
Food processing equipment is either cleaned-in-place (CIP) and cleaned-out-of-place (COP). These cleaning methods offer processors an additional mechanism of process control in that each method CIP and COP systems enhance the ability of the sanitation crew to better clean and sanitize production equipment to a greater degree of food safety and quality assurance. CIP systems are extremely beneficial for aseptic and other processing operations in which interior surfaces of equipment such as tanks and pipes cannot be easily reached for cleaning, and COP methods are utilized for pieces of equipment and utensils that cannot be cleaned where they are used and must be disassembled, and for pieces of equipment that are complex and hard to clean.
With a greater emphasis on sanitary design in food plants, equipment manufacturers and industry have worked together to make many improvements to equipment and parts that make cleaning and sanitizing more effective. Even so, plant sanitation crews and quality assurance/quality control (QA/QC) managers cannot rely solely on the fact that equipment is more cleanable today than in the past. Introducing or improving CIP and COP procedures, processes and systems in the food plant takes advantage of sanitary equipment design benefits, raising the level of assurance that when the production line starts up for a new run the process is in control from the get-go.
With this in mind, here are a few tips to best-practice approaches in using CIP and COP systems to their fullest potential as process control measures.
Inside Cleaning
CIP cleaning is utilized to clean the interior surfaces of pipelines and tanks of liquid and semi-liquid food and beverage processing equipment. This type of cleaning is generally done with large tanks, kettles or piping systems where there are smooth surfaces. CIP involves circulation of detergent through equipment by use of a spray ball or spray to create turbulence and thus remove soil. Chemical cleaning and sanitizing solution is circulated through a circuit of tanks and or lines to eliminate bacteria or chemical residues, which then flow back to a central reservoir so that the chemical solution can be reused. The system is run by computer, in a prescribed manner, to control the flow, mixing and diversion, temperature and time of the chemicals for cleaning and sanitizing. As with all cleaning methods, CIP systems utilize time, temperature and mechanical force to achieve maximum cleaning.
Automated CIP systems are most commonly used in processes in which liquid or flow-type material is being manufactured. This includes fluid products such as dairy, juice and beverages, as well as in operations using aseptic processing and packaging for low-acid or semi-fluid products such as liquid eggs, sauces, puddings, meal-replacement drinks, aseptic dairy and fruit, jam and marmalade, soups, ketchups and tomato-based products and salad dressings. Processors also are increasingly finding application for CIP systems in the manufacture of semi-solid foods, such as stews and spreadable cheese.
A majority of food manufacturing operations producing these types of products today have installed CIP systems throughout the plant because they are efficient, cost effective and provide effective cleaning of cracks and crevices to reduce the formation of biofilms and growth niches where pathogens and other bacteria can survive. A major advantage of CIP is that it requires less labor since dissassembly, manual brushing or scrubbing, rinsing, reassembly and final sanitizing steps are not required. CIP systems also pose little risk to workers, if the system is properly maintained and operated. Due to automation of the method, CIP is very effective at containing chemical costs, lowering labor costs, minimizing repair and maintenance to equipment, and allowing the reuse of cleaning solutions.
In general, a CIP operation involves the following steps:
• Removal of any small equipment parts that must be manually cleaned, making sure that CIP and processing components are clearly segregated.
• Cool temperature water (<80F) is used to pre-rinse the equipment lines and piping to remove gross soil and to minimize coagulation of proteins.
• After the pre-rinse water is flushed from the lines, the appropriate cleaner solution or treatment is circulated for a requisite period of time to remove any soil, chemical or other residues. This step is followed by another water rinse.
• The final step is application of a sanitizing agent or method just prior to operation of the equipment. In aseptic operations, this step will be programmed into the system. Sanitizing can be with a chemical rinse or by the circulation of hot water. Hot water is used at high temperatures for CIP of equipment lines on which low-acid products are produced, and acidified water is used in those operations producing acidified or acid-containing products.
Before plant engineers can begin to design a CIP system for an operation, they have to be able to evaluate the manufacturer’s process thoroughly to determine what is going to work for each particular operation. Both the processor and suppliers need to understand the products being processed, the water chemistry involved and the operating parameters. There are several criteria the food processor should consider when installing, operating or improving upon existing CIP systems to assure that they are effective and in control:
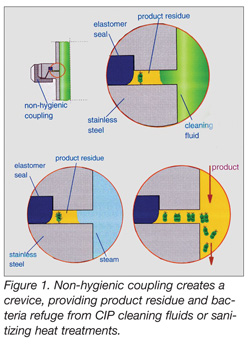 Tip 1. Use vessels that are right for the process. The old adage, “You can’t sanitize a dirty surface,” applies to CIP processes and as such, vessels used should be of sanitary design. Tank sanitary design includes smooth and continuous welds, self-draining and internal surfaces that are round or tubular, not flat, with no ledges or recesses, to prevent accumulation of soil that cannot be removed. It is important that tanks are properly vented, are self-draining and that the floor of the vessel allows for fast flushing. Figure 1 aptly illustrates the the contamination that can occur when equipment components such as coupling is not of sanitary design.
Tip 1. Use vessels that are right for the process. The old adage, “You can’t sanitize a dirty surface,” applies to CIP processes and as such, vessels used should be of sanitary design. Tank sanitary design includes smooth and continuous welds, self-draining and internal surfaces that are round or tubular, not flat, with no ledges or recesses, to prevent accumulation of soil that cannot be removed. It is important that tanks are properly vented, are self-draining and that the floor of the vessel allows for fast flushing. Figure 1 aptly illustrates the the contamination that can occur when equipment components such as coupling is not of sanitary design.
If the only treatment materials that will be used in or flow through the system during CIP are rinse water and cleaning solution, a two-tank system will likely be adequate. If your process requires an additional function, such as an acid wash or retention of final rinse water, a three-tank or return pump system is warranted. Since CIP systems vary in application and sophistication, check with CIP equipment manufacturers to ensure that a system is right for your operation.
Also make sure that there are a sufficient number of tanks for the cleaning solutions used and that they can contain sufficient quantity, about 50 percent more solution, than required to avoid running out of solution. Similarly, check that the spray balls used to deliver the cleaning agents to the interior surfaces of the equipment are actually appropriate for the tanks in which they are employed. Spray balls are designed to work within specified conditions and parameters involving flow rate, pressure and shape of the tank(s) in the circuit. If the spray balls are tampered with, damaged or not maintained in good condition, the distribution of the cleaning and sanitizing chemicals will be ineffective.
Tip 2. Identify and use the right cleaning chemicals and sanitizing solutions. It is essential that the right cleaner be employed in CIP systems. The chemical solution or treatment used in the CIP system must be capable of reaching all surfaces, and the surfaces are ideally made of stainless steel, not softer metals. It is recommended that cleaning solution be changed approximately every 48 hours, where applicable.
Some common types of cleaners and sanitizers used in CIP systems include:
• Hypochlorites (potassium, sodium or calcium hypochlorite). These sanitzing agents are proven sanitizers for clean stainless steel food contact surfaces but the processor needs to maintain strict control of pH and concentration levels. Hypochlorites can be highly corrosive, and when improperly used, produces corrosive gas above 115F.
• Chlorine Gas. Like hypochlorites, chlorine gas is effective in CIP applications when used as a sanitizer for clean stainless food contact surfaces and requires tight pH and concentration control by the processor. It can also be highly corrosive to stainless steel, and when improperly used, produces corrosive gas above 115F.
• Peracetic Acid. Peracetic acid is a combination of hydrogen peroxide, acetic acid (vinegar) and a minute amount of stabilizer that form a strong oxidizing agent. These sanitizers are effective against all microorganisms, including spoilage organisms, pathogens and bacterial spores. Characterized by a strong odor such that you may want to use in well-ventilated areas, peracetic acid solutions are effective over a wide pH range and can be applied in cool or warm water in CIP systems or as sprays/washes in COP processes to all food contact surfaces in the plant.
• Chlorine Dioxide. If the production line is soiled with high organic loads, such as those found in poultry or fruit processing, chlorine dioxide is good to consider for use in the CIP system. This is because chlorine dioxide is effecive against all types of microorganisms even when organic matter is present on interior surfaces. However, preparation of this chemical should be automated because of its corrosiveness in acid solution.
• Acid Anionic (organic acids and anionic surfactant). The combination of an acid with surface-active agents produce a cleaning, rinsing and sanitizing solution that is ideal in CIP systems in which the removal or control of water hardness films or milkstone (such as in dairy processes) is critical. Acid-anionic surfactants are effective against most bacteria, and are odorless, relatively nontoxic and noncorrosive to stainless steel.
• Ozone. Approved by FDA for use on food contact surfaces, ozone-enriched water systems recirculate treated water through piping and equipment as a sanitizing treatment in CIP systems and processes. Ozone is also used in COP operations, applied as a direct ozonated water spray on food-contact and nonfood-contact surfaces, including equipment, walls, floors, drains, conveyors, tanks and other containers. Ozone-enriched water kills microbes as effectively as chlorine, and since it is generated on-site, its use eliminates the need for personnel to handle, mix and dispose of harsh chemicals for sanitation. Ozone readily reverts to oxygen, an end-product that leaves no residue on contact surfaces.
Tip 3. Use the correct flow rate. For any CIP system to be effective, flow through the system must be at a high enough volume to assure that the flow is turbulent, since the turbulence is the mechanical action by which the interior surfaces of the equipment and piping is essentially “scrubbed.” This means the flow must be greater than 5 ft. per second. To achieve this flow rate, operators need to understand their specific processing system. To do this, make sure that pump sizes are sufficient for the size of the tank or length of pipes to be cleaned. The rule of thumb is that the pump can produce a flow rate four to five times the rate of the product flow.
For example, turbulent flow may be achieved in a one-inch pipe at a flow rate of 24 gallons per minute (gpm), whereas a four-inch pipe requires a flow rate of 180 gpm. The same holds true for tanks, ovens or other large vessels. To calculate proper flow in a tank, take the circumference in feet times two. This will give the user a minimum flow in gpm needed to clean the tank and sufficient volumes of cleaner flowing down the sides of the tank for turbulent flow.
Tip 4. Don’t forget the connections. It is important that all connections in and to CIP systems are properly cleaned. As recommended in the 3-A Accepted Practices for Permanently Installed Sanitary Product Pipelines and Cleaning Systems, all connections between a cleaning solution circuit and product must have a complete physical separation or be separated by at least two automatic valves with a drainable opening (equal to the area of the largest pipeline opening) to atmosphere between the valves. It is a good idea to loosen line connections during the CIP process to allow for cleaning around the gasket.
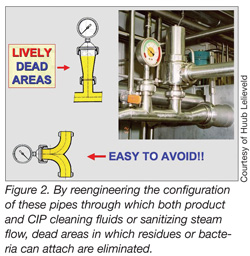 In addition, avoid creating dead-ends “or “lively dead areas,” which create difficult-to-clean sections of pipe (Figure 2), and ensure that the CIP system does not operate with parallel cleaning circuits or variable pipe diameters since both may reduce solution flow rates below 5 ft. per second.
In addition, avoid creating dead-ends “or “lively dead areas,” which create difficult-to-clean sections of pipe (Figure 2), and ensure that the CIP system does not operate with parallel cleaning circuits or variable pipe diameters since both may reduce solution flow rates below 5 ft. per second.
 Tip 5. Monitor and verify. All too frequently, sanitation crew, managers and even process engineers rely too heavily on the fact that CIP systems or circuits are automated, believing that this automation translates into “automatic” process control. However, the only way to really know if the CIP system is working effectively is to monitor and validate the system’s components. Figure 3 shows why this is critical. In other words, although the CIP unit typically features a computer-controlled monitoring system, it is imperative that the mixing and metering of chemicals is monitored by routinely checking chemical concentrations, pH levels and monitoring pump and metering device performance. This can be accomplished by using rapid screening microbiological, chemical and environmental hygiene tests such as ATP bioluminescence swabs or devices near any openings to interior surfaces throughout the CIP cleaning shift. ATP can be used on exposed surfaces (fillers) or on rinse water to confirm the presence of organic material. These verification tests can also be applied to the CIP system connections such as gaskets, which should be checked regularly to verify the effectiveness of the cleaning program.
Tip 5. Monitor and verify. All too frequently, sanitation crew, managers and even process engineers rely too heavily on the fact that CIP systems or circuits are automated, believing that this automation translates into “automatic” process control. However, the only way to really know if the CIP system is working effectively is to monitor and validate the system’s components. Figure 3 shows why this is critical. In other words, although the CIP unit typically features a computer-controlled monitoring system, it is imperative that the mixing and metering of chemicals is monitored by routinely checking chemical concentrations, pH levels and monitoring pump and metering device performance. This can be accomplished by using rapid screening microbiological, chemical and environmental hygiene tests such as ATP bioluminescence swabs or devices near any openings to interior surfaces throughout the CIP cleaning shift. ATP can be used on exposed surfaces (fillers) or on rinse water to confirm the presence of organic material. These verification tests can also be applied to the CIP system connections such as gaskets, which should be checked regularly to verify the effectiveness of the cleaning program.
The water used in CIP processes must be continously monitored and verified. For example, monitoring and testing water chemistry is imperative because CIP spray balls may be compromised due to water hardness or turbidity. Hard water can precipitate on surfaces and clog holes, compromising flow and coverage. At the end of the day, if the water used in the cleaning process is not clean, the system cannot effectively clean (to a microbiological level) the equipment, pipes and tanks. Processors can and should do chemical tests on rinse water to ensure that residual cleaner and/or sanitizer is properly removed.
Similarly, water and cleaning solutions must be monitored for temperature to achieve process control. In CIP operations, the temperature of the solution is commonly measured, monitored and recorded via in-system computer controls. To verify that temperatures recorded are accurate, line personnel can use integrated software-driven data loggers and similar portable devices to randomly check solution temperatures during the CIP process.
Out of Place But In Control
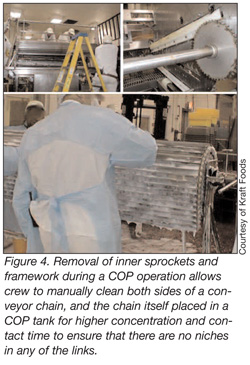 No matter how advanced and automated the CIP system is, there is always a need to clean the parts of production equipment not exposed to the cleaning process. There are pieces of equipment that simply cannot be cleaned where they are used, including piping, fittings, gaskets, valves or valve parts, filler parts and surfaces such as guides or shields, tank vents, tray pack, grinders, pumps, and product handling utensils such as knives. To properly clean and sanitize these units or parts, COP is employed to clean tear-down parts of processing and packaging equipment that require disassembly for proper cleaning (Figure 4). Because COP is essentially the systematic manual cleaning and sanitizing of production equipment that must be dissassembled in many cases, specific attention must be paid to cleaning underneath and around gaskets, o-rings, samll pipes and other small surface cavities, gaps or other niches and harborage points in which potentially harmful residue and bacteria may accumulate.
No matter how advanced and automated the CIP system is, there is always a need to clean the parts of production equipment not exposed to the cleaning process. There are pieces of equipment that simply cannot be cleaned where they are used, including piping, fittings, gaskets, valves or valve parts, filler parts and surfaces such as guides or shields, tank vents, tray pack, grinders, pumps, and product handling utensils such as knives. To properly clean and sanitize these units or parts, COP is employed to clean tear-down parts of processing and packaging equipment that require disassembly for proper cleaning (Figure 4). Because COP is essentially the systematic manual cleaning and sanitizing of production equipment that must be dissassembled in many cases, specific attention must be paid to cleaning underneath and around gaskets, o-rings, samll pipes and other small surface cavities, gaps or other niches and harborage points in which potentially harmful residue and bacteria may accumulate.
 Cleaning knives or spoons that are used in a plant’s dishwasher would be considered a COP operation. In food plants, a common use of the COP cleaning method involves pieces of equipment that are small, complex and otherwise hard to clean. They are dissembled, rinsed and then cleaned and sanitized. COP may occur in a sink with a worker scrubbing to clean, or in tanks specially designed for COP (Figure 5). In these tanks, detergent and agitation are used to clean the equipment in question. Sanitizing may be done using hot water or chemical sanitizers. Small items, such as valves, sanitary fittings and such, can be placed in cages and cleaned with larger items. Options include doing a rinse, hot water wash with detergent, rinse and soak in sanitizer. Operators can also sanitize COP items by raising the second rinse temperature and holding for 15 minutes at >180F.
Cleaning knives or spoons that are used in a plant’s dishwasher would be considered a COP operation. In food plants, a common use of the COP cleaning method involves pieces of equipment that are small, complex and otherwise hard to clean. They are dissembled, rinsed and then cleaned and sanitized. COP may occur in a sink with a worker scrubbing to clean, or in tanks specially designed for COP (Figure 5). In these tanks, detergent and agitation are used to clean the equipment in question. Sanitizing may be done using hot water or chemical sanitizers. Small items, such as valves, sanitary fittings and such, can be placed in cages and cleaned with larger items. Options include doing a rinse, hot water wash with detergent, rinse and soak in sanitizer. Operators can also sanitize COP items by raising the second rinse temperature and holding for 15 minutes at >180F.
The basic steps in a COP operation include:
• Dry cleaning to remove dust, soil and other debris from the equipment to be cleaned and the area in which COP tasks will take place.
• A pre-rinse of the equipment and area on racks or in COP tanks.
• Soap and scrub the equipment and equipment components in COP tanks or vessels.
• Post-rinse parts to remove residual detergent or cleaning chemicals.
• Conduct pre-operational procedures and sanitize any equipment components that are not accessible once reassembled. Reassemble the equipment.
• Sanitize the reassembled equipment with a sanitizing agent or heat treatment.
Although the following tips for effective COP may seem obvious, they are well worth review:
Tip 1. Conduct COP tasks in order. It is important to understand that sanitation is a sequence of steps that build from the successful completion of the previous steps. In particular, COP practices, which involve multiple individuals working in the same area, multiple small parts to be cleaned and multiple sanitation steps for each item to be cleaned, are ineffective when steps are not taken in sequence. For example, it is not difficult to understand that the level of cross-contamination risk is raised if personnel are not all working at the same step at the same time. If one individual in that area is doing a final rinse while another person is doing a pre-rinse and the equipment is adjacent to each other, there is a risk of overspray from the unsanitized surface to the sanitary one.
Tip 2. Consider using basket or tote washers. Another COP system that is of great value is comprised of basket or totes washers. Companies, such as those in the fresh-cut industry, who use a large number of small containers in their process operations should look at these units. The container is simply loaded onto the system and it passes through the unit where it is rinsed, washed and rinsed. The cleaned containers should then be stacked so that they will not become recontaminated. These washers may also be used for steel trays, pots or totes used in meat operations. A washer like this is usually much more effective than having an employee individually clean each and every tote, basket or pot.
Tote washers, in particular, are usually desinged to filter debris and reuse water, which can translate into reductions of water and chemical usage.
Tip 3. Use a tank rather than a rack. Parts removed for cleaning are either placed on a rack for cleaning or placed in a COP circulation tank and cleaned using a heated chemical solution and agitation. There are advantages to using a tank versus a rack, including:
• Parts may be cleaned all at once rather than individually which can be a time saver.
• The ideal vat or tank is stainless steel and sufficient size to fully submerge all parts, and will have smooth welds and no dead spots so that it will not be a source of contamination itself
• After dry cleaning major soil off the parts, they are placed in the tank and water is added to the tank that is either hot (125-130F) or will have steam injected to achieve that temperature.
• Once the cleaning chemical is added, turbulence will be created, either from steam or mechanical means to aid in loosening soil.
When parts are clean, rinse thoroughly with clear potable water, inspect and sanitize. Parts may either be reassembled or stored on a rack until ready for use. One caution: Many COP operations are carried out by staff on production floors. They will literally work on the floor or on temporary tables. While the equipment and componenets may get clean, control is questionable.
Tip 4. Make sure the mechanical action tools used in COP tasks do not contribute to potential contamination. Since COP requires manual washing, or scrubbing, by staff for adequate soil removal and cleaning, the tools used take on critical significance. Make sure that cleaning brushes are rugged, made of non-absorbent material with bristles that are resistant to retaining soils and that dry quickly. Hand brushes and floor brushes should be color-coded to ensure that those designated for use on food contact surfaces are not used on non-food contact surfaces. The same goes for buckets, pails, utensils and other cleaning tools that are portable. These tools should undergo specific cleaning and sanitizing, as well, either with chemicals in a dedicated wash-and-rinse sink unit or via heat treatment.
Work with the Experts
In general, the key to success in any endeavor can be summed up as follows: The easier it is to do something, the more likely it will be done and done right. With regard to increasing the effectiveness of the food plant’s CIP and COP systems, the processor that understands the products being processed, the water chemistry involved, and the operating parameters will enhance the plant’s ability to simplify the cleaning and sanitizing process. Communicating this knowledge to and working with CIP and COP equipment suppliers and chemical solutions and treatment suppliers to set up systems and procedures that mesh with these considerations will help ensure that your regimen is easy to perform, monitor and verify that this aspect of the process is in control.
Richard F. Stier is a consulting food scientist with international experience in food safety (HACCP), food plant sanitation, quality systems, process optimization, GMP compliance and food microbiology. He can be reached at rstier4@aol.com.
Michael M. Cramer is Director, Quality Assurance with Windsor Foods Co., headquartered in Houston.



