 Food safety professionals throughout the world have acknowledged that food processors interested in successfully implementing a Hazard Analysis and Critical Control Points (HACCP) plan need to develop and implement a series of prerequisite programs prior to establishing HACCP. Prerequisite programs are the foundation upon which HACCP is built (Figure 1). It is strongly recommended that food processors develop, implement and maintain prerequisite programs before they even consider developing HACCP.
Food safety professionals throughout the world have acknowledged that food processors interested in successfully implementing a Hazard Analysis and Critical Control Points (HACCP) plan need to develop and implement a series of prerequisite programs prior to establishing HACCP. Prerequisite programs are the foundation upon which HACCP is built (Figure 1). It is strongly recommended that food processors develop, implement and maintain prerequisite programs before they even consider developing HACCP.
One of these prerequisite programs is sanitation, which includes cleaning and sanitizing. Cleaning is one of those activities in which most of us were indoctrinated as children. Food plant operators need to do the same with their workforce. Processors clean and then sanitize to assure that foods and ingredients are not contaminated, which could cause illness or injury. Keeping a food plant and its grounds clean and well maintained eliminates harborage sites for pests, reduces the potential for contamination, minimizes the chances of injury (which can really cost you if you are found liable) and helps to create a more pleasant work place. It also is good business. The first thing that a visitor to your facility sees is usually the grounds. If the area is poorly maintained, that first impression can linger. If the visitor is a potential buyer, you may have lost a sale. If he or she is a regulator, they may be more rigorous during the actual investigation.
Food processors also clean because it is the law. In the United States, both U.S. Department of Agriculture (USDA) and U.S. Food and Drug Administration (FDA) regulations mandate that plants and process equipment be cleaned and sanitized. Food authorities throughout the world have similar regulations or guidelines. The FDA regulations, for example, state that food contact surfaces not only must be cleaned, but they must be manufactured from materials that allow them to be cleaned. For example, 21 CFR, part 110.40(a) states in part:” All plant equipment and utensils shall be so designed and of such material and workmanship as to be adequately cleanable and shall be properly maintained.”
The Codex Alimentarius Basic Texts on Food Hygiene specifically address cleaning and sanitizing. In Section VI, 6.1.1, under “Maintenance and Cleaning,” Codex states: Cleaning should remove food residues and dirt that may be a source of contamination. The necessary cleaning methods ad materials will depend on the nature of the food business.” The Codex guidelines form the basis for programs to assure that things are done the same way or are in harmony throughout the world. Since there are some 150 nations whose total population includes 97% of all people on the earth who belong to Codex Alimentarius, these guidelines underscore that there is a commitment to good sanitation throughout the world. Adherence to Codex guidelines is already an essential element for doing business internationally, especially among those processors in the
European Union and elsewhere who are doing business with grocery chains.
The bottom line is that cleaning is an activity that is not only required in food regulations worldwide, but it is an activity that makes good business sense. It not only helps assure food safety, but it can help protect your investment. For example, failure to properly clean equipment can result in damage to that equipment and could compromise its operation.
What is Cleaning?
The most important part of your sanitation program is cleaning. Most people talk about cleaning and sanitizing in the same breath, but of the two cleaning is the most important. There are some who believe that 90% of pest control is good sanitation. Along these same lines, many feel that 90% of sanitation is cleaning. Sanitation expert Dennis Bogart of Randolph Associates has defined cleaning as “the removal of soil particles from surfaces by mechanical, manual or chemical means.” He further emphasizes that cleaning prepares the surface for sanitizing. If the surface is not clean, it cannot be properly sanitized. In other words, if the surface has not been properly cleaned, it is dirty. The application of sanitizers to dirty surfaces is both ineffective and a waste of money since the efficacy of that sanitizer will be reduced by the presence of residual soil.
There are five basic steps in wet cleaning and sanitizing, which hold true for almost all types of soil and food processing systems. They are:
• Flush or sweep the excess soil from the surface with water of an appropriate temperature. When sweeping gross soil from floors, squeegees are the preferred tool since they are easier to clean themselves. Brooms or brushes are not recommended in wet cleaning operations.
• Use the appropriate cleaner and method to clean the surface. It may also be necessary to scrub to remove stubborn soils.
• Flush the cleaner from the surface with water at an appropriate temperature.
• Apply the appropriate sanitizer.
• Rinse the sanitizer from the surface with clean water, if not using non-rinse sanitizers.
Bogart has stated that flushing or removal of excess soil is the most important step in the process. Cleaners are not designed to deal with gross contamination, so you need to get rid of large pieces of food, dirt and chunks, or in other words, the visible soil, first and foremost.
Of course, not all operations can be wet cleaned. Bakeries, flour mills, dry blending operations and others are such operations. In these facilities, cleanup crews use brooms, brushes, shovels and most often, vacuum systems, to remove waste and spillage. The vacuum systems that are used may be portable, but many operations have central vacuum systems. In dry processing operations, the greatest concerns are not microorganisms but insects and rodents, so central systems must be properly maintained and kept clean so that they themselves are not a source for an infestation.
Principles of Cleaning
The proper cleaning of a surface is more than just flushing and the applying soap and water. Processors need to understand the type of soil being removed, the role of water and its chemical characteristics, the type of surface that one wishes to clean, how the cleaner will be applied and who will be doing the work. Understanding these basic issues allow a processor to make intelligent choices on the types of cleaners that should be used.
Since many processors do not have the necessary expertise to make these decisions, looking outside for help is recommended. The best choice is to work with a competent and knowledgeable supplier of cleaning chemicals and supplies. Please note the emphasis on the words competent and knowledgeable. Simply buying chemicals is not as good idea. The use of the wrong materials or the improper use of the correct ones will not only compromise the efficacy of cleaning but may actually leave your operation dirtier than it was prior to starting the operation. Improper cleaning also will end up costing a company, so it is simply bad business.
Type of Soil. In food processing operations, the type of food being processed will determine cleaning regimen. Cleaning programs must be designed to remove fats, proteins, carbohydrates, sugars or mineral salts, or a combination of these materials. These basic components of soil will be affected by both the food and the kind of processing operation. Impingement ovens used to cook large pieces of meat develop complex polymers on their walls. Removing these materials from a surface is more complex and requires more work and energy than simply protein or oil from a surface. The type of cleaner that is selected must be one that will be effective against the soil in question. What works in one situation will not work for all.
Water. Good old H2O is considered by many to be universal solvent. Flushing with water is the all-important first step in removing visible soil. Cleaning compounds are used with water to enhance the cleaning ability of the water. Water carries detergents to the soil to be removed and it carries detergents and soils away from the surface. It can be used to sanitize a surface, assuming it is hot enough or contains antimicrobial compounds or sanitizers.
Before selecting a cleaning compound, processors need to understand basic water chemistry and microbiology. Water used for cleaning should be of good microbiological quality. Processors also need to test their water so that they understand its chemistry and can select the proper cleaners. The following suggested microbiological standards for water cleaning/sanitizing applications are drawn from a publication developed by Ecolab, Inc.: pathogenic bacteria (none); total plate count (<500/mL); coliforms (<1/mL); and psychrotrophs (<10/mL). The chemistry of the water, particularly water hardness, profoundly affects the performance of cleaning chemicals. Water hardness has a profound effect on chemical performance, conditioning of plant equipment and the level of labor involved with the cleanup process. The hardness of water will affect detergent consumption and may cause the formation of films, scale or precipitates on equipment surfaces. Failure to properly understand water chemistry can cost the processor money in both how much detergent is used and the time required for cleaning. Hardness is easy to measure, however, and is measured in grains per gallon (gpg) or parts-per-million (ppm). The following list defines water hardness by classification (1 gpg = 17.2 ppm CaCO3): Soft (0-60 ppm, 0-3.5 gpg); Moderate Hard (60-120 ppm, 3.5-7.0 gpg); Hard (120-180 ppm, 7.0-10.5 gpg); and Very Hard (>180 ppm, >10.5 gpg).
Type of Surface. Food contact surfaces must be manufactured from materials that are both easily cleanable and resistant to the product being manufactured. The metal of choice for food processing equipment that contacts food is stainless steel. Belts and conveyors may be made of Teflon, plastics, rubber or other materials that are resistant and easy to clean. Operators need to understand what the other parts of the equipment are manufactured from, however. Aluminum, black iron and other metals pose special challenges. Aluminum is a soft metal and is attacked by both acids and improperly buffered alkalis. Black iron will rust, which creates a rough surface, and thus can create other problems. When working with a chemical supplier be sure that you let the vendor know exactly what he is being contracted to clean. It is imperative that you be honest and open with your supplier. They cannot do their job if you are not doing yours. Remember, suppliers are your partners in business.
Application and By Whom. How the cleaner is applied and by whom is another issue that processors need to address. Food processors may clean throughout the workday, at the end of the day or they may do both. Most operators do some work during the regular workday (reducing gross soil), and conduct full-blown cleaning and sanitizing operations after hours.
 We have already talked about the importance of cleaning in assuring safety and protecting your capital equipment. Why, then, do so many operators put their newest or least-trained people on the cleanup crew? Cleaning is too important to relegate to the dregs of your workforce. Be sure that your crew is properly trained, well paid and supplied with the tools and chemicals to do the job right. To create esprit d’corp, some operations have dubbed their cleaning crew as “sanitation engineers.” If workers take pride in their jobs and are well paid, there is a much better chance that they will do it properly.
We have already talked about the importance of cleaning in assuring safety and protecting your capital equipment. Why, then, do so many operators put their newest or least-trained people on the cleanup crew? Cleaning is too important to relegate to the dregs of your workforce. Be sure that your crew is properly trained, well paid and supplied with the tools and chemicals to do the job right. To create esprit d’corp, some operations have dubbed their cleaning crew as “sanitation engineers.” If workers take pride in their jobs and are well paid, there is a much better chance that they will do it properly.
There are different ways that the cleaning crew can deliver the cleaning compounds to the surfaces that they are seeking to clean. How these are applied depends on the type of cleaner and the operation being cleaned. The more manual or hand-cleaning that is required, the milder the compounds that may be used and the lower the temperatures employed. Workers whose job is to scrub an oven by hand do not use the same strong alkali that would be used to “boil out” a fryer. One of the least enjoyable parts of hand-cleaning is scrubbing, and one of the tools used by many for cleaning are “green scrubbing pads.” The operator may not know it, but these green pads are very abrasive and will damage your equipment. Throw them out and invest in “white pads” or brushes. Cleaning programs should designed so that they clean, not damage your equipment.
 Food plant workers around the world seem to be very fond of using high-pressure sprays for cleaning. Although these units seem to be effective, they must be used with care. They create aerosols, which can recontaminate equipment and may not adequately clean a surface. This is especially important in ready-to-eat (RTE) food operations. Aerosolized water that may contain Listeria could result in contaminated and adulterated product. In reality, an operator generally can do a more effective job using high-volume, boosted pressure applications instead of high-pressure systems. Cleaning operations should assure that equipment and plants are cleaned. They should not result in cross-contamination.
Food plant workers around the world seem to be very fond of using high-pressure sprays for cleaning. Although these units seem to be effective, they must be used with care. They create aerosols, which can recontaminate equipment and may not adequately clean a surface. This is especially important in ready-to-eat (RTE) food operations. Aerosolized water that may contain Listeria could result in contaminated and adulterated product. In reality, an operator generally can do a more effective job using high-volume, boosted pressure applications instead of high-pressure systems. Cleaning operations should assure that equipment and plants are cleaned. They should not result in cross-contamination.
Foam cleaning is an effective means for cleaning large surfaces. Operators must take care to follow the directions, however. If the foam is not allowed to remain on a surface for an adequately long period of time, the surface will not be clean. Leaving the foam on too long will allow dirt that has gone into solution to redeposit on the surface creating a mess that is even harder to clean. Never let the foam dry on the surface. When cleaning with foam, the process will define how application pressures, strength of solutions, contact time and temperature and how to rinse. These times, temperatures and strengths are established for a good reason. If they are not properly followed, the surface will be dirty.
There are pieces of equipment (and utensils) that cannot be cleaned where they are used. To properly clean and sanitize these units, Clean-Out-Of-Place (COP) is employed. Cleaning knives or spoons that are used in a food plant in a dishwasher would be considered a COP operation. In food plants, a common use of COP is for pieces of equipment that are complex and hard to clean. They are dissembled, rinsed and then cleaned and sanitized. COP may occur in a sink with a worker scrubbing to clean, or in tanks specially designed for COP. In these tanks, detergent and agitation are used to clean the equipment in question. Sanitizing may be done using hot water or chemical sanitizers.
Another COP system that is of great value is basket or totes washers. Companies, such as those in the fresh-cut industry, who use a large number of small containers in their process operations should look at these units. The container is simply loaded onto the system and it passes through the unit where it is rinsed, washed and rinsed. The cleaned containers should then be stacked so that they will not become recontaminated. These washers may also be used for steel trays, pots or totes used in meat operations. A washer like this is usually much more effective than having an employee individually clean each and every tote, basket or pot.
The other type of cleaning system, Clean-in-Place (CIP), has its advantages, as well. They are of little risk to the worker, if the system is properly maintained and operated. It is essential that the right cleaner be employed in CIP systems, however. Use of high foam cleaners will create problems for the processor. Other advantages of CIP systems include lower labor costs for cleaning, minimized repair and maintenance to equipment, reuse of cleaning solutions, and effective cleaning of cracks and crevices.
For any CIP system to be effective, flow through the system must be at a high enough volume to assure that the flow is turbulent, which means flow must be greater than five feet per second. To achieve this flow rate, operators need to understand their specific processing system. Turbulent flow may be achieved in a one-inch pipe at a flow rate of 24 gallons per minute (gpm), whereas a four-inch pipe requires a flow rate of 180 gallons per minute. The same holds true for tanks, ovens or other large vessels. To calculate proper flow in a tank, take the circumference in feet times two. This will give the user a minimum flow in gpm needed to clean the tank and sufficient volumes of cleaner flowing down the sides of the tank for turbulent flow.
Selection of a Cleaner
The next step is to select a cleaner. Cleaners act on the dirt on surfaces in one of two ways: They interact with the material on a physical basis by changing the solubility characteristics, or they react with the soils on a chemical level to form a substance that can be removed from the surface. Detergents or cleaners contain surfactants, builders, fillers and other additives.
Surfactants. These compounds are composed of two parts: a water loving (hydrophilic) part and a fat-loving (hydrophobic) part. This means that the molecule has parts that are soluble in both oil and water. Surfactants reduce the interfacial, or surface tension, of water. By lowering the surface tension, they act as a wetting agent. The best example is that of oil or grease on one’s hands. Running water over your hands does little to remove the oil, but when you use soap, the surfactant in the soap allows you to remove the oil.
Depending upon the type of surfactant, it can act as a wetting agent, an emulsifier or help keep particles in suspension. There are four kinds of surfactant: anionic, cationic, nonionic and amphoteric. Anionic surfactants have a negative charge, are good wetting agents and tend to foam. Cationic surfactants have a positive charge, are poor wetting agents, poor emulsifiers and tend to foam. Nonionic cleaners have no charge and can be high or low foamers, depending upon the formulation. Amphoteric surfactants’ charges will change depending if it is in an acid or alkaline solution. They may foam or be very low foaming and are used in very special formulas for cleaning difficult soils.
Builders. Builders are components that increase the cleaning action of a detergent. There are six kinds of builders: alkaline, acid, enzymes, water conditioners, food-grade solvents and oxidizing agents. One of the compounds used as an oxidizing agent in detergents used for protein removal is sodium hypochlorite. This same compound also is used as a sanitizer. Because of the chemistry of chlorine, it exhibits no sanitizer activity when used in a detergent, so do not be misled by those who claim that their products will clean and sanitize in one step.
Fillers and Other Additives. Fillers are used in detergents to provide bulk and for ease of use or safety. Detergent manufacturers also will add other compounds to yield specific effects. In industrial operations, a common additive may be a corrosion inhibitor to protect “soft” metals such as aluminum.
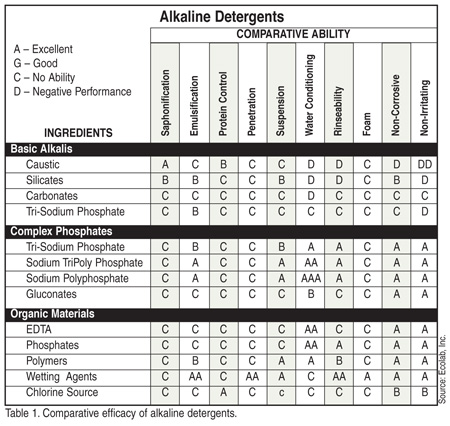
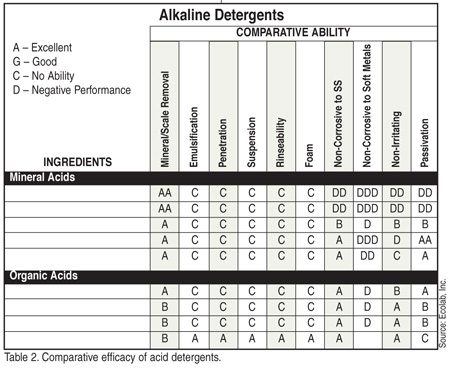
The type of soil that one wishes to remove is dependent upon the products being manufactured. Although the focus thus far has been on food contact surfaces, cleaning programs should also include documented procedures for walls, floors, drains and even the trash containers. These programs must be conducted on a regular basis to assure that surfaces remain clean and sanitary. There is no need to create a situation that would encourage biofilm formation, which creates another—and bigger—headache. Tables 1 and 2 demonstrate the comparative efficacy of alkaline and acid detergents. The two tables may also be used as a guideline to selecting a detergent.
A Real-World Example
As an example, let’s assume that our factory manufactures fried pies and cinnamon buns. Pies would be filled with fruit mixes, chocolate and vanilla. Such a facility would have dough mixers, formers, fillers, cutters, blend tanks for fillers, pumps, a deep-fat fryer and some hand utensils, plus belts and conveyors. The factory is located in an area of the country where the water has 20 grains of hardness per gallon. The factory does not have a system to soften water, so any cleaners that are used must have a softener built in. The tanks where the fillers are blended and the lines to the pie filler are designed to be cleaned-in-place.
Tanks and Lines. These are designed to be cleaned in place. The first step will be to use water to remove excess product. Since the fruit fillings are high in sugar and contain very little fat, the water will flush much of the materials away. For actual cleaning, a detergent with a “softener” or sequestering agent may be used. Because there are two basic types of fillings, one with fat and one that is predominantly sugar, two cleaners would be used. Due to the hardness of the water, an acid cleaner or rinse should be used on a regular schedule to assure that there is no buildup of scale.
Dough Mixers. The dough contains flour, fat, salt, sugar and some other ingredients. The systems will need to be flushed and then cleaned with an appropriate detergent containing an emulsifier to assure that the fat will be properly removed.
Belts and Conveyors. These units have large surface areas. This is the type of application where a foam cleaner will work well. The foam will need to be applied and rinsed at intervals established by the supplier.
Fryer. The first step in cleaning a fryer is to drain the systems and flush with water. Even though many systems are equipped with filters or some type of system to remove particles, there will still be pieces of food in the vat. The unit is then filled with water and a strong caustic. The fryer is then turned on and the unit “boiled out.” If the operator has maintained oil quality, the unit will (it is hoped) not exhibit too much polymer buildup. If this is the case, the situation may require hand scrubbing with “white pads.” After the boil-out, the caustic solution will need to be neutralized and properly disposed of. The next step is usually a rinse with a mild acid solution, followed by a water rinse. Be sure that the fryer is allowed to drain after cleaning. If water is allowed to remain in the lines or in the fryer itself, the new oil may not be damaged by the remaining water, but the introduction of water into the fryer after it is running can result in an explosion.
Utensils. The best way to clean utensils is to designate a sink as the clean-up area. Rinse the utensils and fill with hot water and detergent. Have workers wearing gloves scrub the utensils to assure that they are clean. Rinse and either dip in sanitizer or place the washed utensils in boiling water for 10 minutes. Be sure that there is a space where they can both dry and be protected against contamination. You could also install a special tank for COP as described earlier.
Drains. Drains should be flushed with water on a daily basis. The detergents and sanitizers that are used for equipment and floor cleaning end up being rinsed down the drains. This helps assure that they remain clean. They should, however, be cleaned and sanitized at least once a week. A heavy-duty detergent with strong grease-cutting abilities should be used.
A Clean Ending
Cleaning is one of the basic prerequisites for food safety, and therefore, an essential preliminary step in successfully implementing your HACCP program. Food processors must properly clean their equipment before they can sanitize. An improperly cleaned surface cannot be sanitized.
Of all the cleaning steps, the most important is the pre-rinse or flushing. The gross soil must be removed prior to delivery of the cleaner. Cleaners simply are not designed to handle heavy, visible soil. Selection of cleaners should be placed in the hands of experts, which is why food safety professionals recommend that processors work with competent suppliers of the products, who provide not only the chemicals, but support their products.
Once a cleaning regimen has been established, follow the program to the letter. Cleaners are designed to function most efficiently within certain set parameters.
If the processes are too short, the surface will not be clean. If the process is too long, the surface will not be clean. This is especially true with foam cleaners. Leaving them on a surface longer than recommended will result in soil redepositing on the surface, which will create an even worse problem. The bottom line is: If a surface is not clean, it is dirty—and you cannot sanitize a dirty surface!
Richard F. Stier is a consulting food scientist with international experience in food safety (HACCP), food plant sanitation, quality systems, process optimization, GMP compliance and food microbiology. Previously, Stier served as Director of Quality Assurance for Dole Packaged Foods North American operations. In this capacity, he was responsible for building programs targeted at ensuring the saety and quality of Dole value-added products packed in the U.S. Stier can be reached via e-mail at rickstier4@aol.com
Further Reading
1. Bakka, R.L. Making the Right Choice—Cleaners. An Ecolab Inc., Food and Beverage Division Publication. St. Paul, MN. 1995.
2. Bogart, D. Fundamentals of Cleaning or TACT WINS. Sanitation and GMP Compliance: Prerequisites for HACCP and Food Safety short course. Presented at Institute of Food Technologists. June 9-10, 2000, Dallas, TX.
3. Code of Federal Regulations. Current Good Manufacturing Practice in Manufacturing, Packing, or Holding Human Food,” Title 21, Part 110. Office of the Federal Register. 1988.
4. Code of Federal Regulations. Title 9, Part 308. Office of the Federal Register. 1988.
5. Katsuyama, A.M. Principles of Food Processing Sanitation. Chapter 4: Cleaning and sanitizing. Food Processors Institute, Washington, DC, pp. 111-170. 1993.
6. Marriott, N.G. Principles of Food Sanitation. Chapter 5: Cleaning compounds. Van Nostrand Reinhold, New York, NY, pp. 65-98. 1985.
7. Parker, M.E. and J.H. Litchfield. Food Plant Sanitation. Reinhold Publishing Corp., New York, NY. 1962.
8. Sandmann, R. Cleaners: Application for Plant Sanitation. Presented at Food Processors Sanitation Workshop. Feb. 3, 1993. Santa Nella, CA.
9. Shafer, B. Sanitizers: Selection and Application for Food Plant Sanitation. Presented at Food Processors Sanitation Workshop. Feb. 1, 1995. Santa Nella, CA.
10. Stier, R.F. and M.M. Blumenthal. Safety in the processing plant. Baking & Snack, 14(3), p. 22. 1992.
Cleanliness is Next to Godliness and Essential to Assure Safe Food




