As far back as 1986, the U.S. Food and Drug Administration published a status report entitled Dairy Products Initiatives Preliminary Status Report.[1] In it, a statement was made that “Airborne contamination is strongly suspected as the cause of some pathogenic contamination. A comprehensive assessment of the air supply and utilization, both processing and ventilation air, should be conducted.”
Since that report was issued, we have seen many cases where unfiltered air and negative air pressure in plant areas where product is exposed have been shown to be the larger causes of microbiological contamination of product in process. Heating, ventilation and air conditioning (HVAC) systems are as important to sanitary design as the design and construction of floors, walls, ceilings and equipment.
Air Flow Design
A major consideration during the design of a food processing facility, especially a ready-to-eat (RTE) or one that is even close to being a RTE product, is the establishment of positive air pressure zones. These zones can be the same as, larger than or smaller than the established sanitation and product safety zones mandated in designing and building the food processing plants of 2011 and beyond. The air pressure zone with the highest positive pressure should be the area where the product is last exposed to open air. Normally, this area is after any kill step and where the prepared or formulated product is packaged and sealed. If there is no kill step, then the entire area from the trimming and washing step to packaging must be maintained as a positive pressure, highly filtered air zone.
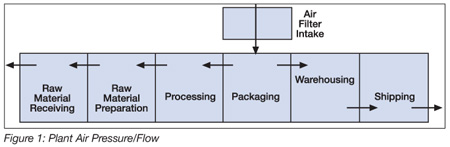 The air from this zone flows outward to the processing area to the raw material preparation area to raw material reception (Figure 1). In the other direction, the air flows from packaging to the warehouse to shipping and out the loading dock doors. The air should flow from one area to another at about 300 feet per minute. If the HVAC system is correctly designed, whenever an outside door is opened, a person can feel the air stream exit the building. Additionally, dust collection systems perform better if used in an area under a positive pressure.
The air from this zone flows outward to the processing area to the raw material preparation area to raw material reception (Figure 1). In the other direction, the air flows from packaging to the warehouse to shipping and out the loading dock doors. The air should flow from one area to another at about 300 feet per minute. If the HVAC system is correctly designed, whenever an outside door is opened, a person can feel the air stream exit the building. Additionally, dust collection systems perform better if used in an area under a positive pressure.
Unfortunately, older plants and many of the newer plants have so many exhaust fans that they create negative pressure within the facility. In a negative air pressure situation, whenever an outside door or window is opened, the incoming breeze brings air containing water, dust, chemicals, bacteria, mold, insects, off odors and other debris that can contaminate the food and food contact surfaces. With negative air pressure in the plant, the processor has absolutely no control over what the air in the facility contains since air not only enters through open doors, windows, etc., but also any cracks, crevices or other openings in the plant enclosure. Microorganisms exist in air as passengers, within moisture droplets and as isolated organisms. A continual influx of unfiltered air makes the overall cleaning and sanitation of the plant, equipment, overhead pipelines and other structural features much more difficult. It can contaminate product as well.
Outside air makeup is usually needed and can be blended with reused, filtered inside air. This makes it easier to maintain the recommended positive-pressure condition of 10% over the designed exhaust capacity of the HVAC systems. The U.S. Department of Agriculture previously mandated a minimum of six air turns per hour for meat processing facilities. They no longer have that requirement. Today, Hazard Analysis and Critical Control Points-controlled RTE product processing facilities often have 20 to 25 or higher air turns per hour. Air turns remove off odors, steam and other airborne contaminants and filter them out in the recycle process. The actual number of air turns depends on the type of processing taking place in the plant and must be designed by a competent HVAC engineer to fit the facility and the process.
The air intakes and design of the ductwork are key elements in the sanitary design of the entire HVAC system. The ideal system is to install any necessary ductwork above a walk-on ceiling. This keeps the ductwork out of the processing areas and provides access to the ducts without interfering with the processing operation. In older plants, a walk-on ceiling is sometimes not feasible due to the type of construction and existing lower ceilings. Thus, the ducts must be suspended under the ceiling and over processing areas. If this is the case, then the ductwork should be round to minimize dust and dirt collection at the top of the duct. However, if square or rectangular ducts are chosen, they should be installed tight to the ceiling and caulked to prevent access to the top of the duct by insects, etc. If they cannot be installed tight to the ceiling, they should have sloped or rounded tops to make them easier to clean. The duct itself must have cleanout doors every 5 to 6 feet to permit cleaning the duct interiors. If the ducts are to be insulated, they must be double-walled with a good closed-cell insulation sealed in the wall. Under no circumstances should there be open insulation inside the ductwork. It becomes wet from condensation, traps dirt and can spread contamination throughout the plant since it is impossible to clean. Swab tests should be performed on the duct interiors (both above and below ceiling installation) on a periodic basis to track microbial counts. In addition, the plant should have access to, and use, an air tester to determine whether any microbes are getting past the plant filtration system and as an additional check on the cleanliness of the air ducts.
Air Filtration
The degree of filtration for incoming air depends greatly on the type of product or products being processed. Highly micro-sensitive products will require the highest filter standards. A well-designed system will circulate the room air according to the number of air turns discussed previously. Air is returned to the HVAC unit, mixed with make-up air, filtered through a coarse filter [usually around a minimum efficiency reporting value (MERV) 7 or 8], passed through a refrigeration step and then given a final filtration at a minimum MERV 11 level. Highly micro-sensitive RTE products will have final filters at the MERV 14 to 15 levels. This MERV rating is in the high-efficiency particulate air filtration range of over 99% filtration at the 1-micron or smaller level.
Air Intake
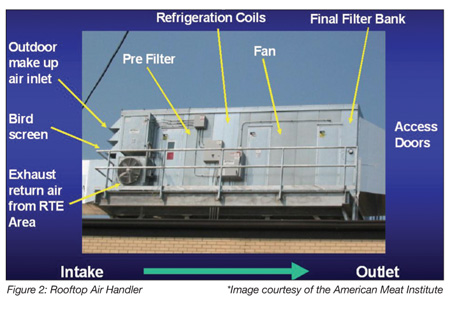 Air intake units separate from an installed HVAC unit are usually installed on the roof of a facility (Figure 2). These intakes should also be filtered to the degree demanded by the quality of the incoming air and the contamination potential of the product being produced in the plant. These air intake units should be easily accessible for frequent cleaning to prevent interruption of the airflow. The design of any exhaust stacks and their location in relation to the intake air equipment is an important design issue. The exhaust stacks should have a hood to keep out rain, snow and to prevent downdrafts. The openings should have a noncorrosive insect screen with a half-inch mesh over them. A well-designed stack has a self-closing damper to close it off when not in operation.
Air intake units separate from an installed HVAC unit are usually installed on the roof of a facility (Figure 2). These intakes should also be filtered to the degree demanded by the quality of the incoming air and the contamination potential of the product being produced in the plant. These air intake units should be easily accessible for frequent cleaning to prevent interruption of the airflow. The design of any exhaust stacks and their location in relation to the intake air equipment is an important design issue. The exhaust stacks should have a hood to keep out rain, snow and to prevent downdrafts. The openings should have a noncorrosive insect screen with a half-inch mesh over them. A well-designed stack has a self-closing damper to close it off when not in operation.
The location of the stack on the roof should not cause the exhaust air to be picked up by the intake ducts. A good design places the exhaust stack higher than, and ideally downwind of, the intake ducts. When renovating older plants and adding equipment that requires ventilation, care must be taken in placement of the exhaust and/or the intake units so that the intake units are not in line with the dirty air exhaust ducts. Small oversights like the misplacement of these units can and do cause contamination problems in food processing plants that sometimes take months and many dollars to track down.
Ideal Air System
The ideal air system can be summarized as follows:
• It cools or heats to the degree required
• It humidifies and/or dehumidifies to the degree required
• It filters for clean air
• It keeps air ducts out of the processing room
• It is not a source of contamination
• It distributes the air to the necessary places
• It pressurizes the room
Cold Room Cleaning
One last idea for the processor utilizes cold room processing. When cleanup time comes at the end of a processing shift or shifts and hot water is utilized to clean the equipment and processing room, a heavy fog develops. This fog is not only dangerous for the cleaning workers but also creates a lot of condensate on the equipment, ceilings, walls and any cold surface in the room. The solution to this is the following: At the end of the processing shift, immediately turn off the refrigeration and turn on the heaters. Heat the room up to around 80 °F. Then, start the washdown procedure. Much less fog will be produced, and a faster cleaning/sanitation process will result. As soon as the hot water cleaning is finished, turn off the heat, start up the exhaust fans and turn on the refrigeration. Sweep all that moisture-laden warm air out of the room and start the cool-down process. This will not cause a more expensive cool-down because cold air holds relatively less moisture than warm air and quickly becomes saturated. It will cost less to cool down a partially saturated warm room than a completely saturated cold room due to the latent heat of water. It will also save time and money when you do not have to wipe down condensate from overhead areas and from the equipment prior to startup.
Don Graham, president of Graham Sanitary Design Consulting, LLC, has provided sanitary design consulting services to the food industry since 1998. He can be reached at grahamdj@prodigy.net or 517.796.1733.
Reference
1. Food and Drug Administration Center for Food Safety and Applied Nutrition Division of Cooperative Programs Milk Safety Branch. 1986. Dairy Products Initiatives Preliminary Status Report. Washington, DC.
In-plant Air Handling and Food Safety: There Is a Connection




