When a stainless steel pipe is welded, an inert gas is introduced into the pipe’s interior and then welded on the outside to prevent oxidation inside the pipe. However, if the gas pressure inside is inadequate, the weld will penetrate and and result in a lumpy surface, as shown in Photo 8, where the application of ID Argon purge gas was insufficient. When this occurs, there will be niches where the microbes can hide and the clean-in-place (CIP) system won’t touch it, no matter which way the product is flowing. One way to check the integrity of the interior pipe weld is to insert a boroscope so you can view it upon completion of the weld. If it passes initial inspection, you can continue to spot check the various welds. But if it fails, you may want to require the contractor to boroscope every weld at his expense.
What should you look for in the sanitary design of pipe welding? When a stainless steel pipe is welded, an inert gas is introduced into the pipe’s interior and then welded on the outside to prevent oxidation inside the pipe. However, if the gas pressure inside is inadequate, the weld will penetrate and and result in a lumpy surface, as shown in Photo 8, where the application of ID Argon purge gas was insufficient. When this occurs, there will be niches where the microbes can hide and the clean-in-place (CIP) system won’t touch it, no matter which way the product is flowing. One way to check the integrity of the interior pipe weld is to insert a boroscope so you can view it upon completion of the weld. If it passes initial inspection, you can continue to spot check the various welds. But if it fails, you may want to require the contractor to boroscope every weld at his expense.
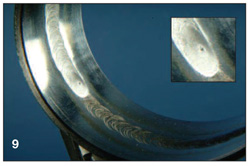
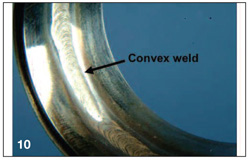
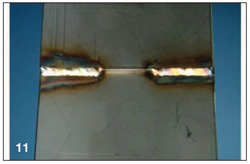 Other pipe weld problems occur when there is a pit at the end of the weld (Photo 9), which is caused by too rapid termination of the weld. If the pit actually goes all the way through that stainless pipe, it will become a niche in which soils, microbes and other residues can collect and will be very difficult to remove. Photo 10 shows another example of a niche-friendly weld, a convex weld on ID whose uneven surface is caused by the application of too much heat on the outside of the pipe. In addition, make sure equipment is free of stitch or spot welds, which is probably one of the most common welds done in food processing plants—and one of the biggest sins. Photo 11 shows a lap joint with a stich weld where we can see that crack or gap that can be a hotspot for Listeria or other microorganisms that we don’t want gaining a foothold in our plants. Spot welding should be avoided because of the large gap that occurs where two pieces of metal come together. And you can’t get the two pieces apart because they are welded, making it hard to clean. This type of seam either needs to be eliminated or redone using a continuous, smooth weld to prevent bacteria.
Other pipe weld problems occur when there is a pit at the end of the weld (Photo 9), which is caused by too rapid termination of the weld. If the pit actually goes all the way through that stainless pipe, it will become a niche in which soils, microbes and other residues can collect and will be very difficult to remove. Photo 10 shows another example of a niche-friendly weld, a convex weld on ID whose uneven surface is caused by the application of too much heat on the outside of the pipe. In addition, make sure equipment is free of stitch or spot welds, which is probably one of the most common welds done in food processing plants—and one of the biggest sins. Photo 11 shows a lap joint with a stich weld where we can see that crack or gap that can be a hotspot for Listeria or other microorganisms that we don’t want gaining a foothold in our plants. Spot welding should be avoided because of the large gap that occurs where two pieces of metal come together. And you can’t get the two pieces apart because they are welded, making it hard to clean. This type of seam either needs to be eliminated or redone using a continuous, smooth weld to prevent bacteria.
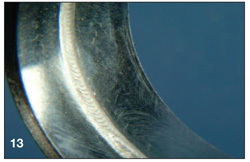
 Photo 12 shows an acceptable hand weld of a pipe interior. The weld is even and smooth, which makes the pipe more cleanable and allows product to flow properly. However, the best way to weld a pipeline is to use an automatic orbital welder since it controls the gas pressure inside the pipe, as well as the heat and speed, and thus is very efficient (Photo 13).
Photo 12 shows an acceptable hand weld of a pipe interior. The weld is even and smooth, which makes the pipe more cleanable and allows product to flow properly. However, the best way to weld a pipeline is to use an automatic orbital welder since it controls the gas pressure inside the pipe, as well as the heat and speed, and thus is very efficient (Photo 13).
A final note related to welding and plant sanitation. If you have ever seen an area or component of stainless steel equipment become rusty, it is likely due to cross-contamination caused by grinders and polishers. If maintenance has used these tools on mild steel elsewhere in the plant, as soon as they touch a stainless weld any contaminants thereon will impregnate that iron into the stainless weld and it will turn rusty. So, stainless welding equipment, including the stainless rods, the grinders and polishers, should be dedicated to the stainless steel surfaces only.
3. Are horizontal food contact/ zone surfaces free of recessed fasteners?
When Allen heads, Phillips screw heads or other fasteners are recessed, they become nonhygienic because those recesses cause solid traps, metal-to-metal contact and dead spaces. If there is a depression on a horizontal surface, it will become a holding place for moisture and other soil—all the nutrients needed for bacteria to grow. To avoid this, you want to fasten nuts on the bottom side of the product contact surface so you don’t have anything on the product side, and bolt it in from the bottom or put in a gasket to seal it. Make sure that all nuts (cap, wing or other) are mounted on the outside of the equipment so that if a nut vibrates loose, it will fall onto the floor. If the nut is on the inside, it could fall into your product the bolt will stay in place in the hole and you won’t suspect that the nut is missing. The nuts themselves should be polished stainless steel with no exposed threads and bolt threads should be covered to eliminate grooves and provide fewer places for bacteria to cling.
4. If there are any rolled edges on the equipment in product or splash zones, are they rolled so they do not exceed 180 degrees?
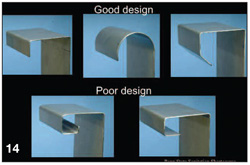 If you’ve got stainless steel tables in your plant where product is placed, stick your hand under them. Many times you’ll come up with a handful of glop because the there is an edge underneath that is an excellent hiding place for soils and debris (Photo 14, poor designs, bottom) that frequently is not cleaned and sanitized. All equipment should be inspected to check for these edges. Of the good designs shown here (Photo 14, top), the middle picture is the best since it has structural integrity and no lip where debris can hide and settle.
If you’ve got stainless steel tables in your plant where product is placed, stick your hand under them. Many times you’ll come up with a handful of glop because the there is an edge underneath that is an excellent hiding place for soils and debris (Photo 14, poor designs, bottom) that frequently is not cleaned and sanitized. All equipment should be inspected to check for these edges. Of the good designs shown here (Photo 14, top), the middle picture is the best since it has structural integrity and no lip where debris can hide and settle.
5. Are the equipment legs designed so there are no areas for moisture or debris to collect? Are they easy to clean around?
 Take a look at Photo 3 again. This is an excellent example of why equipment floor supports can be sites where soils can accumulate. As shown, it is nearly impossible to clean when the legs are bolted to the floor or elevated incorrectly, allowing gaps for moisture and debris to collect. It is best to elevate equipment legs so you can clean the equipment (Photo 15), or you can put cones on each leg and weld them on as shown in the diagram (Photo 16) to eliminate nooks in blot heads that put the legs into the floor. This results in a clean, sloped surface that can be easily cleaned.
Take a look at Photo 3 again. This is an excellent example of why equipment floor supports can be sites where soils can accumulate. As shown, it is nearly impossible to clean when the legs are bolted to the floor or elevated incorrectly, allowing gaps for moisture and debris to collect. It is best to elevate equipment legs so you can clean the equipment (Photo 15), or you can put cones on each leg and weld them on as shown in the diagram (Photo 16) to eliminate nooks in blot heads that put the legs into the floor. This results in a clean, sloped surface that can be easily cleaned.
6. Are all control panels mounted on support posts, framework or standoffs with space behind them (1-2 inches) for adequate cleaning?
You don’t want control panels (or anything for that matter, including signage, pipes, equipment, etc.) right next to the wall because if you can’t see behind it, you can’t clean it. In fact, cockroaches love to get behind electrical panels. Control panels should either be caulked or a standoff should be used. The latter is recommended, with the standoff set at about a half-inch to an inch from the wall, so you can see behind any control panel and you can clean behind it, especially in process areas. If caulking is used in a refrigerated area, you may have a little trouble with mold growth.
 Photo 17 shows how a support post solves this problem, creating the space for the sanitation crew to see behind and underneath the control panel for effective cleaning. This isn’t expensive to do, and can be done in existing plants.
Photo 17 shows how a support post solves this problem, creating the space for the sanitation crew to see behind and underneath the control panel for effective cleaning. This isn’t expensive to do, and can be done in existing plants.
Also, control boxes and other switch boxes should have sloped tops to prevent moisture from settling on top of the door itself. These boxes should also be free of piano hinges, which are big dirt collection areas. Try to renovate these by replacing with strap hinges, which have fewer surfaces to clean, or use stainless steel food-grade struts.
7. Are motors, bearings and drive components mounted on easily cleaned supports?
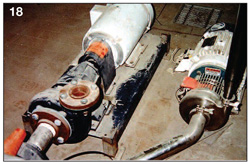
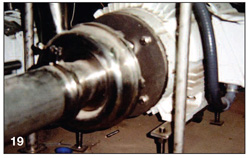 Electric motors are famous for attracting dirt and dust and it is very hard to clean out that type of debris, as shown in Photo 18, when these are placed on a solid base. Photo 19 illustrates how a motor can be elevated by mounting it on rails so that soils will fall through to the floor where you can sweep or mop them away.
Electric motors are famous for attracting dirt and dust and it is very hard to clean out that type of debris, as shown in Photo 18, when these are placed on a solid base. Photo 19 illustrates how a motor can be elevated by mounting it on rails so that soils will fall through to the floor where you can sweep or mop them away.
8. If any compressed air is used in product contact zones, is the line equipped with a coalescing filter and air filter at (99.99% efficiency at 0.2 microns) located downstream from pressure regulators or other potential contaminating devices?
This is a sanitation problem, especially if compressed air is used in product contact areas. The compressed air lines themselves can be a significant area of bacterial growth. Why? Although compressed air is dried to a pressure dew point below the lowest ambient temperature to prevent moisture accumulation in air lines, moisture can develop if there are no filters, particularly if the lines go through a refrigerated area, then through a warm area, back into a refrigerated area. Condensate will form in the pipes and that’s all the elements needed for bacterial growth.
 If you’ve got a compressed air line that comes into product contact, like the air overrun, ensure that compressed air intended for direct product contact is filtered to at least a 0.3 micron level by installing good HEPA or other filters (Photo 20) at any point of use in the plant.
If you’ve got a compressed air line that comes into product contact, like the air overrun, ensure that compressed air intended for direct product contact is filtered to at least a 0.3 micron level by installing good HEPA or other filters (Photo 20) at any point of use in the plant.
9. Are all carry and return rollers on conveyers solid rollers or slides rather than hollow tube rollers?
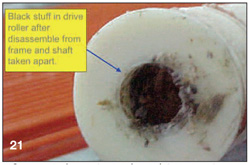 Hollow rollers have end caps that will allow moisture to get into the interior. Logic tells us that if it can get in, it can get out again and will contaminate the belt that it is rolling on. Photo 21 is telling, showing an example of the type of debris that can accumulate in a hollow roller and why it is important to require solid rollers or slides for belt returns.
Hollow rollers have end caps that will allow moisture to get into the interior. Logic tells us that if it can get in, it can get out again and will contaminate the belt that it is rolling on. Photo 21 is telling, showing an example of the type of debris that can accumulate in a hollow roller and why it is important to require solid rollers or slides for belt returns.
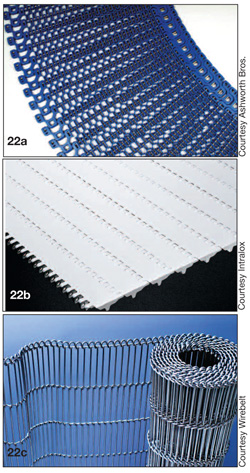 Conveyor belts should also be hygienically designed for greater assurance of cleanability. Many belting manufacturers have introduced innovative conveyor belts that have a basis in sanitary design. These types of spiral, turn curving or other belting (Photo 22a-c) feature open-module designs or double slotted links, which allow for maximum airflow and cleanability. An open design permits improved access to the rods to flush out soils and chemical residues.
Conveyor belts should also be hygienically designed for greater assurance of cleanability. Many belting manufacturers have introduced innovative conveyor belts that have a basis in sanitary design. These types of spiral, turn curving or other belting (Photo 22a-c) feature open-module designs or double slotted links, which allow for maximum airflow and cleanability. An open design permits improved access to the rods to flush out soils and chemical residues.
10. Is the piping system free of deadlegs greater than two pipe diameters?

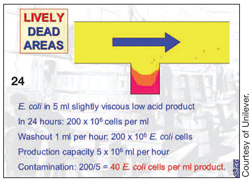 These (Photo 23) can be deadly, pun intended. According to information published by Unilever, we can see what happens in a deadleg. As shown in Photo 24, if you’re trying to CIP in this direction, the blanked off T-intersection will fill up because the CIP solution will take the path of least resistance. If E. coli is introduced into 5 mL of slightly viscous, low-acid product, in 24 hours you will have 200 x 106 mL of E. coli cells. When you washout one mL per hour of the 200 x 106, and if your production capacity is 5 to 106 mL per hour, you will end up with contamination of 200/5, which equals 40 E. coli cells per mL in product, just sitting in that deadleg area and easily transferred throughout the line. Hence, get rid of deadlegs.
These (Photo 23) can be deadly, pun intended. According to information published by Unilever, we can see what happens in a deadleg. As shown in Photo 24, if you’re trying to CIP in this direction, the blanked off T-intersection will fill up because the CIP solution will take the path of least resistance. If E. coli is introduced into 5 mL of slightly viscous, low-acid product, in 24 hours you will have 200 x 106 mL of E. coli cells. When you washout one mL per hour of the 200 x 106, and if your production capacity is 5 to 106 mL per hour, you will end up with contamination of 200/5, which equals 40 E. coli cells per mL in product, just sitting in that deadleg area and easily transferred throughout the line. Hence, get rid of deadlegs.
It is recommended that if you cannot eliminate deadlegs, they should be no larger than two pipe diameters—and one pipe diameter is better—depending on your product flow. If you’ve got a pinch point, it should be sloped back from either direction. At minimum, place an elbow at the point of the T-intersection.
Good Composition, Great Sanitary Picture
These 10 questions are just the beginning of the list that can be asked to get a clear picture of the sanitary equipment design elements that you should consider when planning to purchase or renovate processing and food handling equipment. A picture may be worth a thousand words, and it can also be worth thousands of dollars in cost-savings to the operation by preventing food hazards more efficiently and increasing the efficiency of the sanitation program.
Donald J. Graham, president of Graham Sanitary Design Consulting, Ltd., retired from Sverdrup Facilities, Inc. where he spent more than 10 years as Senior Food/Sanitation Technologist and Sverdrup Fellow. He is one of the industry’s leading experts on the application of sanitary design principles to food processing facilities. Prior to joining Sverdrup, Don held various technical positions with the Green Giant Co., including director of technical services for Green Giant of Canada; he served as director of quality assurance for William Underwood Co.; and was technical director for the International Division of Pet, Inc.
Don is past-president of the Missouri Food Processors Association and a member of the Food Processors Institute Curriculum Committee; the Institute of Food Technologists; the International Association of Food Protection; a charter member of the Institute for Thermal Processing Specialists. He is also an Editorial Advisory Board member of Food Safety Magazine, and the author of numerous industry publications.
Many of the photos published in this article were taken by Don in the 1,300 plants he’s visited throughout the world during his career.



