“Since QA is making us clean our tools, they should pay for the chemicals!”
—A plant maintenance employee upon finding out he has to clean and sanitize his tools
Product safety and quality are highly dependent on sanitation, as improper sanitation will result in reduced shelf life and increased loss due to spoilage. Sanitation is a prerequisite to HACCP and is intended to reduce the incidence of microbiological, chemical and physical hazards in the food manufacturing environment. The most effective sanitation program can be nullified if employees do not follow Good Manufacturing Practices (GMPs), thus creating contamination conditions. Conversely, strong sanitation programs, incorporating multiple interventions and integrated with other critical food safety systems, will enhance overall product safety. This article will introduce the basic needs for effective sanitation and provide basic operational guidelines pertaining to sanitation practices and sanitation employee expectations for properly cleaning a food plant, its equipment, utensils and structure.*
Sanitarians
The sanitation department is one of the most important departments in a food manufacturing facility. How can you start your plant on time in the morning unless it is clean? How can you expect to have acceptable product quality and shelf life without a sanitary environment? And how are you going to be certain that your products are safe for consumption without an environment nearly free of pathogens? You cannot do it without the actions of a group of individuals willing to work in the dead of the night, often in wet conditions, their work usually not being noticed unless something goes wrong.
The sanitation department depends on structure to be effective. This begins with a strong sanitation supervisor or manager; someone with good leadership attributes, technical skills and problem-solving ability. It continues with the selection, hiring and training of sanitarians who implement the sanitation process. How can Sanitation be made the most important department in the plant? Start by hiring a staff that is physically able to do the job, that can work the hours required, and that can handle the conditions (wet and involving chemicals).
Sanitarians must be well trained to do their jobs, including knowing how to perform their tasks safely. Appropri-ate personal protective equipment must be provided for and used by associates, such as rain gear, aprons, boots, and gloves and goggles or face shields. Inappropriate garments should not be allowed (i.e., street clothes, garbage bag coverings, or flammable material), as these can result in poor safety or sanitation conditions. Do not just give sanitarians the personal protective gear without telling them why it is necessary for them to wear it; train them to understand why it is important to wear such gear. In one plant, the writer observed that plant sanitarians wore street clothes, had no gloves or goggles, and used trash bags to fashion covers to keep themselves dry. When asked why they did not have appropriate rain gear, the plant manager explained that it was too expensive. A review of the plant records revealed a high frequency of reportable accidents from chemical burns and irritations among the sanitation staff, resulting in high insurance premium, lost time, and late plant startup. It did not take long to calculate that providing the appropriate gear was less expensive than the dollars spent on insurance and lost productivity. The plant manager relented and bought the equipment, but it was unfortunate that people had to be injured before he took action.
Considerations for Effective Cleaning
When developing sanitation procedures, as when selecting cleaning compounds, there are several factors that must be considered: first, the type of soil to be cleaned; second, the function of various chemicals in the cleaning process; and finally, the condition of the plant water.
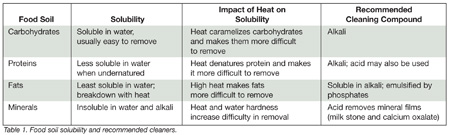 Soils. There are many types of soils that may be encountered in food plants, depending on the types of product being made. Each different soil has a different level of solubility. There is no general-purpose cleaner to address all soils; no “one size fits all.” Cleaners or detergents are selected specific to the needs. Table 1 illustrates the solubility of various soils typically found in food processing plants.
Soils. There are many types of soils that may be encountered in food plants, depending on the types of product being made. Each different soil has a different level of solubility. There is no general-purpose cleaner to address all soils; no “one size fits all.” Cleaners or detergents are selected specific to the needs. Table 1 illustrates the solubility of various soils typically found in food processing plants.
Chemical Functions. Another important factor to consider when setting up the sanitation program is the functionality of chemicals; that is, what they do when used. The following are functions that cleaning chemicals perform when used in a sanitation system:
• Emulsification: The breaking up of fats and oils to allow them to mix in water. Once this is accomplished, they remain suspended in water until rinsed away.
• Saponification: The process of making fat soluble and easier to remove. Alkali cleaners react with animal or plant fat, creating soap that is suspended for rinsing.
• Sequestering/chelating: The process of removing mineral hardness from water and making it softer for cleaning. Polyphosphates are examples of sequestering/chelating agents.
• Wetting agents: Used to lower the surface tension of water, helping the water to contact all surfaces of the soil and the equipment.
• Dissolving: This chemical reaction produces water-soluble product from water-soluble soils. Some soils, such as alkali deposits, form strong bonds with surfaces. Acid will solubilize these soils for removal.
• Dispersion: Also known as deflocculation, this is the breaking up of aggregates into separate particles that are easily suspended and removed.
• Suspension: Once insoluble particles are in solution, suspension will allow them to be flushed away, preventing them from settling and resulting in deposits.
• Peptizing: Similar to dispersion but more applicable to protein soils. This is the formation of solutions from soils that are only partially soluble.
• Rinsing: The condition of solution or suspension that will allow soils to be flushed from a surface. This is done by reducing water surface tension (wetting).
Water. Water used for sanitation must be potable whether it is from a private well or a municipal source. Potable means that it is fit for human consumption without further treatment. In all situations, sufficient boiler capacity is need to provide enough hot water for the entire cleaning process. Cold water will not dissolve fats, so the plant must supply enough hot water to facilitate the entire sanitation process.
Water hardness can have an impact on the effectiveness of cleaners and sanitizers as well as on the performance of plant equipment. All water contains some level of hardness because of minerals. Some of the problems with hard water are reduction in effectiveness of cleaners and sanitizers, reduction in the effectiveness of heating equipment (i.e., boilers or cookers) as scale forms on transfer surfaces, and contributes to the formation of biofilm on equipment. One means of softening the water is through the use of sequestering and chelating agents in cleaning systems to reduce hardness. However, this can be more expensive than softening the water in the plant system. This can be done through the addition of chemicals (hydrated lime and soda ash) to precipitate the hardness. This is especially effective for boilers. Another means to soften plant water is through ion exchange in which sodium ions are exchanged for calcium and magnesium, making the water more compatible with cleaning solutions.
 Cleaning Chemicals. When selecting cleaning chemicals and sanitizers, it is also important to match the type of material used for the processing equipment so that the equipment does not deteriorate. Soft metals such as aluminum can pit from harsh chemicals such as acids or unbuffered alkali, and the pitting can become harborage for bacteria, supporting the formation of biofilms. They must be safe for use and easily rinsed from equipment. Table 2 lists common cleaners or detergents.
Cleaning Chemicals. When selecting cleaning chemicals and sanitizers, it is also important to match the type of material used for the processing equipment so that the equipment does not deteriorate. Soft metals such as aluminum can pit from harsh chemicals such as acids or unbuffered alkali, and the pitting can become harborage for bacteria, supporting the formation of biofilms. They must be safe for use and easily rinsed from equipment. Table 2 lists common cleaners or detergents.
The sanitation chemical supplier should be a source of technical assistance in the use and application of cleaning chemicals, not just a chemical salesman. The most effective supplier representatives will conduct a plant survey to determine products, soils, equipment, facility flow, and personnel needs. They will participate in setting up the cleaning procedures but will not set up the procedures themselves. They will provide chemical safety training and training on application and technique, and should have sufficient microbiological knowledge to understand what organisms are of concern, given the products made, and to assist with selection of sanitizers to control these organisms.
Cleaning Systems and Equipment
Central systems provide hot water and chemicals to stations placed around the plant. They can be automatically set to deliver various combinations of water pressure and volume for specific soils. The systems can be set to deliver chemicals directly into the water or be equipped with a mixing valve to add chemical from a central dispenser. The advantage to the mixing valve is that the same hose can be used for prerinse and final rinse of equipment with the valve off to prevent flow of chemical. If this type of system is used, it is important to provide a sufficient number of hoses and hook-up stations for the size of the plant and to have sufficient pump size to deliver the water or chemical needed for the distance and number of units to be run at any time. Spray guns for the cleaning system must be of sufficient size to deliver the chemical to the areas being cleaned. If equipped with a nozzle with a 15° spread, this should be sufficient for most applications. Nozzles are available to alter the spray pattern for varying cleaning jobs.
An alternative to a central system is individual hose stations. These stations have a supply of hot and cold water or steam injection for creation of hot water. They require a gauge for direct reading of water temperature and will also be provided with individual backflow prevention devices. As they operate with city water pressure, the hoses will have adjustable nozzles for stream flow or mist spray. Hoses must be made of material that is able to handle the temperature and pressures for the system, and be lightweight, flexible, and nonporous so that they can be cleaned.
Portable equipment can be used for wet cleaning of hard-to-reach areas. It may require hot-water feed or have built-in heaters to create hot water. In addition, it can incorporate detergent and create foam.
Wet/dry vacuums are valuable in any food plant environment on account of their versatility. They can be used for small cleaning jobs and are highly portable. Plants may also find value in purchasing floor scrubbers. Though they need space to operate, they are good for cleaning warehouse floors and aisles.
The Cleaning Process
The frequency with which the plant is cleaned will depend greatly on the operation and the types of soils involved. Dry-mix plants are often continuous, with ongoing cleanup or a full cleanup at the end of a week. Slaughter and further process plants now have flexibility from FSIS to determine what is appropriate provided there is no insanitary condition or no production of adulterated product. A rule of thumb is for plants to clean once within a 24-hour period and after the following product changeovers: between allergenic ingredients for food safety; between animal species (i.e., when changing from chicken to beef to prevent economic adulteration); and between spices for quality reasons (i.e., from more colorful or flavorful spice blends to less intense blends).
Consult with the plant sanitarians and the QA department to determine appropriate cleaning frequency. Decisions to clean equipment or rooms less than every 24 hours must be supported by sufficient scientific documentation to prove that this will not result in insanitary conditions and the production of adulterated product. This may come in the form of microbiological testing, scientific literature, or validation by a process authority. Environmental cleaning of such areas such as walls, floors, ceilings, drains, etc., should be conducted daily or as often as necessary (i.e., during midshift cleanup, between shifts, etc.) to prevent product or contact-surface contamination. Nonproduction areas should be cleaned as frequently as needed to prevent transfer of insanitary conditions to production areas.
The following steps are basic procedures for effective cleaning and sanitizing. Each step in the process depends on effective completion of the prior step.
The sanitation process starts with a dry pickup of scrap, paper, packaging, and product or ingredient spills. This should be ongoing during the manufacturing shift to prevent excess buildup and prevent insanitary processing conditions.
Break down equipment into component parts or open equipment panels to clean inside. Cover electrical panels or motors with plastic and secure the plastic to prevent forcing water into areas that may result in damage. Lock out or tag out moving equipment, such as blenders, to prevent injury (i.e., equipment someone may have to reach into). Do not place equipment parts on the ground (floor) or on stairs or platforms where there is foot traffic, as this may only create more bacterial niches and result in recontamination of clean parts. Instead, have racks or clean-out-of-place (COP) tanks for these parts.
Follow dry cleaning with a hot-water rinse to break up fat, remove visible soils, and combine with mechanical action to prepare surfaces for cleaning. Water temperature for cleaning is very important, depending on the soils present. Generally, the water temperature used is approximately 5°F above the melt point temperature of fat. This means that the recommended temperature will be between 130 to 160°F. As proteins denature and bind to surfaces, making removal more difficult, do not let the water temperature reach 185°F or higher.
Dry pickup and rinse are very important steps to remove as much soil as possible as most chemical cleaners are not designed to remove excess soils or gross contamination.
Wash all equipment and environmental surfaces with detergent and hot water. Here again, the water temperature is most effective between 130°F and 160°F, depending on the cleaning chemicals used. Cleaning may involve several steps and cleaning compounds used may contain several ingredients, depending on the soils to be removed, hardness of water, and prevention of scale formation. The chemicals used will be selected to control soils identified in Table 1. Chemical mixing, if not done by an automatic dispenser, is very important to cleaning effectiveness and cost control. Train sanitors to properly mix chemicals, and if verification of chemical strengths is required, use test strips, titration chemicals, or pH/conductivity probes available with some ATP devices. Ensure that they understand that excess chemical will not make cleaning easier; in fact, it may make it more difficult by harming equipment, leaving chemical film, and wasting money. Conversely, too little chemical does not save money as it is not going to clean as effectively and will ultimately result in failures such as reduced shelf life and quality, microbiological problems, or regulatory noncompliance reports, or control action. A pumping system with pressurized air is an effective means of applying cleaning compounds with the creation of foam. Foaming cleaners are most effective when large areas need to be cleaned, and they should be left on the equipment long enough to break down soils but not long enough to dry, making removal more difficult.
Once the chemical has been applied to the surface, it will require contact time to penetrate and break up soil, but not so long that it begins to dry. Use mechanical action as needed to remove soil and prevent buildup that can contribute to biofilm formation. As a rule, scrub contact surfaces on a daily basis and indirect surfaces such as frames at least once a week.
During the process of rinsing and applying cleaning compounds, run conveyors or other equipment at slow speeds to ensure that all surfaces are contacted. The frequency of removal of belts for scrubbing and soaking must be identified by the plant in the master sanitation schedule. Cleaning must include the undersides of the belts, and if the conveyor guides have removable UHMW runners, identify the frequency with which they need to be removed for cleaning and soaking. Do not allow employees to stand on top of conveyors or product surfaces, as their boots may be a source of contamination that can be ground into equipment. Provide them with the appropriate ladders or lifts to reach high spots.
Once the cleaning process is completed, the rinsing process will remove soils suspended in detergent. Rinse all surfaces with hot (130 to 160°F ) water to remove all soap. Use care to avoid overspray or water spray into floors and drains that might result in the creation of aerosols.
Sanitizing
Once cleaning is complete and prior to application of sanitizer, it is a good idea to conduct basic monitoring, beginning with organoleptic inspection:
• Look in, around, and under equipment and structures for indications of soil removal.
• Does the environment smell clean or are there sour or musty odors?
• Feel equipment surfaces for grease or grit from incomplete soil removal.
Provide the proper tools to monitor, including a flashlight; mirror (no glass) for inspecting difficult-to-reach locations; test strips or kits to monitor cleaning and sanitizing solutions; thermometer for checking water temperature; a ladder or lift to inspect high equipment and overhead structures; and a notepad and pen to record findings.
It is very important that sanitarians be trained to conduct inspection of their work, and this inspection should also incorporate the use of ATP bioluminescence technology to verify cleaning effectiveness. This technology does not indicate the presence of microorganisms; rather, it measures the presence of organic material, indicating an environment in which microbes can live and grow. Thus, if used in conjunction with visual inspection, it provides sanitarians with immediate feedback on the efficacy of their cleaning efforts.
The final step in the process is to apply sanitizer to all cleaned and rinsed surfaces to destroy hidden microorganisms. Effective use of sanitizers is integral to controlling microorganisms for the purpose of food safety and product shelf stability. It must be understood that sanitizing does not replace thorough handwashing or equipment and facility cleaning. Factors such as organic materials, especially protein, decrease the effectiveness of sanitizers against microorganisms. Therefore, plant employees must be trained to properly wash hands and clean equipment/facilities, and to remove all carbohydrate, fat, and protein soil and biofilms prior to sanitizing. The sanitizing step will supplement effective cleaning through the reduction of microorganisms to a level considered safe.
 The selection of sanitizers will be determined to a great extent by the microorganisms to be controlled in the operation, as well as corrosiveness and cost. Table 3 identifies many of the common sanitizers for food plant use. An effective sanitizer will pass an efficacy test requiring that 99.999% of harmful microorganisms be killed within 30 seconds. All sanitizers used in the plant must be listed in the USDA Approved Chemical Compound book, and an MSDS must be provided for each sanitizer and be available to employees. Sanitation employees handling sanitizers must be trained to properly handle and prepare them at the appropriate effectiveness level and be provided with strips or chemical kits to test them. They must also be trained to clearly identify any container bearing sanitizer with the type that it contains.
The selection of sanitizers will be determined to a great extent by the microorganisms to be controlled in the operation, as well as corrosiveness and cost. Table 3 identifies many of the common sanitizers for food plant use. An effective sanitizer will pass an efficacy test requiring that 99.999% of harmful microorganisms be killed within 30 seconds. All sanitizers used in the plant must be listed in the USDA Approved Chemical Compound book, and an MSDS must be provided for each sanitizer and be available to employees. Sanitation employees handling sanitizers must be trained to properly handle and prepare them at the appropriate effectiveness level and be provided with strips or chemical kits to test them. They must also be trained to clearly identify any container bearing sanitizer with the type that it contains.
If the sanitation effort is effective, sanitizing will give an extra measure of microbiological control. The environment to be cleaned and the organisms of concern will again dictate selection of sanitizers. It is also recommended that the maximum amount of sanitizer at a no-rinse level be applied to surfaces for the maximum effect.
It is also recommended that plants alternate sanitizers during the week to prevent bioresistance or proliferation of specific flora. As some sanitizers are more effective against Gram-positive organisms, using them exclusively can eliminate the Gram-positive organisms but will eliminate the competition for the Gram-negative organisms, and they might flourish. So alternating sanitizers will prevent the elimination of one organism only to allow the proliferation of another. As an example, in a five-day production week, use quat on four days and chlorine on one day. The progression of alternating sanitizers would be quat on Monday and Tuesday, chlorine on Wednesday, quat on Thursday and Friday and on the last day of the week if weekend work is conducted. The use of chlorine one day per week will not affect equipment if it is applied at appropriate levels. Alternating quat and chlorine to maximize bacteria-killing effect is a good idea; however, for safety reasons never mix quat and chlorine together, as they can produce a dangerous reaction and a toxic gas.
Ozone is gaining wide acceptance in the food industry as a primary sanitizer or as an alternative sanitizer where a “multiple hurdle” sanitizing approach is used. We often associate ozone with the clean air smell after a thunderstorm, when electrical charges pass through the air and create ozone gas. It can also be created in food manufacturing plants by passing high-voltage electricity through air, creating a tratomic form of oxygen. It has been used in Europe for purifying drinking water and is also used in the U.S. to purify city water in many areas.
Ozone is a disinfectant because it is an extremely strong oxidizer, which accounts for its effectiveness. It works against a very wide range of organisms, both Gram-positive and Gram-negative viruses and protozoa and because it works as an oxidizer of bacterial cells, they do not develop resistance as they may with other sanitizers.
Operational Sanitation
Although this is a regulatory requirement, it should also be an objective of the plant to ensure that product does not become contaminated from the effects of operational processes:
GMPs: These are possibly the most important factor in the maintenance of sanitary operating conditions. These include employee dress, hand washing and maintenance of hand-wash facilities (providing hot water, soap and towels), prevention of employee traffic from raw- to cooked-product areas, food and tobacco control, and disease control. These controls must be enforced with plant visitors as well.
Spill control: All areas within the building, storage and office areas, as well as processing areas, must be kept clean, neat and free of soil or spills. Ingredient spills in storage or manufacturing areas must be cleaned up immediately. Excess accumulation of spilled product, ingredient or other material (i.e., grease) in or around the production area must be cleaned up for food safety and employee safety.
Operational soil buildup: Remove buildup of food soils on equipment, especially in product flow zones to prevent possible bacterial growth. Single-use, disposable towels are preferred to multiple-use towels for wiping down equipment surfaces. Towels used should be wetted with sanitizer before use to provide an additional microbiological control benefit.
Trash/inedible bins control: The insides of trash or recycling bins will be kept closed with lids secured or emptied frequently to prevent overflow. Inedible carts will be emptied frequently and cleaned no less than daily. No trash or solid waste will be stored within the plant except in covered containers. Waste containers at packaging machines may be uncovered during the operation of such equipment.
Idle equipment control: Idle equipment, not currently in use, will be covered to prevent contamination from ongoing operations, maintenance, or sanitation activities. If not covered, equipment will be washed on a daily basis and, in all cases, washed and sanitized prior to use in production.
Floor mats or foamers: Foamers are the preferred means of delivering sanitizer on the floors. They will be maintained to deliver quat at 800 to 1000 ppm and set to create thick foam rather than a liquid pool. If floor mats or baths are used, they must be maintained at optimum sanitizer strength. Use 800 to 1000 ppm quat for all floor mats.
Overhead control: Overhead structures (i.e., pipes, beams, lights, etc.) are to be clean, free of condensation as well as dust buildup, and rust and flaking materials (paint, silicone, tape and plastic.) Place overheads on the master sanitation schedule to prevent buildup of soils that can drop onto product surfaces or product.
Packaging control: Direct product-contact packaging (i.e., film and bags) will be covered while in storage areas to prevent accidental contamination. Packaging materials returned to storage will be dry, clean and sealed.
Door control: Doors (including silos, compactor areas) should remain closed during operations unless they have operating air curtains to prevent the entry of pests and outdoor dust or soil.
Maintenance control: Food-contact equipment contaminated by maintenance activity before or during operations should be properly cleaned and sanitized before contact with food product or packaging.
Conclusion
An effective sanitation program depends on many factors: sanitarian selection and training; effective procedures for daily and regularly scheduled cleaning; selection of the right chemicals for cleaning and sanitizing; implementation of standard cleaning processes; and maintenance of operational sanitation conditions. In addition, plants should evaluate inspection reports, microbiological results and, as applicable, NRs to periodically assess sanitation performance.
The objective is to drive continuous improvement in the sanitation process, whether it be retraining of sanitors, rewriting the sanitation procedures, or redesigning plant equipment for more effective cleaning. If all of these processes are implemented, they will go a long way in ensuring the safety, wholesomeness and quality of the plant’s products.
Michael M. Cramer is Director, Quality Assurance with Windsor Frozen Foods Co., a family of companies making a range of Italian, Pan-Asian and Southwestern style appetizers, entrées, pastas and ready-to-eat items for the foodservice and retail industries. For 10 years, Mike served as Vice President, Food Safety & Quality Assurance with ready-to-eat, multi-ingredient processed foods manufacturer Specialty Brands, Inc., acquired by Windsor in 2005. He is a member and former director of the National Meat Association, a member of the Institute of Food Technologists, and serves on the Editorial Advisory Board of Food Safety Magazine.
This article is excerpted from Food Plant Sanitation: Design, Maintenance and Good Manufacturing Practices (June 2006), Chapter 7: Sanitation Best Practices, by Michael M. Cramer, with permission from CRC Press, Boca Raton, FL (www.crcpress.com; 800.272.7737).
Sanitation Best Practices