
The statement Plastics Make it PossibleSM (originated by the American Plastics Council) is certainly a topic of debate within the food industry. On one hand, we have been blessed with versatile equipment choices, superior barrier films and new semi-rigid packaging formats. Such innovation has saved an immense amount of money in transportation costs, provided additional convenience to consumers and has decreased the overall environmental footprint compared to other formats. Unfortunately, when it comes down to detection and isolation of contaminants within a supply chain, plastics may make it impossible for us to identify the origin, scope and severity of contamination incidents.
Consumers readily recognize that unlike fibrous plant materials and other organic impurities, plastic is not a native form of any edible raw agricultural commodity. Needless to say, plastic contaminants are a large driver of consumer complaints across our industry. Within the last 12 months, there has been a flurry of recall activity originating from undetected plastic contaminants passing unnoticed through supply chains in North America. The recall actions taken by the processors involved represent the last line of defense in protecting public health. Unfortunately, these actions have contributed to millions of dollars of profit erosion, obsolescence and lost sales at the retail level.
What Are the Risks?
When we examine the risks of plastic contaminants in food products, we are faced with a number of possibilities. The notion of physical hazard potential, via choking and laceration, is typically where many food safety professionals are in their risk assessment comfort zone. Unfortunately, depending on the product, processing methods and intended use, a plastic contaminant can also introduce a chemical and/or biological hazard to the ultimate consumer. Obviously, not every plastic formulation can pass through the body as dietary fiber. Melamine-containing materials, unapproved colorants and slip agents are excellent examples of chemical hazards. The presence of plastic contaminants within shelf-stable, thermally processed items may violate the assumptions of validated, targeted microbial intervention(s). Violation of microbial load assumptions, heat penetration factors and convection current modeling assumptions should be on one’s mind in such circumstances.
The scene of a contamination incident is all too familiar: a normally productive day is interrupted by an individual appearing with a “specimen” discovered within a product stream, or worse yet, a phone call or email received containing vague descriptors from a post-distribution recovery. No matter how one receives the news, it is not a welcome part of anyone’s work day. The mind swims with questions: What is it? Where did it come from? When did this happen? How much product is potentially contaminated? Identifying the potential scope and severity of the issues at hand is paramount at this point. As part of a thorough investigation, determining the source of the contamination is key to initiating swift and effective corrective and preventive actions.
There are essentially two categories of plastic contaminants that can be categorized by their pliability. From a chemical perspective, soft plastic films and hard plastic components share the same basic monomers. The densification of such monomer components into larger polymer structures is the key difference. Unfortunately, when trying to manage a contamination incident, we have an expeditious need for the information. I recommend that simple physical testing be used to help the investigator identify the contaminants in all but the most complicated issues. Visual cues, material density measurement, simple metrology, flame analysis and deformation resistance can all be used to screen unknown materials. The choice of which method to use is dependent on the quantity of contaminants. Obviously, maintaining a chain of custody and detailed documentation of the investigation steps and findings is critical to avoid later legal complications.
Visual Cues
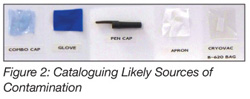
 The first step in any investigation should always be to try to make a visual match of the specimen to a potential source. Often, investigators take a “not-in-my-house” approach to identifying issues and waste time and resources looking to blame a vendor when the root cause is wholly owned by the processor. Figure 1 displays a few examples of in-house candidates found at a typical location. I advise the cataloging of likely candidates, as displayed in Figure 2. Having an organized, ready reference available for use during future investigations reduces waste because the candidate samples have already been procured. For an even broader catalog, the firm could potentially ask its vendors for a library of items at their facilities as well.
The first step in any investigation should always be to try to make a visual match of the specimen to a potential source. Often, investigators take a “not-in-my-house” approach to identifying issues and waste time and resources looking to blame a vendor when the root cause is wholly owned by the processor. Figure 1 displays a few examples of in-house candidates found at a typical location. I advise the cataloging of likely candidates, as displayed in Figure 2. Having an organized, ready reference available for use during future investigations reduces waste because the candidate samples have already been procured. For an even broader catalog, the firm could potentially ask its vendors for a library of items at their facilities as well.
Simply making a visual match, however, is not 100% confirmation. A few extra steps may be necessary to achieve a high level of certainty. For instance, just finding a piece of green, 2-mil plastic within a thermally processed item does not exonerate your facility if you only have blue plastic materials. Often, the cooking process and food chemistry can change the perceived color of materials. I advise clients to mock up contamination candidates in controlled products for thermal processing so they can identify what types of changes can be expected. These materials can then be added to their existing material candidate library.
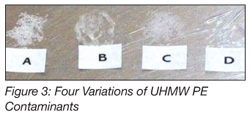 Microscopic evaluation of contaminants may also be necessary. One example is when investigating the source of small hard plastic contaminants. Figure 3 displays four variations of typical ultra-high molecular-weight polyethylene (UHMW PE) contaminants found in food. UHMW PE is probably the most widely used plastic in food processing facilities. Its use as a component of conveyor guide rails makes it easy for processors to overlook the fact that it can serve as a contamination source.
Microscopic evaluation of contaminants may also be necessary. One example is when investigating the source of small hard plastic contaminants. Figure 3 displays four variations of typical ultra-high molecular-weight polyethylene (UHMW PE) contaminants found in food. UHMW PE is probably the most widely used plastic in food processing facilities. Its use as a component of conveyor guide rails makes it easy for processors to overlook the fact that it can serve as a contamination source.
.jpg) We mocked up a few scenarios to simulate plastic-to-plastic frictional wear versus three mechanical wear modes (drilling, rough milling operation and finish surface milling). It is apparent that two of the categories are hard to distinguish (Figure 3). Contaminants A and C, for example, might be seen as the same issue when evaluated macroscopically. A stereo microscope reveals an entirely different story. Figure 4 displays the meth-od of frictional rubbing (contaminant A, Acetal, was used in the spindle of our milling machine) and the resultant wear particles that were isolated (B). Note the melted appearance of the UHMW PE presented.
We mocked up a few scenarios to simulate plastic-to-plastic frictional wear versus three mechanical wear modes (drilling, rough milling operation and finish surface milling). It is apparent that two of the categories are hard to distinguish (Figure 3). Contaminants A and C, for example, might be seen as the same issue when evaluated macroscopically. A stereo microscope reveals an entirely different story. Figure 4 displays the meth-od of frictional rubbing (contaminant A, Acetal, was used in the spindle of our milling machine) and the resultant wear particles that were isolated (B). Note the melted appearance of the UHMW PE presented.
 Now examine Figure 5, where the material was rough-milled with an aggressive cutter. The material now displays some uniformity in thickness and appearance. This is a repeatable marker effect of a tool being used. To the naked eye, however, the tool effect is not obvious at all.
Now examine Figure 5, where the material was rough-milled with an aggressive cutter. The material now displays some uniformity in thickness and appearance. This is a repeatable marker effect of a tool being used. To the naked eye, however, the tool effect is not obvious at all.
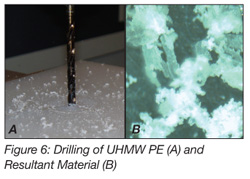 This contamination profile is representative of discontinuous (chatter-type) contact with a sharp metal object. Figure 6 displays the by-product of drilling UHMW PE, typically performed at processing facilities. Again, note the repeatable tool effect and swarf-like appearance.
This contamination profile is representative of discontinuous (chatter-type) contact with a sharp metal object. Figure 6 displays the by-product of drilling UHMW PE, typically performed at processing facilities. Again, note the repeatable tool effect and swarf-like appearance.
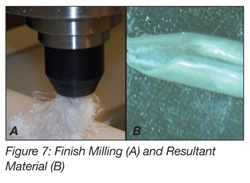 Figure 7 displays the coconut-like outcome of a finish milling operation. Note the highly consistent tool pattern that represents continuous contact with a sharp metal object at a consistent distance and surface speed.
Figure 7 displays the coconut-like outcome of a finish milling operation. Note the highly consistent tool pattern that represents continuous contact with a sharp metal object at a consistent distance and surface speed.
Physical Properties
 Sometimes, simply using a calibrated micrometer to identify the mil thickness of the unknown contaminant can be enough to narrow your candidate search. Figure 8 illustrates just how simple this activity is to perform.
Sometimes, simply using a calibrated micrometer to identify the mil thickness of the unknown contaminant can be enough to narrow your candidate search. Figure 8 illustrates just how simple this activity is to perform.
 Other physical properties that can be measured, if a larger sample is available, are tensile testing via ASTM D 882 (Figure 9) and slow-speed puncture resistance using ASTM F 1306 or similar methodologies (Figure 10).
Other physical properties that can be measured, if a larger sample is available, are tensile testing via ASTM D 882 (Figure 9) and slow-speed puncture resistance using ASTM F 1306 or similar methodologies (Figure 10).
Flame Testing
I must first state that obvious precautions must be taken prior to initiating a burn test on an unknown sample of plastic film. Certain polyvinylchloride (PVC) compounds, when exposed to enough heat, will liberate small amounts of chlorine gas. For this reason, all flame testing should be performed within a well-ventilated hood. This type of testing proves to be quite useful when there are few visual cues to aid in source investigation. Having no other descriptors besides “crinkly, clear plastic that tears easily” does not necessarily facilitate identifying the origin of the material.
 The practice of flame/burn testing is widely used within recycling operations to segregate material streams. Table 1 was adopted from plastic recycling guidelines published by RECycling Of Used Plastics Ltd (known as RECOUP) in the UK.
The practice of flame/burn testing is widely used within recycling operations to segregate material streams. Table 1 was adopted from plastic recycling guidelines published by RECycling Of Used Plastics Ltd (known as RECOUP) in the UK.
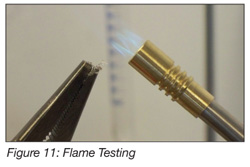 Figure 11 shows a flame test being conducted. Visual cues and distinct odors (shown in Table 1) are used to focus on the material. Examination of the film under the microscope should be performed first, however, to rule out the presence of a multi-layer film. Typically, you will see multiple machine direction patterns in the film, indicative of the presence of multiple layers. In my experience, most plastic film contaminants do not originate from barrier bags or complex engineered products. Variations of PE and PP films comprise the bulk of soft plastic unknowns.
Figure 11 shows a flame test being conducted. Visual cues and distinct odors (shown in Table 1) are used to focus on the material. Examination of the film under the microscope should be performed first, however, to rule out the presence of a multi-layer film. Typically, you will see multiple machine direction patterns in the film, indicative of the presence of multiple layers. In my experience, most plastic film contaminants do not originate from barrier bags or complex engineered products. Variations of PE and PP films comprise the bulk of soft plastic unknowns.
Conclusions
Before incurring the time and expense of chemical testing, the investigator should use visual and physical properties to screen contaminants versus a field of likely candidates. When the techniques presented within this article are systematically applied, a much clearer investigative path will result. The battle to prevent plastic contamination within food products is an arduous one, but having tools to manage and mitigate issues as they occur will be a key factor in preserving your brand equity.
The author would like to acknowledge the effort and support of Tim Goodmann, Chris Crutchfield and Clyde Lutton.
Doug Peariso is President of Contemporary Process Solutions LLC, a Windsor, CO-based independent consulting firm, and the proprietor of Longs Peak Laboratories LLC, which offers assistance with physical testing services. He is also the author of the book, Preventing Foreign Material Contamination of Foods (John Wiley & Sons, Inc.) and is a member of the Food Safety Magazine Editorial Advisory Board. He can be reached at doug.peariso@cps4you.com.
Reference
Selke, Susan E. M., Cutler, John D., and Ruben J. Hernandez. 2004. Plastics Packaging Properties, Processing, Applications and Regulations 2nd Edition. Cincinnati: Hanser Gardner Publications.



