
The European Hygienic Engineering and Design Group (EHEDG) provides practical guidance on the hygienic engineering aspects of manufacturing safe and wholesome food. Founded in 1989, it is a consortium of equipment manufacturers, food companies, research and educational institutes as well as public health authorities whose common aim is to promote hygiene during the processing and packaging of food products.
The principal goal of EHEDG is the promotion of safe food by improving hygienic engineering and design in all facets of food manufacture. This is done by developing and publishing recognized guidelines on hygienic design for food processing machinery and equipment as well as on related principles and testing methods. This work is done in EHEDG Subgroups consisting of specialists from equipment manufacturers, food producers, health authorities and academia.
EHEDG actively supports European legislation, which requires that handling, preparation, processing and packaging of food is done hygienically using hygienic machinery and in hygienic premises (EC Directive 2006/42/EC, EN 1672-2 and EN ISO 14159). EHEDG also cooperates with other scientific and standard-setting organizations worldwide.
The international scope of EHEDG makes it necessary and useful to distribute EHEDG activities across the globe to benefit both industry and food safety in those countries (about 600 experts in 24 countries). There are a number of regional sections that have been established or are in the process of being founded in different countries in order to exchange expertise: EHEDG makes its know-how available, and the regional groups actively cooperate in EHEDG work.
These groups provide the following:
• Dissemination of EHEDG guidelines in the local language(s)
• Feedback to EHEDG International about local affairs and new developments
• An advisory function to legislators and standards organizations
• A networking platform for local experts in hygienic design
EHEDG disseminates knowledge in hygienic design through local training, seminars, conferences and events. Equipment certification developed and carried out in various EHEDG test institutes is setting recognized quality standards and is sought by manufacturers aiming to design equipment in accordance with the highest hygienic standards.
EHEDG is grateful for the continued support of its members, whose help is essential in achieving the long-term goal of applying hygienic engineering to help prevent food hygiene problems. These companies, institutes and organizations are committed to maintaining a high level of food safety and to improving the overall image of the industry in the eyes of the consumer.
To give examples of international EHEDG work, following are short summaries of what the new regional group in Japan is doing and of the workings of the EHEDG Subgroup on Design Principles.
Activities of EHEDG Japan
In May 2008, the EHEDG Japan Secretariat was established within the Japan Food Machinery Manufacturers’ Association (JFMA) with complete cooperation of the association. The JFMA, a public-service corporation, was set up in 1948 to help Japan’s food machinery industry progress and develop, and to improve food safety as a result. Every year, the association holds the “FOOMA Japan,” a comprehensive exhibition of Japanese food processing machinery. With respect to the safety and hygiene of food processing machinery, the association is engaged in formulating the Japanese Industrial Standard (JIS) for the safe and hygienic design of food processing machinery in the Type C standard; preparing various guidebooks that give explanations on the use of international safety standards; and providing seminars on practical work for safe and hygienic design.
Work on the EHEDG Guideline
In Japan, measures are being implemented to make the JIS consistent with the ISO/IEC standards, in accordance with the World Trade Organization’s Technical Barriers to Trade Agreement. EHEDG Japan considers it important that the ISO 14159 Standard for hygienic design has been prepared with reference to EN1672-2 and the EHEDG Guideline, and believes that the EHEDG Guideline plays a major role in appropriately reducing hygiene risks.
EHEDG Japan also forecasts that more and more companies will use the EHEDG Guideline in their design process. Given this, their immediate objective is not only to translate the Guideline into Japanese, but also to train specialists to be able to explain the Guideline appropriately and to provide customized training courses on the Guideline.
In Japan, it is not common practice for companies to share their concepts for excellent hygienic structure in the form of a standard or a guideline. To further develop technologies for the safe and hygienic design of food processing machinery, EHEDG Japan wishes to establish a forum for information exchange that will support engineers within Japanese companies that manufacture food products and food processing machinery.
Regional Work
Last year, EHEDG Japan prepared flyers in Japanese and handed them out at FOOMA Japan 2009 (sponsored by the JFMA). During the exhibition, a seminar with President Knuth Lorenzen as a lecturer was held on “Hygienic Structures Applicable to General Food Processing Machinery,” as stated in the EHEDG Guideline.
So far, EHEDG Japan has completed preliminary translation of 36 documents. However, each company uses different and specialized terminology for the hygienic structure, which makes it necessary to take the extra time required to standardize such terminology first.
EHEDG Japan has established Subgroup 1, consisting of nine members, which is currently working on finalizing Japanese versions of the EHEDG Glossary and Document 8. After completing the standardization of terminologies for a hygienic structure, EHEDG Japan will set up subgroups by category, under the leadership of each member. The subgroups are expected to finalize the Guideline in Japanese, using common terminologies.
Subgroup on Design Principles: New Guideline on Aseptic Food Manufacturing
Recently, consumer demand has increasingly tended toward preservative-free, “natural” food products with additional benefits in wholesomeness, nutrition, high quality and long shelf life. Some processes, such as cold aseptic filling, are able to meet these requirements for microbiologically sensitive products, which would suffer severe deterioration in quality if conventional manufacturing methods were used. Aseptic processing allows implementation of the previously mentioned, consumer-oriented product benefits with no additional thermal stress and no added preservatives.
On the other hand, products that are not self-protected or stabilized by virtue of low water activity, low pH or alcohol level in their formulations must be sterilized during processing or before packaging because of the inherent microorganism content that limits their shelf life.
Sterilizing procedures for food products and packaging materials require specific aseptic equipment and process lines. They must also be easily cleanable and sterilizable, and protected against recontamination by microorganisms during operation. Particularly in cases of open processes, such as aseptic packaging, the product-contact area includes both the interior and exterior surfaces of the equipment as well as the environmental areas (up to defined boundaries).
Overview of Document 39
Basic requirements on cleanability are described in several EHEDG guidelines. Document 39 identifies basic aseptic requirements that can be applied to eliminate or reduce hazards that adversely affect the safety and/or quality of food during aseptic processing. The document is applicable to durable equipment and relevant areas used for batch or continuous, open or closed process operations.
To guarantee aseptic conditions for food product manufacturing, it is necessary to design aseptic areas to be cleanable and sterilizable. In addition, the design of the whole system must enable sterile conditions to be maintained over the intended period of production. If the aseptic integrity of the system is lost or compromised, the operators should be alerted by either an alarm circuit or automatic shutdown.
The requirement of “sterilizability” is defined as the ability of clean areas to be free from all viable microorganisms, including bacterial spores. Because this state of sterility cannot be reached in practical processing, “commercial sterility” should be the goal. Commercial sterility means the condition achieved by a sterilization process “that renders areas free of viable microorganisms having public health significance, as well as microorganisms of non-health significance, capable of reproducing in the food under normal, non-refrigerated conditions of storage and distribution.”
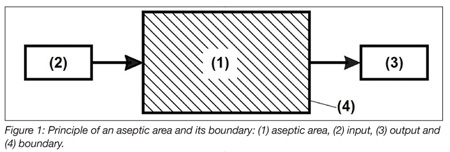 An important section of the document deals with definitions and requirements for different types of aseptic areas (Figure 1). Closed processes include all interior product-contact surfaces of the equipment, whereas open processes include interior and exterior product contact surfaces of the equipment as well as the relevant environmental areas. Aseptic areas are surrounded by boundaries that must prevent the ingress of microorganisms for sterility. They can be “completely” tight (e.g., surfaces of walls, welded seams, detachable connections or hermetic seals). Boundaries that cannot completely avoid ingress of microorganisms are, for example, dynamic seals for reciprocating or rotating motion; micro filters for products, water, air, etc.; and decontamination sluices used for charging or discharging product, equipment, air, packing materials and operators.
An important section of the document deals with definitions and requirements for different types of aseptic areas (Figure 1). Closed processes include all interior product-contact surfaces of the equipment, whereas open processes include interior and exterior product contact surfaces of the equipment as well as the relevant environmental areas. Aseptic areas are surrounded by boundaries that must prevent the ingress of microorganisms for sterility. They can be “completely” tight (e.g., surfaces of walls, welded seams, detachable connections or hermetic seals). Boundaries that cannot completely avoid ingress of microorganisms are, for example, dynamic seals for reciprocating or rotating motion; micro filters for products, water, air, etc.; and decontamination sluices used for charging or discharging product, equipment, air, packing materials and operators.
To explain the problem with “not completely” tight boundaries in detail, it must be considered that, for example, single dynamic seals cannot be used for closed equipment because microorganisms may be transported through the sealing location as a result of movement. In addition, sterile filters that regularly have product running through them, or other process media, must serve as a barrier to microorganisms. However, microbes may accumulate at the inlet of the filter and grow through the filter, creating a risk of product contamination.
For open processes, the external surfaces of the machinery and the environment within the aseptic area have additional influence on the required aseptic conditions. It is possible for surfaces to be contaminated by residues of splashed product and microorganisms, either directly or indirectly. Another source may be sterile air filters that cannot completely avoid the ingress of microorganisms into aseptic areas (as explained previously).
To protect the environment of an aseptic open process, it must be surrounded by physical borders to create an aseptic compartment. The area is described as a high hygiene zone, with additional requirements related to the aseptic characteristics. The compartment should contain the essential process equipment and be limited in size to reduce the risk of contamination. It must be designed so that all interior surfaces are easy to clean and sterilize, and so that penetration can be avoided during processing.
In the course of aseptic manufacturing development, cold aseptic filling lines were situated in relatively large aseptic compartments, called cleanrooms, which can be entered by operators. In this case, the clothing of operators must meet the same requirements for sterilizability as the compartment (i.e., the garments must be aseptic). Because of the high contamination risk, it is recommended that only a minimum number of employees are present in those areas.
Modern compartment designs exclude staff access. In this case, employees must use hermetically sealed gloves to handle equipment that is placed inside. Those aseptic compartments are called “isolators.” They can be cleaned and sterilized in place.
To avoid contamination of aseptic compartments, material, media and staff must pass through sluices for decontamination. They must have one closable opening to the lower hygienic area and one to the aseptic area. The two openings must never be opened at the same time. Examples of additional equipment used as boundaries of aseptic compartments, as well as specific requirements, are also discussed in the document.
Within aseptic areas, the relevant clean surfaces must make complete contact with the chosen sterilizing medium for the prescribed length of time to assure the efficiency of the sterilization procedure. Physical methods—such as saturated or superheated steam, heat, (pressurized) hot water and radiation—as well as chemical methods involving disinfectants, such as halogens (e.g., chlorine), hydrogen peroxide, peracetic acid or quaternary ammonium compounds, can be applied.
It is evident that the cleanability and sterilizability of all aseptic process equipment and of the aseptic compartments must be validated. Document 39 has been recently published as an EHEDG Guideline to complete the essential basic requirements for aseptic design of closed and open equipment (Guidelines 10 and 13). When sensitive food must be processed in an aseptic way, it is essential to eliminate hazards related to durable equipment and relevant areas for closed and open process operations that do not follow aseptic requirements. The document is intended to provide the equipment manufacturer as well as the food industry consistent definitions and rules.
EHEDG Subgroup Work
Guidelines like that discussed above (to date, 39 in all) are drawn up by international groups of experts from user companies, equipment producers and research institutes to promote safe food by improving hygienic engineering and design in all facets of food manufacture. Each subgroup is responsible for an area of expertise, and within each area, certain specific scopes are defined. Experts who would like to contribute their expertise to this process are heartily invited to join EHEDG and do so.
Hiroyuki Ohmura is the EHEDG Chairman of Regional Section Japan.
Gerhard Hauser, Ph.D., chairs the EHEDG Subgroup on Design Principles. He can be reached at +49893191267 or gerhardwrhauser@yahoo.de.



