Although the cleaning and sanitizing of a food production operation go hand in hand, the verification of the effectiveness of the latter step has received increasing attention in the past decade. With the emergence of food- borne illness causing pathogens such as Listeria monocytogenes, E. coli O157:H7 and Salmonella, ensuring that the cleaning, or the use of detergents to remove dirt and grime, is followed by sanitizing, a lethal step designed to eradicate any remaining, invisible microorganisms or debris on surfaces and equipment, is of utmost concern to the food industry. This renewed focus on sanitizing merits further discussion of the importance of the verification of sanitation control strategies to determine effectiveness. This article provides an overview of possible sources of environmental contamination in a food plant setting, sampling strategies, and sampling site and frequency, as well as methods for sampling and analysis, sample transportation and interpretation of results.
SOURCES OF CONTAMINATION
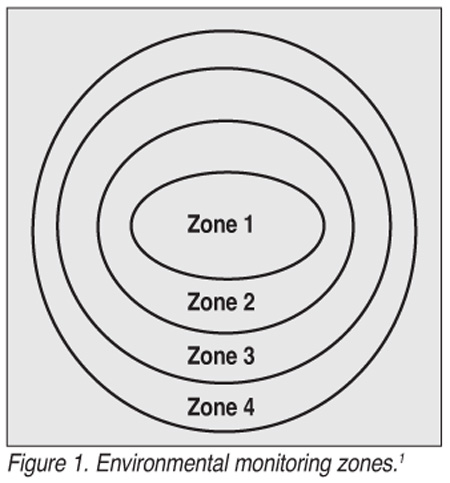 Identifying the sources of contamination in a food production facility has a direct impact on the ultimate effectiveness of the company’s sanitation control strategies. In general, both direct and indirect food contact surfaces, water, air and personnel are primary areas of concern as sources of contamination in a food plant. A useful way in which to discuss these sources of contamination is to do so within a framework call the “zonal” approach to environmental monitoring. Figure 1 illustrates this approach, which has been advanced by Kraft Foods and adopted by several other food companies, as an excellent way in which to both identify potential trouble spots and maintain effective sanitation control strategies by targeting appropriate areas of concern.[1]
Identifying the sources of contamination in a food production facility has a direct impact on the ultimate effectiveness of the company’s sanitation control strategies. In general, both direct and indirect food contact surfaces, water, air and personnel are primary areas of concern as sources of contamination in a food plant. A useful way in which to discuss these sources of contamination is to do so within a framework call the “zonal” approach to environmental monitoring. Figure 1 illustrates this approach, which has been advanced by Kraft Foods and adopted by several other food companies, as an excellent way in which to both identify potential trouble spots and maintain effective sanitation control strategies by targeting appropriate areas of concern.[1]
In the bull’s-eye target shown, the center circle, or Zone 1, represents the most critical areas of cleaning and sanitizing, primarily direct food contact surfaces. These areas include, but are not limited to, all types of production equipment (conveyors, blenders, cutting blades, etc.); utensils (spoons, stirrers, tools, etc.); and containers (totes, bins, and packaging materials) that have direct contact with food product. Fillers, in particular, tend to get clogged and require extensive cleaning and effective sanitizing, and depending on the type of filling operation, could be considered a “hot zone within a hot zone,” if the product also undergoes the stringency of aseptic packaging procedures.
As one moves outward from the Zone 1 “hot zone” to the second circle, or Zone 2, the critical areas of concern for cleaning and sanitizing tasks focus on indirect food contact surfaces, such as parts of equipment, items or other surfaces that personnel might come into contact with near Zone 1. Indirect food contact surfaces can be found in the plant environment, and include drains, floorboards, walls, utility pipes, and so on. Drains, in particular, have been identified as sources of Listeria contamination because this bacterium is very good at surviving cleaning and sanitation operations, finding harborage in these cold, damp and wet environmental niches. It should be noted that identifying sources of contamination does depend on what type of food processing is being done. If the plant has a wet process, such as potato salad manufacture, the cleanup will be wet, water will run down the floor, and as such, drains will become an area of focus for sanitizing. However, if the plant is producing a dry product, such as flour or spices, and thus the dry cleanup consists of vacuuming or dusting, the drains have less potential to harbor damp-loving Listeria.
Other sources of contamination that can be found in Zone 2 include the heating, ventilation and air conditioning (HVAC) system equipment, especially the filters. These sources also are found in Zone 3, which includes floors, walls and other items in contact with floors, walls and items in the processing area, but are considered further away from product contact than Zone 2. HVAC filters must be changed out according to a prescribed preventive maintenance program, and if these are not changed out and cleaned according to that schedule, they will get clogged and eventually the particles will migrate through the filter at some point. Even a good high-efficiency particulate air (HEPA) filter, uncleaned, will no longer filter out the particulates or microbes from the air, water or gas supply.
In addition, the sanitation and maintenance equipment such as brushes, mops and automatic washers, are potential sources of contamination in the food production facility. These items find use all over the plant, and a good strategy to put into practice is a dedicated set of brushes and mops for particular zones or areas of the plant. For example, in a clean room environment, personnel should use only brushes and mops dedicated to the clean room. In other words, don’t bring clean room-dedicated mops and brushes to outside areas, increasing the risk of cross-contamination. Many food plants accomplish this through the color coding of this type of equipment; for example, red for the most sensitive areas, followed by shades of orange, yellow, green and blue as the equipment is used in less sensitive areas, or “cold zones.” Similarly, transportation equipment, such as forklifts and hand trucks, frequently travel throughout the plant, crossing zones, and as those wheels come into more critical areas, they must be sanitized with some frequency to ensure that they are clean and contamination-free.
One overlooked source of indirect food contact surface contamination is maintenance equipment and tools used by maintenance personnel who are on call throughout the plant and in Zone 4, which includes areas furthest away from production like hallways, entryways and bathrooms. Maintenance personnel are generally not dedicated to one area and the tool sets they use are general purpose in nature, so these personnel can be a vehicles for contamination through transfer of tools from dirty areas to clean areas. As with brushes and mops, it may be a good idea to use dedicated tools in different parts of the plant. Also, it is a good idea to train and educate maintenance personnel about the basic tenets of sanitation and hygiene to promote better understanding of how they can introduce contaminants into the environment and how they can take measures to prevent it.
In addition to the direct and indirect food contact surfaces discussed, water and air also are potential contamination sources. This includes potable water used in the process and/or as an ingredient; water used for clean-in-place (CIP) equipment; and water used for clean-out- of-place (COP), in which equipment is dismantled, taken to a three-compartment sink, rough rinsed with a hose, cleaned with detergent, sanitized, rinsed and let the pieces air dry in a clean area. On a related note, the pooling of water from dripping or condensation should be monitored carefully as a source of contamination. In one case involving a Listeria outbreak, the suspicion was that condensate from evaporators got onto drip pans and during renovations, the Listeria that were harbored there got aerosolized and onto the final product that was packed. Thus, it is important to avoid dripping water and condensate wherever possible, but if it does occur then it must be dealt with, either by draining the water or by sanitizing. Purity of air is important, as well. Again, aseptic areas should be monitored closely, and the HVAC and HEPA filters and filtration systems should fall under a regular preventive maintenance schedule to reduce risk of release of particulates.
Finally, processing plant personnel are a potential contamination source in the food processing facility in many respects. All people carry microflora, particularly on their hands, of which there are two types: transient and resident. The latter is microflora that all humans have on the skin, and these bacteria are generally innocuous, although cuts or bruises may harbor infectious microorganisms. Transient microflora, however, are of concern, because whatever is handled may contain pathogenic bacteria, which are picked up and carried on top of the resident layer of bacteria and transferred to other food or food contact surfaces. Thus, good hand washing protocol is important, and wash stations, soap and sanitizers must be provided to personnel under Good Manufacturing Practices (GMP) requirements. It should be noted that it is also possible for soap and sanitizers to get contaminated with bacteria.
Similarly, transient bacteria can pose a problem even when gloves are used, since like the hand, whatever the glove touches can be picked up and transferred to other areas and surfaces. Therefore, gloves have to be cleaned and sanitized with frequency, as well. Some of the better hand sanitizing systems used in plants involve a trough that is placed in front of workers in which there is a strong counterflow of potable, sanitized water flowing in one direction. Workers who are sorting at a sorting table will reach over this trough and sort the food and then dip their gloved hands in from time to time and the sanitized water washes debris off of the gloves while the sanitizer kills potentially harmful bacteria.
Other personnel-related sources of contamination, and thus consequent need for implementing hygiene controls, include laundry, footwear and footbaths, and traffic flow. If people are entering restricted or critical processing areas, color-coded uniforms are useful as a cross- contamination control, and of course, laundry services are contracted to provide clean uniforms to workers. As workers move from one area to another, they’ll sometimes go through sanitizer footbaths with brushes and scrubbers. It is always important to prevent traffic contraflow, since the risk of contamination increases if raw, dirty materials that enter in one side of the plant meet clean people coming from the other direction.
SAMPLING STRATEGIES AND APPROACHES
Once the food manufacturing facility has identified the sources of potential contamination in the plant, sampling strategies in terms of type, sites and frequency are the next areas of consideration. There are two primary microbiological sampling methods used to verify that sanitation procedures have been effective in eliminating microbial contamination: indirect indicator tests and pathogen-specific tests. Indirect indicator tests are based on coliform, fecal coliforms or total counts, or detection of specific microorganisms such as generic E. coli or “listeria-like” organisms. The presence or absence of pathogens such as Salmonella spp. or L. monocytogenes may be sought directly, but is rarely done in practice to verify effective pre-ops sanitation. The type of microbiological indicator test used depends on the type of operation. In a fresh-cut produce plant, for example, it may be a good idea to screen for E. coli as opposed to coliforms, since other coliforms may come in with the raw material and one cannot say with certainty whether these are of fecal origin.
ATP bioluminescence and protein tests are non-microbiological tests that are used to detect soil and debris that cannot be seen with the naked eye. In the case of ATP bioluminescence, any cells containing ATP are detected by this method, and likewise, protein tests detect protein in soils, which is an indicator that feces are present. If one is operating a sugar refinery, for example, neither of these tests are appropriate, since sugar would not give an indication with ATP or protein. When selecting any sampling, screening or testing method to determine effectiveness of cleaning and sanitation, one must ensure that the application fits the operation.
Most food manufacturing facilities will institute environmental sampling as a means to meet Hazard Analysis & Critical Control Points (HACCP) prerequisites and/or to validate the process. As mentioned, sampling strategies should be evaluated in advance with the particular operation in mind and more importantly, in keeping with the goals of the plant’s day-to-day pre-operational cleaning sanitation policy and procedures. A company also may use sampling strategies as a means to validate the process, in conjunction with statistical process control (SPC) charting and other environmental monitoring systems, to make sure the product isn’t getting too dirty throughout the day. If contaminated product is detected, a systems or quality assurance investigation should begin to find the root cause of the problem and corrective actions taken to eradicate the problem.
The stringency of environmental sampling within the pre-operational sanitation scheme is determined by the zone or “shell” concept, under which a map of sampling sites is prepared, followed by routine testing of three of these identified sites. Samples occasionally may be taken ad hoc at non-mapped sites to avoid surprises. As a food company develops the HACCP plan or sanitation standard operating procedure (SSOP) requirements, sampling sites also may be identified by considering where the team or plant crew has seen the accumulation of food, biofilms and potential bacteria. Then, one must decide if the site(s) are accessible and whether the sampling is routinely reproducible. If the site is not accessible, the company will have to either redesign the equipment if it is a continued hot spot for trouble, or put sampling ports into equipment to gain access to the trouble spot.
Surfaces, air and water are the primary targets in a food production facility for sanitation control applications and there are several sampling and analytical techniques and devices available to assist the food processor in verifying the effectiveness of cleaning and sanitation efforts. In terms of a typical sampling area size, the most common is a 10 cm x 10 cm square, although a very small niche area or very large side of equipment may require corresponding sample area sizes.
Surfaces. The most common ways of sampling surfaces include swabs, wipes and sponges, contact plates/strips and dipslides, and CIP rinses. Typically, swabs are best used when sampling a small, defined surface area, while wipes and sponges provide good sampling from larger, undefined areas. The contact plate and strips are useful for flat, defined surface areas. A contact plate is turned upside down and held onto a flat, even surface, such as stainless steel or plastic. Dipslides employ the use of a dipstick that is run over a surface, which is put back into a plastic container containing the medium that will allow the growth of the microorganisms on the dipslide. Rinse water is a common sampling technique in CIP equipment, where there is a enclosed pipe that one cannot tear down and reassemble, for example, and once the cleaning and sanitation has been completed, a sample of the final rinse may be taken and cultured as a measure of the effectiveness of the process.
Water. Water sampling is fairly routine in food manufacturing facilities, and typically the processor is looking for general coliforms as indicators of cleanliness.
Air. Settle or exposure plates are used to sample sedimentation in the air. The plates, similar to Petri dishes, are exposed to the air for a certain time period, after which they are covered and taken to the laboratory to incubate to see whether microbial growth occurs. Another way in which to measure the effectiveness of sanitation efforts with regard to air is to use volume sampling. This sampling method involves a controlled amount of air pulled over impingement plates to determine a quantitative measure; i.e., that a certain amount of bacteria or particulates was generated in a certain amount of time by pulling a certain volume over the plate.
The most common air sampling device used is the Andersen Multistage Sieve Sampler, which is comprised of a number of sieves, each with a differently sized mesh. The larger mesh is at the top and the size of the mesh gets progressively smaller, so at each stage the heavier particulates such as dust and pollens, then molds and spores are sieved out until the finer mesh allows only the bacteria to get onto the Petri dish at the bottom of the stack of sieves. Rodac, EM Science and Biotest also offer air sampling methods, which basically involve suction devices or pumps that pull a certain volume of air onto an impingement plate or semi-dry strips on which bacteria can be cultured. There also are air filter methods and equipment, which allow air to be pulled through filters and the particulates are trapped on the surface of the filter, which are then transferred to an agar plate where colonies can grow on the surface of the filter.
Any discussion about verifying sanitation efficacy should include particular mention of rapid methods, such as ATP bioluminescence and protein test strips.[3] As mentioned, ATP bioluminescence is a very rapid (results in under two minutes) screening test that often is used to determine cleanliness of many food plant surfaces. Essentially, the amount of light emitted when luciferin/luciferase contacts the ATP in a sample is measured, providing nearly immediate data on the presence or absence of bacteria or other contaminants. Both swab methods and automated luminometers are available.
Protein test strip methods, such as the Vericleen Protein made by Charm Sciences, offer results in less than five minutes, and typically are used to sample surfaces for the presence of protein, which is an indicator of inadequate sanitation. The test strip is placed onto the surface, brought into contact with certain chemicals, and the reaction results in a color indicator if proteins are present.
Comparisons of different sampling methods used to verify sanitation effectiveness have been published in the literature. Of note is a study by Fernandes, et al., of four different swab devices—calcium alginate, cotton, Dacron and rayon—comparing aerobic plate counts (APC) and general coliform counts at two different concentration levels.[4] The researchers compared the efficiency of release with two diluents (Butterfield’s and peptone water), holding some samples on ice for 24 hours and others analyzed immediately. The study found that there is no difference between any of the swabs and diluents, or between recovery on ice or immediate analysis. A more recent study compared contact plates, Hygicult (Neogen) and swabs, which concluded that all methods compared provided similar results.[5] A study published in 2000 compared two commercial ATP bioluminescence systems (Biotrace Uni-Lite and BioControl Lightning) with standard surface monitoring (swabs) in bakeries.[6] The study showed that such systems could be used in a bakery to evaluate cleaning and sanitation effectiveness.
SAMPLE TRANSPORT AND PROCESSING
One overlooked part of verifying the adequacy of cleaning and sanitation efforts is the transportation of sample fluids. For example, if samples are transported in water or rinse water, there may be residual sanitizer so that if the bacteria are carried in that water, they may be killed off slowly. However, one really wants a snapshot of the sample as it was taken. Therefore, it is important to have a transportation fluid that is buffered or that will maintain the bacteria in whatever state they exist; i.e., dead, alive or injured. These transportation fluids should be isotonic and produce minimal stress, so that if injured cells exist in the sample, carryover sanitizer or salt in the fluid will not kill any bacteria contained in the sample.
Certainly, there should be a sanitizer neutralizing solution used, and many of these contain a surfactant that helps to suspend the bacteria and prevent them from clumping onto residual particles. The neutralization of the sanitizers involves some common broths, most notably Dey-Engley (DE) broth, lecithin broth and universal neutralizing solution. Depending on what type of sanitizer is used and the bacteria targeted, it is important that one validates that neutralization actually has been achieved. In our experience at the National Center for Food Safety and Technology (NCFST), however, often this is not the case. Work done with pathogens in sprout rinse water has shown a surprising amount of residual activity when the sanitizer has not been neutralized effectively. The counts are misleading, because the bacteria actually in the sample have been killed off during collection and transportation in a matter of minutes since the sanitizer is still working on the bacteria as the sample is being taken to the lab.
RECORDING AND INTERPRETING RESULTS
The company’s SSOPs should define recordkeeping requirements, including where samples are taken, when samples are collected and by whom as noted by signature. Usually in an SSOP, all records are written, and this equally applies to all testing and analysis data. Of course, part of the procedure should include notification of adverse findings, with appropriate follow up and corrective actions recommended in writing. As with any of these quality control systems, a second-level review with signature should be required. With regard to archiving of these records, food companies typically rely on legal counsel recommendations. Keep in mind that if the food processor is part of the regulated industry, these records may have to be made available to inspectors based on the applicable regulation.
The standards used will affect the reporting of sampling results and ultimately, the interpretation of those results. Certainly for the surfaces, no pathogen should be found. APCs will be variable, but if these are charted over time, the company will have a historical record of the norm, and anything found outside of that norm will trigger alarm bells. In terms of plant/line-specific standards, 100 CFU/4 in[2](-100 cm2) usually is an acceptable standard. The standard for relative light unit (RLU) measurements obtained by using ATP bioluminescence depends on the instrument, the amount of samples taken and the quality of the established baseline. There is not necessarily a good correlation between APCs and RLUs; in other words, there is no point in plotting the RLUs and deciding these always coincide with less than 100 CFU, because this is not always a given. The main reason for this lack of correlation is that ATP can come from soil, as well as from bacteria. The accepted standard for potable (sanitary) water is no coliforms in 100 mL, and while there are no standards for bacteria in air, air particulate standards do exist. In a clean room or aseptic area, in-house bacterial standards are usually developed by the company.
Interpreting the results of sanitation verification methods involves asking the right questions, particularly if pathogens are detected or standards are exceeded. Some of the questions to ask include: Is this a sampling or a handling error? Is the result indicative of a normal processing variance? If the answer to these questions is ‘yes,’ one may want to perform a wider environmental screen (i.e., taking more samples) to find the root cause, followed by corrective action, if necessary. As data are developed, a trend analysis can be developed. Such charts allow the company to narrow the variance or reduce the average count or RLUs to lower levels in order to foster continuous and progressive improvement. If pathogens are found in the samples, the use of bacterial subtyping techniques can aid in better interpretation of the results and in finding the root cause of the contamination. Ribotyping and pulsed-field gel electrophoresis are well-known techniques to subtype pathogens such as Listeria.
SANITIZERS: WORK IN PROGRESS
At NCFST, several areas of work related to the verification of sanitation control effectiveness are in progress. A focus on the efficacy of biofilm removal is one such area. Biofilm removal is part of an aggressive clean-up regimen and not a primary focus within the sanitation step. While sanitizers will work to some degree if there is biofilm, which is a mix of food and both living and dead bacteria left over from cleaning, they do lose efficacy when they meet dead biological material.
There also is a move toward environmentally friendly sanitizers. General purpose sanitizers, like chlorine, that have environmentally “unfriendly” natures, are causing many in the food industry to search out alternatives. As mentioned, one NCFST study showed that spoilage bacteria was found in a sanitizing concentrate. Given the fact that bacteria can adapt over time, in essence, developing resistance to commonly used sanitizers, the development of “designer” sanitizers is on the rise. Some companies are hiring firms like Ecolab to help design sanitizers that will guarantee a “hit” based on the manufacturer’s recommendations.
Peter J. Slade, Ph.D., is director of research & technical services with the National Center for Food Safety and Technology at the Illinois Institute of Technology in Summit-Argo, IL, where he teaches and conducts microbiological research. Previously he was manager of technical services and analytical microbiology at the Campbell Soup Co. and QA/Food Safety Manager, North America, with McDonald’s Corp.
ACKNOWLEDGMENTS
The author wishes to acknowledge the work of John Holah and his colleagues with the Campden & Chorleywood Food Research Association, U.K., as a valuable resource for this article, originally presented at the IFT Annual Conference in New Orleans, June 2001. Thanks to colleague Sam Palambo, NCFST, for reviewing the manuscript.
REFERENCES
1. Bruckmann, P. The case for environmental monitoring. Food Testing & Analysis, 6(4), p. 33. August/September 2000.
2. Holah, J. (Ed.). Effective Microbiological Sampling of Food Processing Environments. Guideline No. 20. Campden & Chorleywood Food Research Association, U.K. 1999.
3. Russell, S. A mini-guide to rapid methods for monitoring sanitation efficiency. Food Safety Magazine 7(6), pp.24-25. Dec. 2001/Jan. 2002.
4. Ferenandes, et al. DFES 16, pp. 722-725. 1996.
5. Salo, S., et al. J. AOAC Int., 83, pp. 1357-1365. 2000.
6. Illsley, et al. DFES 20, pp. 522-526. 2000.
Verification of Effective Sanitation Control Strategies




