There is little doubt that the advent of sanitation regulations in the late 18th century was the most important and effective food safety initiative in history. Even though Hazard Analysis and Critical Control Points (HACCP) is widely heralded as the most effective food safety system, the fact is often missed that many of the improvements in food safety standards are attributed to enhanced sanitation that forms part of the prerequisite program.
Despite the importance of sanitation within the food processing environment, there continue to be foodborne illness outbreaks linked to products produced under unsanitary conditions. The most high-profile example was the listeriosis outbreak of 2008 where deli meat was contaminated via an insufficiently sanitized slicer. Poor sanitation practices can be witnessed almost everywhere from large food processing operations down to the small businesses selling their products in local markets. Indeed, poor sanitation is the leading violation encountered in processing plants and foodservice establishments. So why does sanitation remain a neglected area in some food processing facilities? There is the “human factor” whereby the food worker or handler regards the food simply as a product and is not conscious of the fact that it is destined for human consumption. In addition, it is possible that the workers are inadequately trained and/or management does not fully understand the critical features of sanitation. With regard to the latter, there have been several foodborne illness outbreaks where pathogens were discovered in the food processing environment, although the management did not understand what the results meant or what actions were to be taken.
Small processors have a culture of independence and a tendency to push back on regulations imposed or advice provided by inspectors. One must also consider financial aspects of plant sanitation, given that productivity is frequently measured in terms of throughput that is negatively affected by line downtime, such as when plant cleaning occurs. Regardless of the underlying reasons for deficiencies in sanitation, it is possible to develop a cost-effective plan on limited resources. There are volumes of literature on developing sanitation plans available from government and stakeholder groups and the internet. Small-to-medium enterprises (SMEs) typically don’t have the time to wade through this sea of information, and so it is more productive to focus on the important factors linked to improving sanitary standards within a facility. To this end, the following will provide a focused guide to the importance of procedures in developing a sanitation program in small-to-medium-sized food processing facilities.
Food Handlers and Management
The human factor is one of the critical parts of developing, implementing and maintaining sanitation programs. It is vital to involve food handlers in developing the sanitation program and to provide training in procedures to follow and the relevance of the different steps. Management has a vital role in motivating workers to follow procedures and implementing novel training methods. Simply providing documents is insufficient. On-the-job training and leading by example provide a more effective means of relaying information.
Facilities and Product Flow
The first step in developing any plan is to ensure that the facility can be sanitized. Absorbent surfaces and inaccessible contact surfaces all lead to inadequate sanitation regardless of diligence in preparing the sanitation program. The presence of standing water is one of the most significant factors in promoting microbial growth and formation of biofilms. Biofilms are especially problematic due to their strong adhesion to surfaces and physical protection against sanitizing agents. Once biofilms have formed, they are difficult to remove, thereby causing a continuous source of contamination. In addition, microbes associated with biofilms are long-lived and potentially lead to the formation of endemic populations that can include both pathogenic and spoilage microbes.
Within large processing facilities, it is more common to encounter clean-in-place (CIP) procedures whereby the machinery is not disassembled, and sanitation is performed automatically with negligible worker input. The advantage of CIP is more efficient and consistent sanitation than traditional manual methods whereby machinery is stripped down and parts are cleaned individually. In the past, CIP-compatible equipment was expensive and beyond the economic resources of most small firms; today, however, CIP proceses are becoming more commonplace. Indeed, old equipment that was not designed with sanitation in mind represents a key problem, although it can be envisaged that newer equipment will be introduced with time.
Cross-contamination between raw materials and finished products is a food safety hazard that cannot be corrected by enhanced sanitation. Therefore, it is critical to ensure that incoming raw materials are physically separated from finished product. If possible, there should be a linear flow from the raw material through the final product to minimize cross-contamination events. In addition, separate utensils and worker protective clothing should be provided for low-risk (raw materials) and high-risk (finished products) items. Air flow is also an important factor given that microbes can be readily disseminated throughout the facility. Therefore, air flow should be directed from high-risk to low risk areas but not vice versa.
Standard Sanitation Operating Procedures
Sanitation Standard Operating Procedures (SSOPs) are a collection of documents that need to be prepared for each sanitation procedure (equipment and environment). Although the formats of SSOPs vary between facilities, the main parts of the SSOP include the following:
• Responsibilities of the persons who perform sanitation and who verify that the procedures have been performed as described in the SSOP
• A step-by-step description on how each unit of equipment should be dismantled
• Procedures in performing sanitation that include type and concentration of chemicals (detergent and sanitizer) along with contact times
• Methods used to verify that sanitation has been performed as described
• A section to record problems encountered and corrective actions applied
• Version of the SSOP and date reviewed
The preparation of SSOPs can be a daunting task to SMEs due to the time and resources required. However, documentation is an essential part of any sanitation plan and can become a valuable asset in running the business. Specifically, documentation provides consistency in the sanitation procedures and acts as an ideal training tool. More importantly, by having a written sanitation plan, it is possible to show due diligence should safety issues arise or in the course of inspections. Documentation also serves as a focal point, increasing the motivation to develop and implement the sanitation plan. Documentation alone is insufficient to ensure that sanitation is performed correctly. Sanitation is strongly reliant on the persons who undertake the procedures and on those who verify that they have been performed as specified in the SSOP.
The Five Steps of Sanitation
Sanitation procedures involve sequential steps that initially remove the organic material, such as food debris, followed by disinfection. The majority of sanitizing agents are readily sequestered by organic materials and attempts to decontaminate highly soiled areas will meet with little success. Therefore, before disinfection can be performed, organic materials need to be removed. A typical sanitation procedure has the following steps:
1. Removal of food debris
2. Water rinse
3. Application of detergent
4. Water rinse
5. Application of sanitizing agent
There are variations on the above procedures where sanitizers/detergents can be applied simultaneously, although these are restricted to lightly soiled areas.
Which Detergent and Sanitizer to Apply?
There are a diverse range of detergents and sanitizers available. Food processors are typically bombarded by advertisements and sales representatives calling in an attempt to persuade the processor to select their product. In the majority of cases, the sales representative can provide guidance about the correct detergent and sanitizer to apply, although it is always beneficial for the processor to be informed.
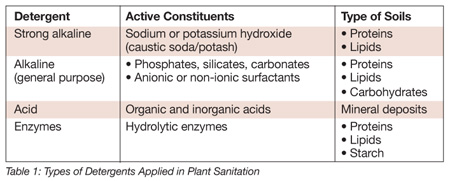 The type of detergent applied depends on the nature of the soils encountered (Table 1). In general, strong alkali detergents are used for CIP applications, bottle washing and surfaces with high organic loading. General-purpose detergents can be used for lightly soiled areas with acids used to remove scale. It is possible to use an alkali detergent to remove the organics, then follow this with an acid for scale removal. Due to the extreme pH of detergents, it is advisable to include a corrosion inhibitor to minimize damage to equipment. It is also important to use the correct concentration of detergent, as excess will also promote corrosion and lead to increased costs of treating waste water. Due to the sensitivity of sanitizing agents to detergents, it is important to ensure the surface is rinsed following the application of detergent. Although high-pressure hoses have been used for rinsing, these should be avoided due to the generation of aerosols that spread contamination and also to reduce damage to equipment.
The type of detergent applied depends on the nature of the soils encountered (Table 1). In general, strong alkali detergents are used for CIP applications, bottle washing and surfaces with high organic loading. General-purpose detergents can be used for lightly soiled areas with acids used to remove scale. It is possible to use an alkali detergent to remove the organics, then follow this with an acid for scale removal. Due to the extreme pH of detergents, it is advisable to include a corrosion inhibitor to minimize damage to equipment. It is also important to use the correct concentration of detergent, as excess will also promote corrosion and lead to increased costs of treating waste water. Due to the sensitivity of sanitizing agents to detergents, it is important to ensure the surface is rinsed following the application of detergent. Although high-pressure hoses have been used for rinsing, these should be avoided due to the generation of aerosols that spread contamination and also to reduce damage to equipment.
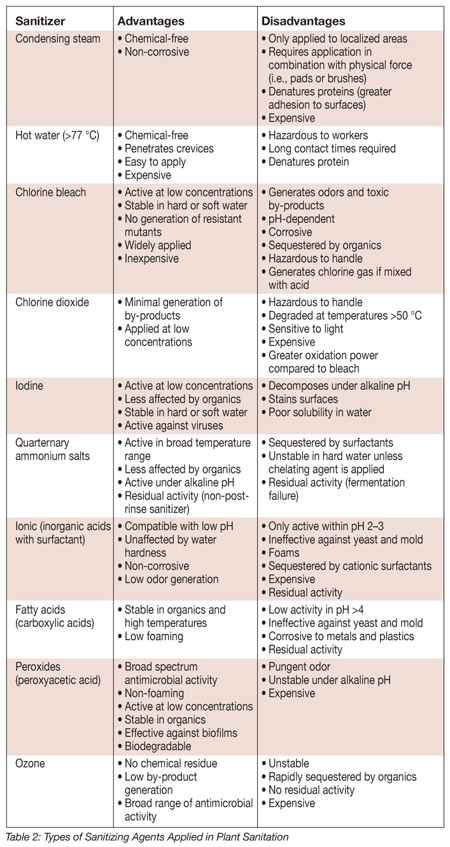 As with detergents, there is a range of sanitizing agents that can be used to inactivate microbes. Each sanitizer has advantages and disadvantages (Table 2) with the final choice based on the types of microbes likely to be encountered, organic loading, need for residual antimicrobial activity, cost and conditions.
As with detergents, there is a range of sanitizing agents that can be used to inactivate microbes. Each sanitizer has advantages and disadvantages (Table 2) with the final choice based on the types of microbes likely to be encountered, organic loading, need for residual antimicrobial activity, cost and conditions.
Hypochlorite (bleach) remains the most widely used low-cost sanitizer. Yet, chlorous acid is corrosive and can lead to the formation of chlorophenols and chloroamines. Alternatives include peroxyacetic acid, which is a combination of hydrogen peroxide and acetic acid. The sanitizer is potent against a diverse range of microbes that includes resistant endospores. The cost of peroxyacetic acid is greater than bleach, although it is effective in the 50 ppm range. Quaternary ammonium salts (QAS) are widely used in meat processing plants due to compatibility with proteins, although they are readily sequestered by surfactants. QAS have the benefit of leaving a residual film, thereby prolonging the antimicrobial effect. However, it is believed that residual QAS lead to the generation of resistant mutants that negatively affect sanitizer efficacy. Innovations in sanitizer technologies include electrolyzed water and ozone. Although electrolyzed water and ozone have a long history, it has only been recently that these technologies have found commercial applications as sanitizing agents. Electrolyzed water is essentially an acid/alkaline mix produced from the electrolysis of sodium chloride to produce chlorous acid. Although more potent than bleach, electrolyzed water is inherently unstable and requires generation onsite. Yet, the instability of electrolyzed water can be viewed as advantageous due to the absence of residual sanitizer and by-products. Evidence to date suggests that while electrolyzed water has comparable disinfection power compared to peroxyacetic acid and QAS, it can be cost-restrictive to small enterprises.
Ozone is a potent sanitizer, albeit very unstable, so it consequently must be generated onsite. In addition to the relatively high cost of the generator, the solubility of ozone is low with saturation occurring between 3–5 ppm, although higher concentrations can be achieved if the gas is applied under pressure. Once applied, ozone depletes over a 15-minute period but is more rapidly depleted in the presence of organics. New innovations in ozone technology include the development of units to generate aqueous solutions containing nanobubbles of the strong oxidizing gas. It is well established that nanobubbles are effective at stabilizing gas in solution due to surface tension effects. However, the effect is only observed when the bubbles are in nanometer scale. In the case of ozone, bubble size is reportedly in the micrometer range, so one can predict that stability would be compromised. In addition, nanobubbles would not improve stability of ozone in the presence of organics. There have been no independent studies of the sanitization efficacy of nanobubbles compared to conventional ozonated water.
Verification of Procedures
Upon completion of sanitation, there is a need to verify (confirm) that the procedures have been effective. The simplest approach is to undertake a visual assessment to ensure that no debris remains and standing water has been removed. Of course, visual assessment cannot be used to estimate the microbial loading of the sanitized surface. It is possible to indirectly assess the efficacy of sanitation by performing protein residue tests. Although cheaper and more rapid than microbiological testing, the sensitivity of the test is low. In contrast, adenosine triphosphate (ATP) testing is both rapid and sensitive, although it is more costly than microbiological testing.
Microbiological testing can be performed using prepared contact plates that are pressed onto surfaces to collect microbes and incubated prior to colony counting. Swabs can also be used in combination with dehydrated agar plates. Here, the swab is pre-wetted and streaked over the contact area surface.
The choice of microbes to screen for is dependent on the types of food products produced. Total aerobic counts provide a general assessment of the bacterial populations present. Fecal indicators (Escherichia coli, coliforms and Enterobacteriaceae) provide information on the potential presence of enteric pathogens such as Salmonella, E. coli O157:H7 and viruses. For ready-to-eat foods, it is important to screen for Listeria species.
Microbiological analysis is expensive, depending on the laboratory and complexity of the test. Therefore, locations and frequency of testing need to be carefully considered to provide a representative assessment of sanitary conditions without expending excessive resources. When selecting locations, it is common to designate specific equipment or a facility area. A random number generator is then used to select the area to be tested. It is advisable to perform testing on food contact and non-contact surfaces, focusing on those areas that are difficult to sanitize. The frequency of sanitation is dependent on the microbiological status of the line. In cases where the sanitation plan is effective and consistent, the frequency of sanitation could be every 1–2 weeks. However, if microbiological analysis returns high microbial levels or presence of fecal indicators or Listeria, the frequency of testing would be increased to determine whether revisions made had been effective.
Sanitation Performance Standards
A key challenge to any sanitation program is how to interpret the results of microbiological analysis. Previously, attempts were made to designate microbial levels that, if exceeded, would mean sanitation plan failure. However, it was soon recognized that the diversity of facilities encountered would make any rigid criteria impractical. For example, older facilities are more difficult to sanitize than modern plants. Therefore, trend analysis is performed to plot microbial data versus time, enabling the facility status to be instantly visualized and whether a spike in microbial levels is an isolated incident or part of a trend can be determined. A trend where levels of microbes increase with time could be indicative of biofilm formation and emergence of resistant strains. In such an event, the sanitation plan can be revised and trend analysis continued to see whether microbial counts decrease, indicating that revisions have been successful in enhancing decontamination efficacy.
Future Developments in Sanitation
The basic principles of sanitation have been around since the mid-1800s, although these are often inadequately performed. The future will involve increased attention to developing and implementing more effective sanitation plans at all levels of the food industry. New sanitizers will continue to be developed, as will antimicrobial surfaces, to minimize contamination on processing lines. There is significant effort in developing and evaluating biocontrol methods whereby microbes are introduced to fight other microbes. For example, bacteriophages have proven effective in laboratory trials for the control of Listeria on surfaces and drains. The use of antagonistic bacteria such as Lactococcus and Enterobacter in fighting pathogens has also received interest. Although it has been proposed to use biocontrol preparations in much the same way as sanitizers, it is more likely that usage will be restricted to low-risk areas and drains as opposed to food-contact surfaces.
As devices that can verify the efficacy of sanitation continue to become cheaper; tests based on ATP luminescence will likely become routine, even in the smallest of processing facilities.
Conclusions
An effective sanitation program is an essential part of running any food production facility. A sanitation program brings cost benefits, enhances motivation in the workplace and provides a microbiologically safe and stable product. By focusing on the critical features of a sanitation program, it is possible to develop a plan on limited resources.
Keith Warriner, Ph.D. is an associate professor in the Department of Food Science, University of Guelph, Guelph, ON N1G 2W1, Canada.
Developing a Cost-effective Sanitation Plan for Small-to-medium Processors




