
An interview with Martin Mitchell, Technical Director, Refrigerated Foods Association
Food Safety Magazine: What are the top microbiological food safety and quality assurance challenges faced by refrigerated ready-to-eat (RTE)food producers today?
Martin Mitchell: In the area of microbiological challenges, Listeria monocytogenes is the number one pathogen of concern for ready-to-eat foods manufacturers today, primarily because the vast majority of foods recalled for Listeria are refrigerated RTE foods. Listeria’s ability to survive and grow at refrigerated food temperatures, the fact that the refrigerated foods plant is cool and wet and thus an environment friendly to the harborage and growth of Listeria, coupled with the success of the industry’s efforts to extend product shelf life, which has resulted in reducing competitive microflora that exists in refrigerated food products, make this a very challenging pathogen. Of course, there is a zero-tolerance mandate in effect, and thus, any Listeria found in a product renders the food adulterated and subject to recall. There are studies that show that fairly significant percentages of produce come into the plant with Listeria naturally in it, as well as some of the raw meats used in these plants, so it is a difficult task for the refrigerated foods manufacturer to prevent that cross-contamination, to continue to knock those numbers down.
Salmonella is a distant second to Listeria in terms of microbiological hazards in refrigerated RTE foods, but it remains the most widespread microorganism posing problems in food production. Since a number of refrigerated RTE products, use raw materials such as poultry, meat and eggs in their products. And Camplyobacter appears to be emerging as the number one pathogen of concern for many types of food products, although it is most often associated with raw poultry products. I suspect that as methodology gets better and as we track it better, it could become a pathogen of great concern.
Staphylococcus, once the number one food poisoning organism, also should not be forgotten. Although Listeria has pushed it off the front page in recent times, this remains an organism of interest for the industry. Staphylococcus is as much a concern for a frozen food manufacturer as it is for a refrigerated manufacturer. It doesn’t grow well at traditional refrigeration temperatures, but when products that are temperature-abused and held a little too long, Staphylococcus can grow. So, it’s as much as a concern for the custard filled éclair manufacturer as it is for the chicken salad manufacturer. It also should be a big concern for the food service industry because a lot of Staphylococcus is introduced into food by food handlers via cuts on their hands. There’s a famous story of a Japanese foodservice chef producing ham for ham and eggs. Staphylococcus is salt tolerant, so it grows very well on foods like ham. This ham was held at some temperature below 40°F, loaded onto a plane in Alaska and fed to a whole planeload of passengers who subsequently got sick. What makes that incident notable to me is that it was reported to that the chef when hearing about what he did, committed hari-kari.
It wasn’t that long ago that the well-known incident occurred in which reported food poisoning was traced to Chinese canned mushrooms. These mushrooms were being picked in the hills of China and put into a salt brine to preserve them until they were shipped to some cosmopolitan area where they could be canned. There was a defect in that salting process, which while keeping other bacteria from growing, allowed Staphylococcus to grow in the mushrooms. In this case, when the mushrooms were canned, the Staphylococcus was killed—the can was truly sterile—but the toxin was very heat stable and it survived in the mushrooms nonetheless. The problem was that testing for the Staphylococcus organism alone did not detect the toxin that had formed, which clearly could survive heating. The tests used to enumerate Staphylococcus were not great predictors of whether that particular variant was toxic and while we tested for Staphylococcus in this case and others, because the organism died so easily, sometimes we wouldn’t find it. In other words, if we found Staphylococcus, we really didn’t know if that was the particular strain of Staphylococcus that would get you sick or not.
With the advent of rapid methods that now allow us to test for Staphylococcus toxins with sensitivity, in particular the affordable enzyme-linked immunosorbent assay (ELISA) methods, we should incorporate the test for this toxin into our arsenal for investigating foodborne illnesses to determine if the Staphylococcus we find in food is really the kind that gets you sick. I would like to see the food manufacturing and testing industries begin to develop procedures that incorporate culturing that organism to see whether it is a toxin-former, to see what foods may be implicated and to look for the toxin more routinely. Although procedures for doing so are well-known at this point, for whatever reason, it hasn’t become routine in the industry. Staphylococcus hasn’t gone away, it is still a food-poisoning organism. And we now have a better tool that if used properly and routinely will help manufacturers in doing a better job of combating Staphylococcus.
FSM: What are the non-bacterial challenges to refrigerated RTE foods?
Mitchell: There are general non-bacterial concerns with any food production. There are always chemical and physical hazards associated with foods that we need to be concerned about. But, I don’t think that we need to be any more concerned about those chemical and physical hazards in the refrigerated food business than we would be if we were in the frozen food business. What makes microbiological hazards a bigger concern is that a lot of refrigerated foods do not have kill step and these foods are held at a temperature for periods of time that would allow slow numbers, or “safe” numbers, of these organisms to grow to levels at which they would make someone sick.
I would mention that allergens are a very important area of non-bacterial concern. Allergen-related food product recalls have topped the FDA recall list in the last year or so, even more than Listeria. That is a concern for anyone who manufactures foods, and certainly plants that use multiple ingredients, like the typical multicomponent refrigerated foods manufacturing operation, must address the potential crossover for known allergens to a product.
FSM: What are the refrigerated RTE foods of most concern, and why?
Mitchell: Although the Centers for Disease Control and Prevention’s (CDC) published statistics show the occurrences of Listeria-caused foodborne illness near the bottom of in number of cases reported, it is high on the list for the number of deaths resulting from listeriosis. This is what makes Listeria the nasty organism that it is: It kills significant percentages of the people who get sick from it, much more so than the other foodborne illness-causing organisms. The vast majority of foods recalled for Listeria are refrigerated RTE foods.
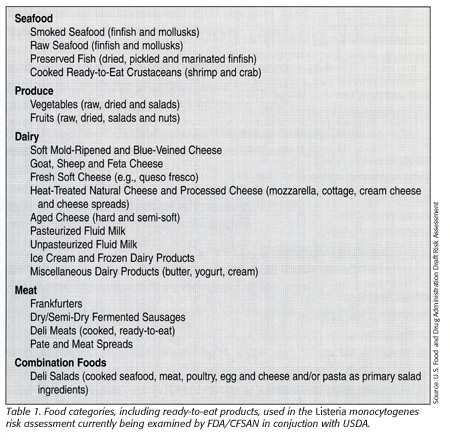 In January 2001, in collaboration with the U.S. Department of Agriculture (USDA), the U.S. Food and Drug Administration (FDA) published a draft risk assessment that examined the risk of foodborne listeriosis from eating certain ready-to-eat foods, as well as a draft action plan designed to reduce the risk of foodborne illness due to Listeria monocytogenes. The food categories of concern that are listed in the risk assessment guidance are all refrigerated foods, many of which can be categorized as ready-to-eat: deli meats, smoked fish, certain soft cheeses, deli salads (multicomponent) and dairy products (Table 1).
In January 2001, in collaboration with the U.S. Department of Agriculture (USDA), the U.S. Food and Drug Administration (FDA) published a draft risk assessment that examined the risk of foodborne listeriosis from eating certain ready-to-eat foods, as well as a draft action plan designed to reduce the risk of foodborne illness due to Listeria monocytogenes. The food categories of concern that are listed in the risk assessment guidance are all refrigerated foods, many of which can be categorized as ready-to-eat: deli meats, smoked fish, certain soft cheeses, deli salads (multicomponent) and dairy products (Table 1).
According to the FDA, the plan is intended to respond to former President Clinton’s directive to reduce the number of Listeria monocytogenes illnesses by 50% by the year 2005. The plan calls for several directives, including preventing cross-contamination in processing, ensuring that the processing of RTE products meets appropriate standards, and ensuring that these products are safe throughout their shelf life.
In addition, in February 2001, the USDA Food Safety Inspection Service (FSIS) published a proposed rule entitled, “Performance Standards for the Production of Processed Meat and Poultry Products,” in which the agency proposed food safety measures applicable to all ready-to-eat and all partially heat-treated meat and poultry products, as well as environmental testing requirements intended to reduce the incidence of Listeria monocytogenes in processed meat and poultry products.
Following the agency’s technical meeting in May, FSIS extended the public comment period to June 28, 2001, in order that stakeholders can comment further on these new standards for RTE foods and the proposal to increase the amount of testing for Listeria monocytogenes on environmental food contact surfaces.
FSM: What are the five steps that refrigerated RTE food manufacturers can take to ensure the safety and quality of their products?
Mitchell: The top five steps can best be illustrated within five stages of food production management: product/process development, Good Manufacturing Practices (GMPs), Hazard Analysis & Critical Control Points (HACCP), Sanitation Standard Operating Procedures (SSOPs), and control of distribution/preservation of the cold chain.
Step 1. Product/Process Development. Designing the product you are going to make and developing the process by which it will be made is the first step in food production. At this stage, the hazard analysis which is the single most important step in designing a HACCP plan, should be done by the product development scientist. The hazard analysis should carry over to the product development stage, so that the scientist can understand what hazards exist or have the potential to affect each particular product, whether those are microbiological, chemical, physical or allergenic hazards.
Knowing these areas of concern, the product developer can begin to design the product or process to reduce these identified hazards, and if at all possible, eliminate them. For example, say the manufacturer is making a multicomponent food product with a vegetable in it, such as celery, carrot or lettuce. The scientist needs to be aware that these processed produce products can have a number of microorganisms, including Listeria, associated with them. And the product developer needs to be aware of these and design a process for those vegetables so as to reduce or eliminate that microbiological hazard. For example, the Refrigerated Foods Association (RFA) sponsored a study introduced in February 2000 that addressed the incidence of Listeria on produce, particularly celery, and which evaluated the potential treatments for reducing Listeria in celery. This is the type of information that product developers can access and utilize to assist in the development of a product and process to make that product safe.
Additionally, the product development scientist should be concerned with understanding the shelf life of the product. A product that is designed to have a shelf life of less than 14 days has less hazards than the refrigerated product whose shelf life is designed to be 30-plus days. This is because short shelf-life refrigerated foods do not present enough time (except in extreme circumstances) for microorganisms to grow to an infectious dose, particularly the relatively slow-growing Listeria. The product developer needs to be aware of the potential challenges posed by extended shelf life at the onset, especially when designing a food intended to have a long shelf life.
On a related note, although not a safety concern per se, to my knowledge there is no standardized procedure in the industry to determine the shelf life of a product, and therefore the shelf life declared by the manufacturer is just that—that the shelf life that he, the manufacturer, deems to be appropriate for the product. In some cases, this determination is based more on marketing concerns than it is on science or safety. The RFA is pleased to announce that it will commission a study, researcher to be announced, to develop a standardized protocol for the refrigerated foods industry for determining shelf life of their products. The study will not determine shelf life of products, but it will provide a standardized protocol that can be used by all manufacturers to determine the number of days they declare for shelf life. This protocol will take into consideration the area of safety, as well as organoleptic and marketing issues.
Step 2. Good Manufacturing Practices. This is the basic framework for operating the plant to help assure the production of safe wholesome food. The basic elements of GMPs—plant design, equipment design, employee handling practices, warehousing—all must be under control and understood so that the manufacturer can produce safe food. The refrigerated food manufacturer, because of the potentially sensitive nature of the product he makes, must pay particular attention to the GMPs.
For example, the manufacturer should be sure that the equipment is designed and maintained in such a way so to prevent Listeria harborage or incidental contamination. The plant design needs to take into consideration the flow of process and wash-up water, so that does not encourage the growth of harmful microorganisms by allowing open drains, overspray or water flowing from a high risk area to a low risk area of the plant. Also, keep the potential for cross- contamination in mind when considering plant design. This includes cross-contamination either by the food products themselves or by employees such that traffic is controlled to minimize the transfer of organisms from one part of the plant to another. For example, implement intervention steps such as boot sprays or baths to prevent transfer of microorganisms.
Step 3. Hazard Analysis & Critical Control Points. HACCP is a powerful seven-principle tool to help ensure the safety of all foods. The HACCP system is of particular importance to the refrigerated foods manufacturer because of the specific hazards associated with the manufacture of these products. HACCP demands the evaluation of potential hazards, allowing for a system that will control identified hazards and minimize their impact Controlling and monitoring kill steps, time/temperatures, cross- contamination and even the presence of allergens can all be controlled by the use of a well-designed HACCP plan.
For example, let’s assume the manufacturer is making a multicomponent meal that has a cook step to kill any organisms that might be present in the product. The product process developer (Step 1) would have determined scientifically how hot and how long that product must be cooked, as well as how rapidly it must be cooled down, to produce a safe food product. The product would be made in a plant where there GMPs are in place (Step 2) so that the equipment is suitably designed for its intended purpose and so that the reintroduction of microorganisms at the end of the process via cross-contamination are controlled via adequate plant design. The next step, HACCP, assures that these previous steps are being met by verifying that the food has, in fact, met the proper temperature for the proper amount of time. Traditionally, this is done by using known and monitoring cooking temperatures for the product as it travels down the line on a belt at a fixed speed. The HACCP plan calls for monitoring of these set temperatures and speeds to assure that the product always reaches the right temperature for the right amount of time. The HACCP plan will also include a verification step; i.e., taking the temperature of the product periodically to continue to verify that the process is working properly. This application of the HACCP principle as it pertains to this cook step would ensure that the cook step has been applied properly and that the product has been safely processed.
Step 4. Sanitation Standard Operating Procedures. The maintenance of plant conditions in a sanitary manner is necessary to allow for the safe production of refrigerated foods. Because of the ubiquitous nature of Listeria as well as other food microorganisms, coupled with fact that we are routinely receiving raw materials and allowing personnel into the plant, these organisms will enter the plant even as much as we try to control their entry. It is necessary that the food manufacturer get back to zero contamination in the plant environment on a daily basis. The proper tool to do this is the development of SSOPs to assure that environmental, water supply and chemical hazards are being addressed, as well as to assure that the cleaning procedures applied are sufficient to reduce Listeria.
A good sanitation program should include a Listeria monitoring program to verify that the sanitation procedures are sufficient to kill the pathogen. An example of a good Listeria monitoring program is one run by RFA in which members routinely swab environmental and food contact surfaces and send those environmental samples for analysis at a central lab. A monthly report is issued which allows the participants to see hot spots in the typical refrigerated foods plant while keeping the confidentiality of individual plants. This program is executed by standardizing over 100 typical locations in the typical refrigerated foods plant for both environmental and food contact areas and then allowing comparisons on a plant-by-plant basis of these locations to determine percentages of Listeria found in the industry. These types of programs, as well as additional routine Listeria monitoring, is mandatory if the refrigerated foods manufacturer is going to win the battle against Listeria.
These areas of concern have also been addressed under the recently published proposed draft regulation by the USDA that talks about performance standards of RTE foods.
Step 5. Control of Distribution/Preservation of the Cold Chain. Given that the very nature of the refrigerated foods manufacturing business, it is imperative that foods are kept at refrigerated temperatures. Even the use of the term “refrigerated temperature” is subject to some controversy because of a difference in regulation. The FDA in its definition of refrigerated foods defines 45°F or less as the appropriate temperature at plant level for refrigerated foods. However, under the agency’s Model Retail Food Code, it advises the industry to keep refrigerated food temperatures at less than 41°F. Thus there is a controversy before you even get started about what is the proper refrigerated food temperatures. The scientists would certainly agree that the colder the temperature, the safer the product. However, the realities of the cold chain infrastructure in the U.S. sometimes makes achieving ideal temperatures difficult. We in the refrigerated foods industry, starting with our ingredients supplier through processors, distributors and retailers, should work together to assure that we maintain these products at the appropriate temperatures.
Studies by Audits International and others indicate that the refrigerated foods industry as a whole are not doing all that should be done in this regard. Time-temperature integrators (TTIs) have not been used very frequently to help ensure the safety of refrigerated foods, for example, although these devices have proven successful at showing whether a product is past its shelf life. A TTI is a simple, inexpensive device that can show an easily measurable, time-temperature dependent change that reflects the full or partial temperature history of a food product to which it is attached. TTI operation is based on mechanical, chemical, enzymatic or microbiological systems that change irreversibly from the time of their activation. The rate of change is temperature dependent, increasing at higher temperatures in a manner similar to most physicochemical reactions. The change is usually expressed as a visible response, in the form of a mechanical deformation, color development or color movement. The visible reading gives some information on the storage conditions that have preceded it. I think it is time that the retailer and manufacturer get together to jointly share responsibility for food safety and in introducing these types of systems.
FSM: Is there a “silver bullet” when it comes to manufacturing safe, high-quality refrigerated RTE foods?
Mitchell: Food scientists associated with the refrigerated foods industry should be aware that there is no one silver bullet, nor one single food safety hazard to which they must pay attention. The development of safe and high quality refrigerated RTE foods is a process, starting with the conception of the product idea, through the design and manufacturing process, and not to be forgotten, to the ultimate distribution and consumption. We should never lose sight of the fact that the foods we produce are for people to eat and enjoy, safely. These five steps are essential to maintaining our vigilance in this regard.
Martin Mitchell is technical director of the Refrigerated Foods Association (RFA), which is the leading international association of manufacturers and suppliers of refrigerated foods, including producers of wet salads, home meal replacement options, and refrigerated entrees, desserts, side dishes and ethnic foods. Mitchell is also managing director of Certified Laboratories, Inc., Plainview, NX an independent laboratory specializing in microbiological and chemical analyses of food, beverages, pharmaceuticals, cosmetics and other products. His industry experience includes directing quality control operations for refrigerated foods manufacturer Blue Ridge Farms, and his technical expertise includes all aspects of food processing, sanitation, technology and equipment. Mitchell is a recognized HACCP trainer and expert in HACCP plan design for seafood, meat, poultry, spice, herbs and refrigerated foods. He is also director of the National Coalition of Food Importers Association; chairman of the Microbiological Analytical Chemistry (MAC) Section of ACIL; director of the American Spice Trade Association (ASTA); and former director of both the American Association for Laboratory Accreditation (A2LA) and the National Fisheries Institute; and past-chair of the Institute of Food Technologists (IFT) Refrigerated & Frozen Foods Division.



