Throughout history, milk and milk products have been staples of the diets of young and old around the world. In fact, milk contains nine essential nutrients, making it one of the most nutritious beverages one can enjoy.
But from a food safety standpoint, milk poses many challenges. Milk is an excellent growth medium for a variety of both pathogenic and non-pathogenic microorganisms. Its proteins cause it to be listed among the “Big Eight” foods that account for 90% of all food-allergy reactions in the United States. The carbohydrate in milk, lactose, cannot be physically tolerated by millions worldwide, resulting in stomach cramps, bloating and other gastrointestinal symptoms. Additionally, the global sourcing of milk and milk proteins has come under intense scrutiny as a result of recent product withdrawals. To overcome these challenges, strict adherence to prescribed procedures based on comprehensive risk analysis is critical.
Pasteurization of Milk
Dairy products have been, and continue to be, among the most regulated foods in U.S. history. Milk became subject to pasteurization as early as the 1890s in the U.S. because bovine tuberculosis and brucellosis were thought to be transmitted to humans through the drinking of raw milk. In 1924, a full 14 years before the passage of the Federal Food, Drug & Cosmetic Act, the U.S. Public Health Service (PHS) developed a model regulation known as the Standard Milk Ordinance. It later became known as the Grade “A” Pasteurized Milk Ordinance (PMO) and is currently in its 25th revision. The PMO is a comprehensive set of requirements that deals with milk production, milk hauling, pasteurization, food safety, equipment sanitation and labeling. According to the U.S. PHS, the percentage of foodborne illness attributed to milk and milk products has decreased significantly over time. In 1938, milkborne disease outbreaks constituted 25% of all food- and water-based illness outbreaks. Today, that number is estimated at less than 1%.
So why is pasteurization so important and so effective? Because raw milk can contain any number of dangerous pathogenic organisms, including Bacillus cereus, Campylobacter jejuni, E. coli O157:H7, Listeria monocytogenes and Salmonella typhimurium. Legal pasteurization, coupled with a comprehensive food safety program, can greatly reduce or eliminate the possibility of foodborne illness resulting from dairy products.
Despite the fact that many countries restrict or outlaw the sale or distribution of raw milk, numerous advocates are demanding the right to purchase and consume it. In the U.S., 22 states prohibit the sale of raw milk. However, determined raw milk supporters have found ways to get around such bans by developing pseudo-cooperatives called “Cow Shares.” Cow sharing involves a group of people that collectively own a herd of dairy cows. The cows are milked and the raw milk is consumed by the “owners.” That way, no raw milk is sold and no laws are directly violated. Many states are moving to forbid cow sharing, but the debate rages on.
As recently as 2002, the U.S. Food and Drug Administration (FDA) reported that consuming raw or partially heated raw milk and raw milk products caused 200 Americans per year to become ill. Yet proponents insist that, despite the potential for illness, pasteurization destroys or damages many of milk’s valuable nutrients, including the “good” bacteria that are marketed as health supplements known as probiotics.
Pathogen Control
In dairy plants, it’s the “bad” bacteria that give cause for concern. It’s estimated that over 20 billion gallons of milk are consumed annually in the U.S. With that level of consumption, control of pathogens is critical. Pasteurization is designed to eliminate pathogenic organisms that may be present in raw milk, but post-pasteurization contamination is an ongoing challenge. Many dairy plants in the U.S. are older facilities with structural deficiencies that make it difficult to maintain ultra-clean environments. Also, given the dairy industry’s relatively low profit margins, funds for capital improvements aren’t always readily available. Therefore, it is imperative to establish food safety programs that combine strong controls with vigorous surveillance.
 One such program involves environmental swabbing for pathogens using a Priority Zone system. Sites are divided into four zones, depending on their proximity to exposed product or product-contact surfaces (Table 1).
One such program involves environmental swabbing for pathogens using a Priority Zone system. Sites are divided into four zones, depending on their proximity to exposed product or product-contact surfaces (Table 1).
The plant can develop a sampling protocol, including the types of pathogens to test for, composite versus individual swabs, etc., using risk assessment data based on the product type and unique environmental factors. Location and frequency would depend on zone priority and subsequent results. For instance, a positive environmental result would require a documented root-cause analysis, corrective actions and retesting. If a presumptive result occurs from a composite swab at an “A” site, the entire machine or area would be swabbed individually. Individual swabbing would continue until no presumptive results are received for five consecutive days. Zones B–D would be treated similarly, with fewer days required for individual re-sampling, depending on the zone.
Supplemental finished product surveillance testing may also be employed based on trend analyses of environmental positives, as well as specific product or line risk. Such testing should only be performed on product still within the company’s physical control.
Allergen Control
Food safety in the dairy industry goes beyond pathogen control and the “raw versus pasteurized” argument. Milk allergy is the most common food allergy in early childhood and affects somewhere between 2% and 3% of infants in developed countries.
Besides belonging to the “Big Eight” group of food allergens, milk products are prone to undeclared allergen recalls because of the wide variety of ingredients used in dairy foods, especially ice cream. In fact, ice cream is second only to bakery products as having the highest number of such recalls in the U.S.
Allergen control can be extremely challenging to maintain. A typical ice cream plant might be storing, handling and incorporating allergenic ingredients such as peanuts, tree nuts, soy, wheat, and eggs simultaneously on any given production day. Products such as water ices and sorbets that do not contain dairy ingredients may be produced on equipment that also produces dairy-based items. So, how is this accomplished while minimizing the risk of cross-contamination? Several factors need to be considered.
Risk Assessment
A complete listing of all products and ingredients—and the allergens contained in them—must be developed and maintained in each facility. Products that contain allergens must be clearly identified, along with the method(s) of control for each allergen. An ongoing review of all ingredient specifications, product formulas and labels must be conducted to ensure uniformity and consistency.
Rework Control
The use of rework is common in many food plants, but doing so requires a strict protocol that prohibits commingling of “unlike” ingredients. Using the listing developed as part of the allergen risk assessment, a Rework Matrix can be formulated that clearly denotes donor and recipient products. For example, a basic white ice cream mix may contain milk, cream, liquid sugar, and carob bean gum, a combination that could be reworked into many other mix types. However, a French vanilla mix may be identical to the basic mix except for the addition of eggs. Obviously, this would greatly restrict the number of other mixes to which it could be added.
Production Scheduling and Line Changeovers
Similar to the Rework Matrix, a Changeover Matrix should be developed to assist production scheduling and to define the proper steps to be taken between products on a line. Products containing non-allergenic ingredients would be run first, followed by an appropriate product “push” or a flush. Products containing specific allergens would be run last in the sequence. At the end of the day’s production, or after running an allergen-containing product, a full cleaning of the line must be done.
Verification of Sanitation Effectiveness
If a flush or other sanitation step is determined to be the mechanism of removing allergenic proteins from a production line, the effectiveness of the process needs to be verified. One method of accomplishing this is to perform the normal sanitation step as prescribed, then obtain a sample of the rinse water and test for the presence of the allergen in question using a commercially available residue test kit (e.g., S-ELISA). If a residue is detected, the sanitation step may need to be lengthened or otherwise modified. This should be performed any time a new product or ingredient is introduced, or whenever a change is made to the sanitation process.
Employee Training
Annual training should be provided for all employees who work in any facility that deals with allergenic ingredients or products. The training should include a process overview and information about how the specific allergens are to be handled. It should also include explanations of the five “failure modes” involving allergens:
1. Incorrect formulation
2. Incorrect rework
3. Cross-contamination
4. Mislabeled product
5. Inadequate sanitation control and management
Lactose Intolerance
Aside from allergens, the carbohydrate sometimes referred to as “milk sugar” is another medical concern for many. Lactose intolerance results from an individual’s inability to metabolize lactose because the required enzyme lactase is absent or greatly diminished in their intestinal tract.
Estimates show that 75% of adults worldwide have some decrease in lactase activity during adulthood. Symptoms include abdominal pain, diarrhea, flatulence, bloating, abdominal distention and nausea. These symptoms occur due to the breakdown of lactose into simple sugars (glucose and galactose) in the colon. When this happens, large amounts of hydrogen gas are released into the colon, causing pain and bloating. Some of the remaining lactose may osmotically draw water into the colon, resulting in loose stools and diarrhea. So, rather than consuming milk products, affected individuals will choose products like sorbets, water ices and juices. All of these items are produced in plants that may also produce milk products so, much as with allergen control, separation of product types and proper sanitation are critical.
Supplier Control
Appropriate selection, control, management and surveillance of suppliers are definitely not exclusive to the dairy industry. However, dairies do have some unique concerns that may not be experienced by most food processors. Raw milk can be sourced from member producers, cooperatives, brokers or from the spot market. As a result, dairy processors may not be able to do any type of audit of the producer of their primary incoming ingredient before it is received.
That’s where regulations like the aforementioned PMO come into play. The PMO has specific requirements for milk quality that must be met (particularly for Grade A). It mandates parameters for temperature, somatic cell count (indicating cow health), antibiotic residues and bacterial limits. In addition, most states have additional mandates for things like milk-hauler truck inspections, wash tags to document tanker cleaning, permitting of tankers and monitoring of antibiotic residue testing.
Antibiotics in Milk
Mastitis is a common malady in dairy cows that may need to be treated using antibiotics. As some people have severe allergies to certain antibiotics (e.g., penicillin), dairies must ensure that no milk contains residues above a standard limit.
When cows are treated with antibiotics, their milk is discarded until they are cured and the antibiotic has cleared their system. However, sometimes a cow’s milk may be reintroduced into the market too early, and the antibiotic passes into the milk. Many times, this milk will get commingled with the milk from other farms and will lead to the dumping of an entire tanker load. For this reason, all milk must be tested for the presence of antibiotics before use.
Melamine
In September 2008, FDA issued a Health Information Advisory concerning reports from China of melamine-contaminated infant formula. Melamine, a nitrogen-based compound used in commercial and industrial plastics, had been added to Chinese dairy products to make them appear to have more protein. In China, 54,000 babies were sickened and four died as a result of consuming the tainted formula. Worldwide bans on Chinese dairy products and milk proteins were initiated, and many companies still refuse to purchase these items.
Supplier Approval and Surveillance
Dairy food manufacturers use the same criteria as most food companies to approve ingredient suppliers. There is typically a document review (insurance, pure food guarantees, specifications, FDA registration, etc.) along with the completion of a food safety questionnaire. In addition, the prospective supplier may be asked for its most recent third-party food safety audit along with corrective actions. (Companies may also choose to conduct their own audit rather than accept a third-party assessment.)
However, the recent massive Peanut Corporation of America (PCA) recall may have cast some doubt on the validity of some third-party audits. Both of the PCA plants involved in the recall received Superior ratings on their most recent third-party audits. However, federal and state inspectors found evidence of pest infestation, structural problems and other questionable practices.
Thus, with limited personnel and resources to conduct audits at all suppliers, what can a company do to mitigate risk? One option is to conduct Verification Site Visits based on an assessment of risk. To accomplish this, prepare a list of all ingredients and product-contact packaging. For each item, determine the level of risk for microbiological, chemical and physical parameters.
If any of the risk factors are present, that factor receives a score of one (1). Using a scale of zero to three (0–3), the “spend risk” (based on the amount of the item that is purchased each year or the level of cost) is determined. Low-volume items would receive a zero, while high-volume or high-cost items would receive a score as high as three. When finished, total all numbers to obtain a Risk Score. If the score is between zero and two, no site visit is needed. A score of three would prompt a biennial visit and a score of four or higher would require annual visits.
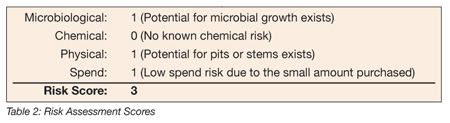 As an example, let’s say an ice cream manufacturer purchases a fruit puree that it adds to product post-pasteurization. It is an ingredient in a seasonal product, and only a small amount is used on an annual basis. The risk assessment scores are shown in Table 2.
As an example, let’s say an ice cream manufacturer purchases a fruit puree that it adds to product post-pasteurization. It is an ingredient in a seasonal product, and only a small amount is used on an annual basis. The risk assessment scores are shown in Table 2.
The final Risk Score for this ingredient is 3, which would require a biennial site visit.
The site visits are not meant to be complete audits, but rather opportunities to verify the results of a third-party audit and to ensure that corrective actions were completed. A walk-through of the production areas will provide an indication of the level of food safety compliance by employees (such as whether or not they are following Good Manufacturing Practices, GMPs). Because the time required for each site visit is minimal, compared to a full audit, several can be scheduled by city, state or region to save on travel expenses.
In summary, dairy product manufacturers have many food safety issues and opportunities that are unique within the food industry. Strict regulations, the potential for bacterial and allergenic issues, ingredient concerns and the need for heightened surveillance of suppliers provide constant challenges. Yet, with all these challenges, the U.S. dairy supply remains one of the world’s safest.
Thomas M. Sauer has worked in food manufacturing for 24 years, holding various positions in both quality assurance and production management with companies such as Kraft, Unilever and Chiquita Brands. He is currently Senior Director of Quality & Food Safety at Wells’ Dairy, Inc. Sauer has served on various industry-wide task forces and panels dealing with such topics as pathogen control, allergen control and biosecurity. In addition, he has presented GMP and HACCP information at major food safety conferences. He is a charter member of the Editorial Advisory Board of Food Safety Magazine. He can be reached at tmsauer@bluebunny.com.
Food Safety Challenges in the Dairy Industry




