
The objective of this technical paper is to benchmark published Good Manufacturing Practices (GMPs) as they relate to compressed air use in a food processing facility in both a Hazard Analysis and Critical Control Points (HACCP) and/or Global Food Safety Initiative (GFSI) environment.
Introduction
Any modern food manufacturing facility employs the use of compressed air extensively in the plant. As common as this is, the potential hazards associated with this powerful utility are not obvious and apparent. Food hygiene legislation to protect the consumer places the duty of care on the food manufacturer. For this reason, many companies often devise their own internal air quality standards based upon what they think or have been told is ‘best practice.’ This is no wonder, as the published collections of GMPs that relate to compressed air are nebulous and difficult to wade through. Understandably, this has led to a significant difference in the quality of compressed air used throughout the industry, with major differences even existing in plants owned by the same company. The goal of this paper is to help make sense of it all.
Focus on Preventative Food Safety
The recent focus on preventative food safety has been reinforced in the public sector in the US by the FDA’s Food Safety Modernization Act (FSMA) as well as the private sector’s GFSI. Both take aim at improving the knowledge of risk factors and preventative practices effectively raising the bar on food safety. The combination of improvements in food science and manufacturing processes provide the GFSI and FSMA a springboard for improved food safety and awareness regarding microbial contamination of food.
Whether it is one of the many voluntary schemes (GFSI) or mandated (FSMA), there are elements to these codes that put a heavy focus on risk-based (HACCP-like) food safety management programs. The U.S. Department of Agriculture (USDA) has mandated risk-based programs since the late 1990s. Risk-based food safety programs are unique to each facility and food product being manufactured and rely heavily upon the employment of GMPs and Sanitation Standard Operating Procedures (SSOPs).
The challenge with risk-based food safety systems is that they are not prescriptive. This works to the benefit of food manufacturers who are experts in their field of manufacturing and processes; however, it presents challenges with ancillary processes and procedures where the guidelines and GMPs are vague and non-specific.
 The Risk-Based HACCP Environment
The Risk-Based HACCP Environment
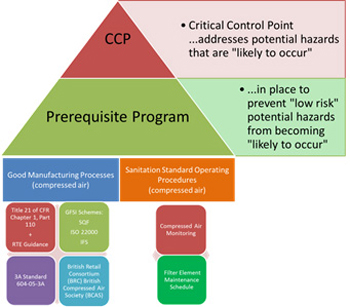
When conducting an HACCP analysis any point-of-use contact between the compressed air and food should be considered a potential risk point. Developing an effective HACCP Prerequisite Program (PRP) for compressed air to support CCPs is an effective way to mitigate those risks (Image 1). As PRPs are generally founded upon GMPs and SSOPs, this paper is intended to be an aid in deciphering best practices for compressed air.
The GFSI Environment
The number of Food manufacturing companies adopting GFSI endorsed food quality schemes is steadily growing. One of the most popular schemes in the U.S. is the Safe Quality Food (SQF) Code. The 7th edition of the SQF code, released in July of 2012, now specifies in Modules 9, 10, 11, and 13 that:
• “compressed air used in the manufacturing process shall be clean and present no risk to food safety.”
• “compressed air used in the manufacturing process shall be regularly monitored for purity.”
Knowing the Potential Risks
Air is not as clean as it appears to be. Untreated compressed air contains many potentially harmful or dangerous contaminants that must be removed or reduced to acceptable levels in order to protect the consumer and provide a safe and cost-effective production facility. Along with moisture and particulate matter, inlet air to a compressor generally carries 5 to 50 bacteria per cubic foot. A 75-hp compressor with a capacity of 300 standard cubic feet per minute, therefore, takes in 100,000 to 1 million bacteria each hour. These bacteria get compressed along with the air and begin their journey through the compressed air system. Introducing this type of microbial contamination to food products is very risky and would be considered a lack of control by the facility. Understanding how to operationalize the treatment of compressed air in a facility will help ward off that risk.
 Where the Air Contacts the Food
Where the Air Contacts the Food
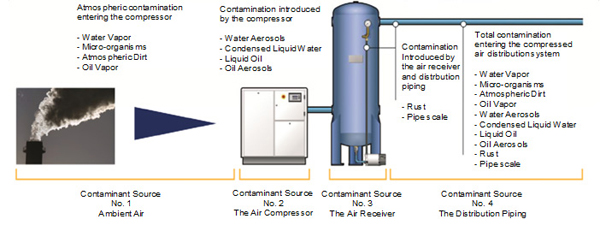
Sometimes it is not apparent where the compressed air is contacting the food (Image 2). Working surfaces like counters and conveyors are obvious and manageable contact points. The air is invisible. It leaves no visible trace where it contacts the food, other food contact surfaces, or the packaging. Without adequate hurdles and physical barriers in place the microbial, particulate and (in some cases) compressor oil contamination is left behind after the air dissipates.
Some examples of direct and indirect contact points are the following:
• Bagging
• Sparging/Mixing
• Drying
• Air Knives
• Pneumatic Exhaust (i.e., cylinder exhaust)
Managing the Risks
Compressor room drying and filtration is good, but it’s not enough for a food processing plant. System filtration can do a good job reducing the amount of contaminants that are introduced into the downstream distribution system; however, that alone does not meet the requirements of the published GMPs that address compressed air—nor is it fully effective. In this scenario, the risk of food adulteration is still quite high. The warm, oxygen rich environment inside the downstream air reservoirs, piping, fittings and controls are ideal harborage sites for microbial biofilm growth—especially when fed with food-grade compressor oils that inevitably migrate downstream. For this reason, a number of the published GMPs call for point-of-use filtration that should be in place for all points where compressed air either directly or indirectly contacts food.
The first line of defense to ward off potential microbial contamination of the food product from compressed air is to use point-of-use sterile air filtration. With a properly designed compressed air system employing the benchmarked GMPs (outlined later in this document) along with well-designed SSOP maintenance and monitoring programs—the risk associated with compressed air at points of contact can be mitigated significantly. A system design employing sterile air filtration at point-of-use puts a physical barrier in the air stream guarding against microbial contamination of the food. Combining this system design with a HACCP PRP, formalizing these GMPs and SSOPs makes a cost effective, efficient, and defensible risk management plan.
Microbes: Arrested Development—Benefits of Dry Air
The warm, dark, moist environment inside a compressed air system is the perfect condition for microbes to flourish and grow. Drying the air to a low dew point is an effective way to inhibit this microbial growth. Inhibit—not kill. Microbes need food, water and the right temperature to grow. Take one or two of those nutrients away, and the growth stops - temporarily. Some of the microbial pathogens that are hazards to food safety form spores and/or protect themselves by moving into a dormant stage when nutrients in the surrounding environment are depleted. These dormant spores resume propagation as soon as the missing nutrients (moisture) become available again through contact with the food.
The best practice for food safety is to first dry the air and more importantly use point-of-use filtration to capture the microbes and spores so they never come in contact the food.
Good Manufacturing Practices—Industry Standards to Reference
Identifying the risk and potential hazards with compressed air in a food plant is the easy part.
Determining GMPs for cleaning up the air is not so straightforward.
Below is a list of existing, published, and sanctioned GMPs when it comes to compressed air in food manufacturing.
• US Code of Federal Regulations: 21CFR, Chapter 1, Part 110, Section g
• FDA Guidance for Industry: Control of Listeria monocytogenes in Refrigerated or Frozen Ready-To-Eat (RTE) Foods
• 3-A Standards: 604-05 Accepted Practices for Supplying Air Under Pressure in Contact With Milk, Milk Products and Product Contact Surfaces
• British Compressed Air Society (BCAS): Food Grade Compressed Air: Code of Practice
• British Retail Consortium (BRC): Issue 6
• SQF Code: 7th edition, July 2012
• International Featured Standards (IFS): Version 6
• Global Red Meat Standard (GRMS): 4th edition
• ISO 22000:2005
• British Standards Institute (BSI): PAS 220:2008 Prerequisite Programs
Monitoring Compressed Air for Purity:
Whether it is specified or implied by the food safety scheme being employed in a plant, regularly testing the purity of compressed air coming in contact with food is a best practice. A single test at one point in time is not enough. Compressed air systems are dynamic and the compressor intake is subject to microbial, particulate, and moisture variations throughout the year as well as buildup of contamination in the system.
Table 1 outlines t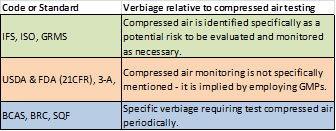 he compressed air testing specification for each of the standards/codes listed above.
he compressed air testing specification for each of the standards/codes listed above.
The process and methods of compressed air testing for microbiological contaminant content is outlined very well in the ISO 8573-7:2003 document.
Benchmarking GMPs
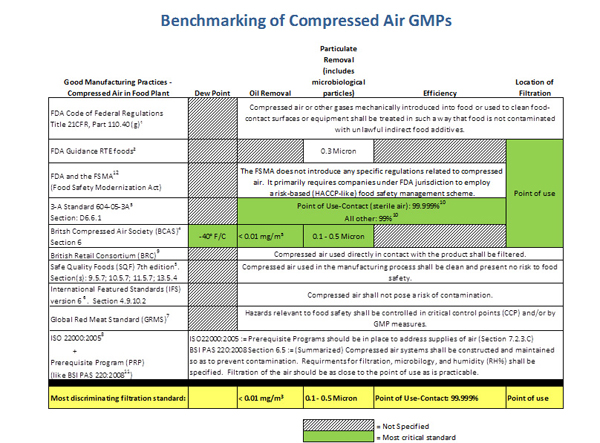
Employing the most critical elements from all of the published GMPs ensures that you have the bases covered for compressed air quality at the point of contact. Using filtration that meets the most discriminating industry standards ensures compliance with ALL of the published GMPs. An outline of published GMPs and standards is shown in Image 3.
GMPs for Point-of-Use Compressed Air Filtration
Point-of-use filtration is the best line of defense against microbial contamination of food in a compressed air system. Even the best of compressor room system filtration does not eliminate harborage sites and biofilm buildup in the downstream compressed air piping system.
Best Practices
GMP: System Design and Point-of-Use Filtration: Wherever the compressed air comes in contact with the food—either directly or indirectly—the following 3-stages of filtration will significantly reduce the risk of microbial contamination of the food.
Stage 1: Remove bulk liquid and particulate matter down to 0.01 micron at > 93% DOP efficiency. Automatic drain in filter.
Stage 2: Remove oil and water aerosols and smaller particulate matter down to 0.01 micron at > 99.99% DOP efficiency. Automatic drain in filter.
Stage 3: Remove microbial contamination down to 0.01 micron at > 99.9999% DOP efficiency with a sterile air filter.
SSOP: Maintenance of Filters
Stage 1: Change filter element every 6–12 months.
Stage 2: Change filter element every 6–12 months.
Stage 3: Change filter element every 3–6 months—or sooner—as necessary based on point-of-use air quality test for microbial content.
Optional: Steam sterilize stage 3 (provided the filter is designed for CIP sterilization). Follow the manufacturer’s instructions.
Note: Sterile air filters are designed to capture microbial matter larger than the nominal element rating. Microbial matter will not create a differential in pressure across the element. Therefore, measuring differential pressure across the element will not give an accurate reading of contamination. Air testing and/or regularly scheduled element changes are the best practice.
SSOP: Monitor Purity of Compressed Air
As a baseline - test compressed air at each food contact point periodically in accordance with ISO 8573-7:2003 standards. Determine test interval empirically based upon presence of microbial contamination.
Putting It into Oractice
Implementing the GMP’s and SSOPs shown described above will fulfill the requirements of the new 11.5.7.1.
A periodic test (based on empirically derived test intervals) to confirm the absence of contamination should be performed at all points in the system where air could contact the food. This will fulfill the requirements of 11.5.7.2.
Lee Scott is with Parker Hannifin Corporation. For more information contact: 800 343 4048 or 978 858 0505; www.balstonfilters.com.



