
Problems caused by microbial contamination of foods tend to be expensive, particularly if these result in consumer recalls. As a result of the development and application of increasingly mild preservation technologies, processed foods become more sensitive to microbial (re)contamination, requiring greater control of the manufacturing process. One way to achieve this added control is to "build in" hygiene into the equipment used in the food manufacturing facility from the start.
The hygienic design of equipment plays an important role in controlling the microbiological safety and quality of the products made. A hygienic factory should prevent products from having high microbial counts, from containing toxins of microbial origin, and from containing residues of chemicals used for cleaning and disinfection. In addition, the hygienic facility should prevent food from being contaminated with other non-food substances, such as lubricants, coolants and antimicrobial barrier fluids, as well as from containing foreign bodies, such as pieces of metal, plastic, packing material and insects or other vermin, or parts thereof. This may appear a complex task, but with increased activity by international standard-setting organizations more specific and workable information on this topic is now available to the food industry.
Standards and Guidelines
There is an increase in the involvement of regulatory and advisory bodies in the area of hygienic processing and hygienic design. In the European Union (EU), specific legislation, such as the Machinery Directive 98/37/EC and the Council Directive 93/43/EEC on the hygiene of foodstuffs, requires all food handling to be performed under hygienic conditions.[1-2] In the framework of the machinery directive, many technical committees (TC) continue many efforts with regard to the preparation of standards.
For example, the TC 153 has prepared the general hygiene standard EN 1672-2: Food Processing Machinery, Part 2: Hygiene Requirements.[3] This Euro-pean standard sets common requirements in respect of risks to hygiene arising from the use of the machine and process. It primarily covers general aspects of hazards to the food created by the machine in order not to introduce hazards to the consumer of the food. Other specific requirements currently being prepared or already published include standards pertaining to food processing equipment, such as planetary mixers (prEN 454); food processors and blenders (prEN 12852); beam mixers (prEN 12854); chop cutting machines (prEN 13870); cube cutting machines (prEN 13871); and dough mixers (EN 453:2000).
In addition, the International Organization for Standardization (ISO) TC 199 has prepared a standard titled, "Hygiene Requirements for the Design of Machinery."[4] This international standard specifies hygiene requirements of machines and provides information for the intended use to be provided by the manufacturer. It applies to all types of machines and associated equipment used in applications where hygiene risks to the consumer of the product can occur. However, it does not cover requirements relative to the uncontrolled egress of microbiological agents from the machine.
The European Hygienic Engineering and Design Group (EHEDG) has developed similar design criteria and guidelines on the hygienic design of equipment and hygienic processing.[5-22] The EHEDG has links with the Comité Européen de Normalisation (CEN), 3-A Sanitary Standards, NSF International and ISO. As these international standard-setting organizations continue efforts to specify hygienic design requirements, food processors will be able to more effectively select and introduce such equipment into their facilities.
Selected Hygienic Design Criteria and Requirements
There are several aspects of designing hygiene into equipment that should be considered by the food processor before reengineering or introducing process equipment into the plant. In general, construction materials that may come in contact with food should not be able to make a food product toxic. Equipment must be designed to be self-drainable to make it possible to remove all residues of products and chemicals. To be cleaned without difficulty, surfaces must be smooth and free from crevices, sharp corners, protrusions, and shadow zones. When surfaces are not clean, microorganisms may be protected from destruction by heat or chemicals.
Selected criteria and basic requirements for a variety of hygienic equipment characteristics provide a fundamental overview of areas that can be addressed by food manufacturers:
Materials of construction. Materials used for the construction of a food processing plant must fulfill certain specific requirements. Product-contact materials must be inert to the product under operating conditions, as well as to detergents and antimicrobial chemicals (sanitizers) under conditions of use. They must be corrosion-resistant, mechanically stable, and such that the original surface finish is unaffected under all conditions of use. In addition, non-contact materials shall be mechanically stable, smoothly finished and easily cleaned. The reinforcement in plastics and elastomers should not be allowed to contact the food product.
Surface roughness. Product contact surfaces should be smooth enough to be easily cleanable. The roughness (or smoothness) of a surface usually is expressed in µm, as Ra-value.[23] Generally, the cleaning time required increases with surface roughness. The American 3-A Sanitary organization and the EHEDG specify that food contact surfaces have a maximum roughness of Ra = 0.8 µm. To achieve this quality of surface, polishing or other surface treatment may be required. Cold-rolled stainless steel sheet material, used for vessels and for piping, usually has an Ra-value between 0.2 and 0.5 µm, and thus, further treatment is not needed. According to the EHEDG, rougher surfaces can be acceptable if tests have shown that the required cleanability is achieved. Porous surfaces usually are unacceptable. To be cleaned without difficulty, surfaces must not only be smooth but also free from crevices, sharp corners, protrusions and shadow zones. This applies not only when equipment is new, but during its entire functional lifetime.
Crevices. Crevices cannot be cleaned, and as such, will retain product residues that may effectively protect microorganisms against inactivation. In some cases, crevices are unavoidable. This may be the case if slide bearings must be in contact with product; for example, as bottom bearings of top-driven stirrers or as bearings in scraped-surface heat exchangers. The presence of slide bearings should be considered when writing procedures for cleaning and disinfection. These procedures may require instructions for both partial or total dismantling of equipment, or for increased cleaning times.
In most cases, crevices are the result of incorrect choices when designing (or selecting) equipment. When parts of equipment must be mounted together, metal-to-metal contacts (other than welds) must be avoided because they leave very narrow and deep crevices. Elastomers should be used between metal components, but not in the form of O-rings in standard O-ring grooves, as this, too, will create crevices. The elastomeric material must be mounted in such a way that the seal is at the product side and excessive compression is prevented to avoid destruction of the elastomer. This can be achieved by including design features that align the surfaces of the various parts and provide a metal stop.
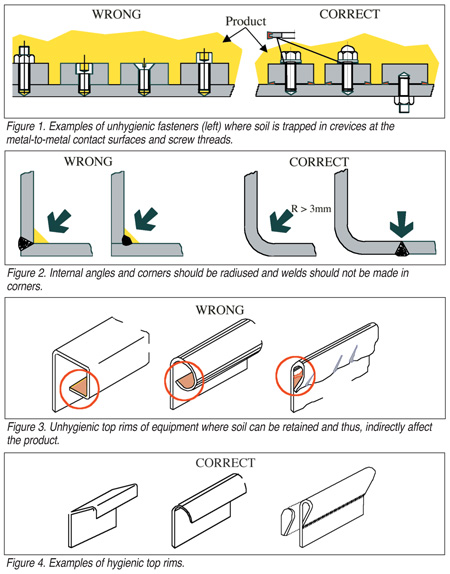 Screw threads. The use of screw threads and bolts in the product area should be avoided. Where unavoidable, the crevices created should be sealed, at minimum (Figure 1).
Screw threads. The use of screw threads and bolts in the product area should be avoided. Where unavoidable, the crevices created should be sealed, at minimum (Figure 1).
Sharp corners. Sharp corners in the product area should be avoided. Exceptions are constructions where the sharp corner is continually swept, such as in lobe pumps. Welds should not be made in corners, but on the flat surfaces, and must be smooth (Figure 2).
Dead areas. There is a significantly reduced transfer of energy to the food residues (soil) in dead areas in process equipment that is placed outside of the main flow of cleaning liquids than there is to the soil in the main flow. Such areas are difficult to clean, and therefore, should be avoided. If unavoidable, their presence should be taken into account when devising the cleaning procedures. Typical shadow zones, for example, can be found in the legs of T-pieces in pipelines, which are used to mount sensors such as pressure gauges.
Drainability of equipment and process lines. To make it possible to remove all chemicals from process equipment, the equipment must be designed to be self-drainable. Thus, surfaces and pipes should not be completely horizontal, but slope toward drain points. There should be no ridges that may hamper draining. Where it is not possible to build equipment in such a way that proper draining is possible, procedures must be designed to ensure that residues of cleaning and disinfection liquids can be removed in another way. The method used should be well documented with clear instructions. Draining also is important, even in cases where no chemicals are used, because many microorganisms can easily grow in residual water, needing only minute amounts of nutrients to multiply.
Top rims of equipment. The design of the top rims of product-containing equipment must avoid ledges, where product can lodge and that are difficult to clean (Figure 3). Open-top rim design must be rounded and sloped for draining. If the top rim is welded to the wall, the weld must be flush and polished to provide a smooth surface. In this case, the rim must be totally closed. The weld must be continuous and any holes must be sealed by welding, gaskets or plastic caps (Figure 4).
Mandoor covers. Mandoor covers intended to protect the food products may accumulate dirt, which will enter the product in the vessel when the lid is opened. Policy should specify that no tank is opened during production unless absolutely necessary.
Shaft passages and seals. Shaft passages and seals may leak product to the outside of the line. Microorganisms may then multiply in the product and grow back to the product side. In the case of dynamic seals, such as those for shafts of valves, pumps and mixers, the movements of the shaft will assist the transfer of product to the outside and the transfer of micro-organisms to the product side. This applies to reciprocating shafts, and to a lesser extent, to rotating shafts, the latter always displaying some axial movement. Reciprocating shafts can be sealed by means of flexible diaphragms or bellows. To prevent the ingress of microorganisms in rotating shafts, double seals with microbiocidal barrier liquids should be used. If not replaced in a timely manner, however, such barriers may become a growth medium for microorganisms.
Conclusions
Hygienic design in food processing plays an important role in controlling the microbiological safety and quality of the products made. This will prevent products from having undesirably high microbial counts, containing toxins or chemical residues, or from contamination from other non-food substances. A factory designed with hygienic requirements in mind, and with process lines correctly built with hygienic equipment that is properly operated and maintained, will produce food products that are safe and of excellent microbiological quality.
Roy Curiel is Manufacturing Hygiene Technologist in the Food Processing Group at Unilever Bestfoods Foods Research Centre, Vlaardingen, The Netherlands. He is a member of the Hygiene Engineering Group, which has responsibility for the evaluation and validation of hygienic aspects of equipment and process lines, hygienic design of production building, process equipment and process lines, drafting guidelines (GMPs) and recommendations, HACCP support, hygiene auditing, and troubleshooting and training. He is member of the Comité Européen de Normalisation CEN/TC 153 Ad Hoc Group on Hygiene and CEN/TC 197 Pumps, which design rules to assure hygiene in use, and of the EHEDG subgroups on Design Princi-ples, Valves and Test Methods. Contact him at Roy.Curiel@unilever.com.
Acknowledgments
The author would like to thank the highly skilled and experienced Unilever Hygiene Engineering team members Harry van Eijk and Frans Majoor for their cooperation and support. He would also like to extend appreciation to Huub Lelieveld, Unilever Senior Technologist, who has worked on this area for many years, for his contribution, comments and suggestions.
REFERENCES
1. Directive 98/37/EC of the European Parliament and of the Council of 22 June 1998 on the approximation of the laws of the Member States relating to machinery. Official J. Euro. Comm. L 207:1- 46. 1998.
2. Council Directive 93/43/EEC of 14 June 1993 on the hygiene of foodstuffs. Official J. Euro Com. L 175:1-12. 1993.
3. Comité Européen de Normalisation. EN 1672-2:1997 Food processing machinery-Basic concepts, Part 2: Hygiene requirements. Oct. 23, 1997.
4. International Organization for Standardization. ISO 14159: Safety of machinery--Hygiene requirements for the design of machinery. 2002.
5. EHEDG. Hygienic equipment design criteria. Trends Food Sci & Tech., 4(7):225-229. 1993.
6. EHEDG. Welding stainless steel to meet hygienic requirements. Trends Food Sci & Tech., 4(9):306-310. 1993.
7. EHEDG. Hygienic design of valves for food processing. Trends Food Sci & Tech., 5(5):169-171. 1994.
8. EHEDG. Hygienic pipe couplings. Trends Food Sci Tech., 8(3). 1997.
9. EHEDG. Hygienic design and safe use of double-seat mixproof valves. Trends Food Sci & Tech.,12(5-6):203-206. 2001.
10. Maller, R.R. Passivation of stainless steel. Trends in Food Sci & Tech., 9:28-32. 1995.
11. EHEDG. Hygienic design of equipment for open processing. Trends Food Sci & Tech., 6(9):305-310. 1995.
12. EHEDG. Hygienic design of closed equipment for the processing of liquid food. Trends Food Sci & Tech., 4(11):375-379. 1993.
13. EHEDG. A method for assessing the in-place cleanability of food-processing equipment. Trends Food Sci & Tech., 3(12):325-328. 1992.
14. EHEDG. A method for the assessment of in-place cleanability of moderately-sized food processing equipment. Trends Food Sci & Tech., 8(2):54-57. 1997.
15. EHEDG. A method for the assessment of in-line pasteurization of food-processing equipment. Trends Food Sci & Tech., 4(2):52-55. 1993.
16. EHEDG. A method for the assessment of in-line steam sterilizability of food-processing equipment. Trends Food Sci Tech., 4(3):80-82. 1993.
17. EHEDG. A method for the assessment of bacteria tightness of food-processing equipment. Trends Food Sci & Tech., 4(6):190-192. 1993.
18. EHEDG. Microbiologically safe continuous pasteurization of liquid foods. Trends Food Sci & Tech., 3(11):303-307. 1992.
19. EHEDG. Microbiologically safe continuous-flow thermal sterilization of liquid foods. Trends Food Sc & Tech., 4(4):115-121. 1993.
20. EHEDG. The continuous or semicontinuous flow thermal treatment of particulate foods. Trends Food Sci & Tech., 5(3):88-95. 1994.
21. EHEDG. Hygienic packing of food products. Trends Food Sci & Tech., 4(12):406-311 1993.
22. EHEDG. Microbiologically safe aseptic packing of food products. Trends Food Sci & Tech., 4(1):21-25. 1993.
23. Deutsches Institut Fur Normung E.V. (German National Standard). DIN 4775, Measuring the surface roughness of workpieces-visual and tactile comparison, methods by means of contact stylus instruments. June 1, 1982.



