
“…all of the old smells of a generation would be drawn out by this heat—for there was never any washing of the walls and rafters and pillars, and they were caked with the filth of a lifetime.”
—Upton Sinclair, The Jungle
I’ve read and reread Upton Sinclair’s novel The Jungle, the instant best-selling 1906 report on the dirty, unsanitary and nausea-inducing conditions in the Chicago meat-packing industry at the turn of the century. Within several months of its publication, the public outcry for meat industry reform was at fever pitch and President Theodore Roosevelt, sickened after reading an advance copy, called upon Congress to pass a law establishing the U.S. Food and Drug Administration (FDA). As a direct result of The Jungle, the U.S. set for the first time federal inspection standards for meat and ultimately, the novel led to the enactment and implementation of the Pure Food and Drug Act in 1906. In addition to the sweeping legislative reform and regulatory changes regarding sanitation in food plants, the revolutionary book also served as a powerful wake-up call to the food industry that there was a need for change in sanitation standards and practices that had to begin with institutionalizing these at each production operation making product for public consumption.
One hundred years later, companies in the business of producing food are clearly well-versed in the two simplest, most straightforward reasons for cleaning and sanitizing the food plant. First, federal, state and local agency regulations require some certain frequency at which you must clean your plant. Second, food companies’ food safety and quality assurance departments require the sanitation program to operate at best or better-than practices. These are the simple reasons why a company should keep its plant clean: We have to do it. But when we consider the smart reasons why sanitation should be a priority program in our operations, we see that we want to do it because it is the right thing to do. Through our sanitation programs, we want to:
1. Protect the consumer. Our obligation and responsibility as food manufacturers is to protect our customers. We want to make sure that we don’t hurt people, either through foodborne illness caused by microbial contamination, allergic response to the product, or by physical injury due to foreign material inclusions.
2. Protect the company. We want to protect the company’s good name with consumers. I’ve heard food company sales and marketing personnel say that it takes 10 times as much effort, time and money to regain a customer than it is to keep a customer. If you lose a customer because of a sanitation failure that has resulted in an injury or illness to your customer, it is going to cost your organization a significant amount to get that customer back.
3. Product performance. We know that if we keep the plants clean, especially for those who are producing perishable items, we can get better shelf life and better quality performance out of the product. We avoid spoilage or organoleptic issues, and we satisfy the customer by giving them a product that performs as expected.
4. Economic advantage. There is a bit of debate on shelf life, but certainly if a company can get one more day of shelf life in its product over a competitor’s similar product, the value-added benefit of the longer shelf life of the product will likely be a powerful and differentiating selling point with customers that gives a company a competitive advantage.
All of these benefits can be achieved by using a modified version of the KISS (Keep It Simple, Stupid) imperative, what I like to call the Keep It Simple & Smart Sanitation approach, or KIS[2]S, which involves four basic elements in its successful implementation: use of sanitary design principles; selection and training of sanitation staff; use and continuous improvement of good sanitation practices; and prevention and elimination of biofilms.
The First KIS[2]S: Sanitary Design
Incorporating sanitary design of the facility and production equipment is one of the smartest and most effective means of improving sanitation in the food production environment. It is important to make sure that the equipment or food contact surfaces in the plant do not contribute to the contamination of food products over the course of a production run. For those who deal with complex pieces of equipment, we know that niches and difficult-to-reach areas can harbor food soils, fats grease, proteins and so on that can develop into a microbiological hazard over time. Similarly, for those of us who manufacture or use allergen-containing product, such niches in the equipment can harbor undesirable residues, especially if we’re dealing with dry ingredients like wheat, nuts and soy flours that easily accumulate in these areas, making them difficult to remove when cleaning and raising the odds that allergenic residues will reemerge in products that may not be prepared or labeled with those ingredients.
It is simple and smart to involve plant sanitarians in the selection of new equipment and/or in the planning of facility changes. Unfortunately, the sanitation department is typically the last to find out that a new piece of equipment is being introduced to the production floor or a that a facility redesign is taking place. Consequently, when the operation adds a new piece of equipment that is going to take an hour by itself to be disassembled, cleaned, sanitized and reassembled and that additional hour is not provided in the five-hour period allowed to clean the plant, it is not a good way to make sure that you are effective and efficient in your sanitation activities. Again, it is a good idea to involve the sanitation crew in the selection and planning so they can give you a plant-floor view of what it is going to take to make the most effective adjustments and keep the plant sanitary at best or better-than-best practices levels.
The Second KIS[2]S: Sanitation Staff
Selecting and training the sanitation staff is critical to a simple and smart sanitation program. A successful sanitation program begins with hiring and training of sanitarians. We want to make sure that we have the right people doing the job because the individuals performing the tasks of sanitation are key to the success of the food safety and quality programs. During the interview process, it is important to ascertain whether applicants are physically able to do the job, which frequently requires personnel to work in the middle of the night, in watery, steamy or variable temperature conditions, where they will handle chemicals and perform tasks involving the lifting and moving of equipment and parts. In addition, it is smart to try to determine how conscientious the person is. Although this is difficult, you want to find people who can take pride in the job, who recognize that the sanitation job is important and who are safety-conscious because of their work with chemicals, hot water, steam, heavy equipment, and so on.
There is a variety of simple and smart things the food manufacturer can do to ensure that sanitation crew are well trained, knowledgable and able to accomplish cleaning activities effectively and efficiently:
• Do you involve sanitation staff in the development and writing of sanitation standard operating procedures (SSOPs) and sanitation procedures? Sanitarians can provide you with an invaluable plant-floor view of how well the sanitation methods and systems are working. By involving them in the development of SSOPs, you can immensely enhance the effectiveness of the cleaning and sanitizing program. For example, one way to accomplish this is to have the crew clean a piece of equipment or an area of the plant exactly as your operation’s procedure is written. QA observers and the sanitarians doing the work assess together during the exercise whether or not the procedure is written the way that it needs to be to get the job done, identifying both strengths and weaknesses of the procedure.
• Do you involve the sanitation staff with the cleaning and sanitizing agent chemical supplier? When your chemical supplier or technical representative visits the plant provide sanitarians time to interact with him or her to discuss chemicals, equipment and methods for the job. The chemical supplier should be encouraged to talk wth the sanitarians about their challenges and concerns with cleaning particular pieces of equipment or areas, and to provide them with information about proper use, technique and application strategies. Given the opportunity to interact with the supplier, the sanitation team can point to application areas that need to be improved or changed more effectively than supervisors.
• Do you provide sanitarians with the tools they need to clean? Have you ever entered a meat plant and seen the sanitarians using everyday garden hoses to “clean”? Or a food processing facility in which the sanitarians aren’t given rain suits or aprons and so they take plastic product bags, tear holes in them and pull them over to make their own rain suit. Would you like to know how high the number of chemical burn incidents occurs when employees invent their own work gear? When you look at the costs of paying out claims for such on-the-job injuries versus what it would cost to buy the rain gear, it is a no-brainer. Simple and smart plan? Provide sanitarians with garb, including rain gear, boots, gloves and goggles, to make sure that they are comfortable doing their job and are safe.
• Do you provide sanitarians with adequate time to clean? Production usually drives a plant schedule but unfortunately, when production falls behind it can carry over into sanitation time, reducing it by some amount and consequently production starts up late in the morning and to make it up they finish late again the next evening. Setting a cutoff time for the second shift production, whether they are finished with the run or not, is a good idea to prevent this cycle and support the importance of the cleaning and sanitizing mission.
• Do you recognize the sanitation staff and talk to them about their contributions to the business? Managers or directors should meet with sanitarians regularly and give them information about how they are performing and how they are contributing to the success of the business in direct relation to a job well done. For example, is your operation’s ATP monitoring results improving and you’re getting fewer failures? Are you seeing reductions in microbial counts or in environmental frequency of positives, or is data showing improvements in the shelf life of product? If so, take time to share this good news with sanitarians and recognize them for their efforts.
The Third KIS[2]S: Good Sanitation Practices
Following simple, industry-tested sanitation best practices results in effective and efficient sanitation. Once you’ve established a crew, you want to make sure they are following a sanitation process that follows a time-tested and proven format. Essentially, sanitation is a simple process but to be effective we need to be smart about how we perform the tasks in that process. Here’s a basic outline of simple (and smart) good sanitation practices:
1. Dry pick-up. Use brushes, scrapers, or sweeping to remove as much material as possible. Cleaning and sanitizing chemicals are not designed to cut through gross soils.
Consider whether this be done by production personnel and whether they can start the pick-up process around their area at the end of their shift before the sanitation crew arrives.
2. Initial potable rinse. Rinse equipment and areas from top to bottom with hot water at a temperature of 120F-130F to break up fat and remove visible soils. It is smart to work with the engineering and maintenance crew to make sure you have enough boiler capacity to provide hot water through the entire sanitation process. If the sanitarians run out of hot water hours before they are finished, cleaning with cold water becomes an immediate—and ineffective—option. You should also have a good understanding of the water hardness because it affects the interaction of food soils with the cleaning chemicals used.
3. Apply detergent. Detergent should be applied to equipment and facility surfaces from top to bottom, and an adequate contact time should be determined, which will depend on the type of soils, the type of equipment or surfaces being cleaned and the chemical agent used. Typical contact times are 10 to 20 minutes for cold surfaces and 15 to 30 minutes for hot surfaces.
Also, the use of mechanical action with brushes or scrub pads to help remove soil and prevent formation of biofilms is essential. If you don’t do some type of mechanical action or scrubbing while you are cleaning, you will have to do it later when you try to get rid of the biofilms that are likely to form. Baked-on soils that occur because of changing temperatures during the day, or due to changes in product pH or the nature of the soils, must be removed and the only way to do this is through mechanical action. However, mechanical action must not etch surfaces, which can create niches and grooves that present opportunities for bacterial attachment and growth.
4. Final potable rinse. Again you want to make sure you are using hot water at a temperature of 120F-130F and rinse equipment or plant surfaces from top to bottom. At this step, it is smart to avoid overspray or spray on floors or into drains. Once you’ve got the equipment and plant environment clean do not use high-pressure spray on the floors or in the drains because this can drive bacterial aerosols back up into the atmosphere that will then settle on equipment.
It is a good idea to follow up the potable rinse with an inspection using organoleptic techniques (sight, smell, visual, touch) and biochemical techniques like ATP bioluminescence, which is a very effective tool for environmental hygiene monitoring and verification of cleanliness and santiation. Do the inspection before you release the equipment or production area for the sanitizing step because in the event that you must reclean, you’ve wasted both time and sanitizer agent.
5. Sanitizing. If the cleaning steps are done effectively—which means that the cleaning has reduced the bacterial population to a minimum—sanitizing will be effective in killing any remaining or hidden microorganisms left in difficult-to-reach or otherwise hard to clean areas. Sanitizing is an extra measure of security that cleaning is effective since you cannot sanitize a dirty surface.
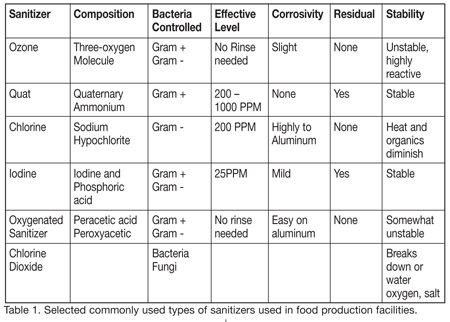 It is smart to carefully select the appropriate sanitizer for the organisms that need to be controlled in the environment. For example, in a meat or poultry processing plant, especially where ready-to-eat products are being produced, the sanitizer of choice is quaternary ammonium because it is very effective against Listeria monocytogenes and Listeria species. In another environment, organisms of concern are different and you might want to select chlorine, or peracetic acid, or some hybrid sanitizer to ensure the destruction of the target bacteria. Table 1 shows some typical food plant sanitizers and factors to consider in the selection process. (Alternating sanitizers is also a recommended sanitation best practice to help prevent development of resistance and to prevent overgrowth by certain microbial strains.)
It is smart to carefully select the appropriate sanitizer for the organisms that need to be controlled in the environment. For example, in a meat or poultry processing plant, especially where ready-to-eat products are being produced, the sanitizer of choice is quaternary ammonium because it is very effective against Listeria monocytogenes and Listeria species. In another environment, organisms of concern are different and you might want to select chlorine, or peracetic acid, or some hybrid sanitizer to ensure the destruction of the target bacteria. Table 1 shows some typical food plant sanitizers and factors to consider in the selection process. (Alternating sanitizers is also a recommended sanitation best practice to help prevent development of resistance and to prevent overgrowth by certain microbial strains.)
Good sanitation practices require that you know the appropriate application levels (rinse versus no rinse) of the sanitizer you are using. On equipment surfaces, typically 100 to 200 ppm of sanitizer is allowed to be left as residue as a no-rinse, but a best practice is to rinse with 800 to 1000 ppm, do a potable rerinse and then apply the 100 to 200 ppm. Again, this will depend on the levels of control needed in your operation.
Good sanitation practices also include implementing good protocols for clean-in-place (CIP) and clean-out-of-place (COP) systems. For operations that use COP tanks, which are typically smaller sized tanks that are effective used for holding smaller, disassembled parts, this means performing an initial, basic dry clean followed by a rinse of the parts. Water at 125F-130F, or steam is added, followed by detergent, as appropriate for the soil. Set agitation mode for an established amount of time, which creates turbulence to loosen soil very effectively. Finally, the parts are rinsed with potable water right in the tank and then sanitized and placed on racks to dry.
A CIP system is an automated, self-enclosed detergent circulation system in which spray balls or nozzles allow for a thorough dispersion of the cleaning or sanitizing medium throughout the entire tank to cover all internal surfaces. Good sanitation protocols for these systems include making sure that the CIP tanks are sufficient in both size and construction to effectively disperse the cleaning and sanitizing solutions. This includes verifying that the pump size is sufficient for the length or size of equipment to ensure that the pump is going to displace enough materials through, especially in long piping systems such as those in dairy or fluid beverage plants.
The CIP system also should be self-draining to avoid leaving behind any of the cleaning chemical residue. And, just like with sanitary design of equipment for manufacturing purposes, you want to make sure that your CIP tanks are designed with hygiene in mind—no dead ends or rough surfaces—to prevent buildup of material inside the system that cannot be removed by the CIP process itself.
The Fourth KIS[2]S: Prevent Biofilm Formation
Biofilms present a significant food safety and quality challenge in food manufacturing and good sanitation practices are critical to their elimination and prevention. Essentially, these films create harborage for bacteria, which can then be sloughed off and into product, causing spoilage or pathogenic adulteration. Biofilms can do significant damage, not only to finished product but also to the equipment and the effective operation of the production line. Biofilms have been shown to reduce heat conductivity/transfer efficiencies, impede the ability of detection devices such as temperature probes from working effectively, and cause greater heat resistance which translates into less effective cooking.
Biofilms can also decrease the effectiveness of sanitizers and create situations in which they actually start to deteriorate the equipment.
 Even equipment that visually appears to be clean can have biofilms. Biofilms start forming when organic or inorganic materials start to form a conditioning layer on a surface (Figure 1). This may be or appear to be a smooth surface but there may exist microscopic niches, etching or scratches in which soils and water settle, providing an excellent environment in which bacteria can take up residence. Formation of this initial layer allows bacteria to adhere, and now cells in the forming colony works to channel nutrients to and waste away from the film. As the bacteria colonizes, the biofilm develops an extracellular polysaccharide layer that aids in cell adhesion and protects the colony.
Even equipment that visually appears to be clean can have biofilms. Biofilms start forming when organic or inorganic materials start to form a conditioning layer on a surface (Figure 1). This may be or appear to be a smooth surface but there may exist microscopic niches, etching or scratches in which soils and water settle, providing an excellent environment in which bacteria can take up residence. Formation of this initial layer allows bacteria to adhere, and now cells in the forming colony works to channel nutrients to and waste away from the film. As the bacteria colonizes, the biofilm develops an extracellular polysaccharide layer that aids in cell adhesion and protects the colony.
Development and growth of the biofilm without removal results in an irreversible attachment. Without intervention, over a period of time, the biofilm becomes self-sustaining: cells start to slough off and enter the product streams, contaminating both the product and the line, the outer slime layer continues to trap more cells, and damaged cells in the film may have time to repair. Because biofilms form over time, it will also take some time to remove them.
Simple and smart sanitation gets equipment and other food plant surfaces clean and prevents formation of biofilms. The original biofilm attachment is weak and thus an aggressive and regular scrubbing protocol in the cleaning phase should go a long way toward eliminating the problem before the bacteria have the time to develop a stronger bond. The following steps will help to keep biofilms from becoming a problem:
1. Normal dry clean and rinsing procedures.
2. Apply a detergent that will help break down the film, such as a chlorinated alkaline or oxidative agent that can break chemical bonds. Depend-ing on your soils, consult your chemical supplier for specific chemicals or combinations that are effective for cleaning the soils in your plant.
3. Application time of 5 minutes or more and mechanical action (scrubbing). Use caution not to scrub too hard and score the equipment surface.
4. Rinse and sanitize. For the removal of biofilms, this may require a higher level of sanitizer (800-1000 ppm). But keep in mind that if you have a film, the sanitizers typically cannot penetrate it, so it is important to break down the film and eliminate the polysaccharide layer, otherwise your sanitizer may not be very effective.
The KIS[2]S of Success
Sanitation is essential to food safety and quality and is a foundation of all food safety systems. The objective of sanitation is to remove soil and microorganisms from the manufacturing environment. We want to start the manufacturing day with the plant as clean as possible. If we are a facility that is running production lines continuously, we want to make sure that we have practices in place during the day that minimize the risk of microbial growth, chemical residue contamination and physical hazards.
Instituting a KIS[2]S approach to your sanitation program will enhance your ability to provide a clean environment in which to manufacture product, prevent product contamination and promote production efficiency.
Michael M. Cramer is Director, Quality Assurance with Windsor Frozen Foods Co., headquartered in Houston, TX, a family of companies making a range of Italian, Pan-Asian and Southwestern style appetizers, entrées, pastas and ready-to-eat items for the foodservice, warehouse club, industrial and private-label retail industries. Previously, he was president of Cramer & Associates Food Safety Services, specializing in food safety consulting, training and auditing for food industry clients nationwide. For 10 years, Mike served as Vice President, Food Safety & Quality Assurance with ready-to-eat, multi-ingredient processed foods manufacturer Specialty Brands, Inc., acquired by Windsor in 2005, where he developed the company’s well-respected food safety and quality assurance programs, including HACCP and FSIS Listeria Directive Alternative plans. Mike also spent 16 years with Armour Swift-Eckrich in quality assurance positions at both plant and corporate locations in poultry and processed meats. He is a member and former director of the National Meat Association, a member of the Institute of Food Technologists, a member of the International Association of Food Protection, and serves on the Editorial Advisory Board of Food Safety Magazine. Mike the author of book on sanitation for CRC Press, “Food Plant Sanitation: Design, Maintenance and Good Manufacturing Practices,” available from crcpress.com and taylorandfrancis.com.



