Food production professionals, operations managers and plant directors are typically focused on “while-running” losses, supply chain issues and their workforce. But sanitation is a dark corner of the food production facility that can threaten both food safety and productivity.
Food industry professionals are often caught in the middle of the competing demands of ensuring a thorough sanitation cycle and reducing downtime. Management guru Peter Drucker once said, “Efficiency is doing things right; effectiveness is doing the right things.” This well-traveled adage still holds true today, but the efficiency/effectiveness equilibrium takes on heightened relevance when viewed through the lens of sanitation.
Drucker alludes to the conclusion that the two concepts are often confused with each other, meaning being really good at one area leaves the entire operation vulnerable to failing at the other. For example, a crew could wash the line very quickly (efficiently) but may leave allergens and microbes that could potentially expose customers to hazards or lead to government intervention and cripple a business’s reputation. Conversely, a sanitation team may effectively wash the line, resulting in zero failures but burn valuable production time in the process.
Luckily, managing sanitation standards is not a pick-your-poison decision of contamination versus downtime. World-class sanitation practices can be achieved through a commitment to balancing both efficiency and effectiveness. Just how critical is this balance? Let’s evaluate what we know to be true about sanitation:
• Sanitation is an infrequent, often very manual, noncore activity that lives in food and beverage production facilities.
• When conducted properly, the result is a safe and quality product, more production uptime and just-in-time inventory (more cash).
• If managed poorly, operations risk losing production time and, more importantly, the customers’ health.
• The margin of error between a successful and unsuccessful sanitation cycle can be razor thin.
Lean sanitation is about striking a balance between safety and speed to achieve the highest outcome in both. It is also the combination of investing in the Seven Steps of Sanitation and the Seven Deadly Wastes. The Seven Steps of Sanitation ensure an effective wash that completely removes allergens, food residues and microbes. The Seven Deadly Wastes (also known as TIMWOOD) is a tried-and-true lean manufacturing practice that empowers the team to identify and eliminate the most common wastes. Together, they form the basis of a successful game plan for improving both wash-cycle time and wash effectiveness. Lean sanitation requires us to get back to basics, enlisting time studies, developing standard work, 5S, single-minute exchange of dies (SMED) and focused waste reduction. A safe, effective and efficient wash is the result of careful planning and deliberate analysis, evident in the lean sanitation 7×7 matrix (Table 1).
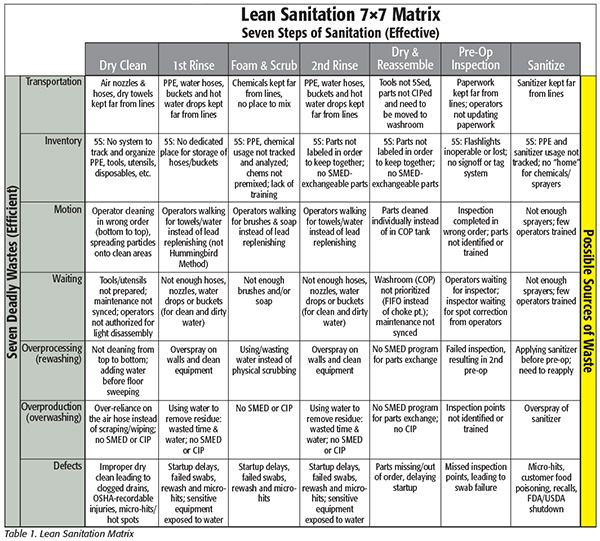 Notice for each effectiveness step, the 7×7 matrix suggests areas where efficiency can be improved, but the clear order is effectiveness first, then efficiency.
Notice for each effectiveness step, the 7×7 matrix suggests areas where efficiency can be improved, but the clear order is effectiveness first, then efficiency.
Performing the Seven Steps of Lean Sanitation
We suggest to our clients that each wash cycle must be planned based on 1) the number of employees versus the number of tasks; 2) where the wash occurs within the shift; 3) special product setups; 4) a proper sequence that maximizes concurrent tasks; and 5) planned maintenance. Plan your washes like a major downtime event and employ these tips to achieve optimum effectiveness.
Before the wash: Review expectations and employ checklists
Before the line stops, gather the team and prepare them for the wash by reviewing the plan, assignments and expectations.
1. Develop and execute a comprehensive prewash checklist.
2. Identify as many cleaning tasks while running stage tools, carts, supplies, personal protective equipment (PPE) and the installation of plastic barriers to avoid spraying contamination.
3. Remove materials from the past run.
4. Before the wash starts (or between washes), the sanitation team should clean satellite equipment not being used in the current run and any SMED-exchangeable parts.
During the wash: The Seven Steps of Sanitation
1. Dry clean. Once the line stops, dry clean and disassemble equipment. After a dry clean, equipment should look close to fully clean. Take time to clean thoroughly to avoid having to reclean; yet remember, too much water too soon can create messes. Make sure to:
• Remove and empty scrap bins.
• Wipe, sanitize and cover sensitive electronics such as electrical panels, photo eyes and motors.
• Sweep the floors and walls to keep them clear of buildup.
• Scrape caked-on excess with plastic scrapers.
• Use air to blow down loose material from top to bottom.
• Sweep the floors a second time for thoroughness.
• Use dry cloth wipes to remove excess soils.
• Send clean-out-of-place (COP) parts to the washroom, ensuring that parts are prioritized based on critical-path analysis.
• Start the first rinse only when equipment looks 90 percent clean.
2. First rinse. The goal of the first rinse is to break down remaining fats, sugars and proteins.
• Only one person should be responsible for filling buckets and bringing them out to the operators.
• Operators should use protective gloves as PPE before handling hot water.
• Let hot water sit for 10 minutes before application.
3. Foam and scrub. The goal of this step is to remove the remaining 10 percent of soils.
• Foam first, allowing the detergent to penetrate the remaining food soils.
• Scrub using clean, food-safe brushes or cloths.
• Remember, detergent is not sanitizer, so you must activate it by scrubbing to remove the remaining particles.
• Do not use pressurized water to replace the job of “elbow grease.”
4. Second rinse and operator inspection.
• Be careful of hot water, and separate water buckets and tools.
• Rinse with a clean, dry cloth rag and hot water, and air dry.
• Operators should check their work by inspecting the equipment with a flashlight.
• An effective initial rinse and scrub means you won’t spend a lot of time on these steps because most of the soils will have already been removed.
5. Dry & reassemble. Depending on Sanitation Standard Operating Procedures (SSOPs), product, equipment and applications, some of the equipment will need to be dried and reassembled prior to inspection.
• Evaluate SSOPs to ensure the proper order is documented and followed.
• Use only lint-free towels or allow the equipment to air dry.
• Coordinate with the maintenance department so that they are aware of their role and that the line doesn’t “sit,” waiting for mechanical expertise.
6. Preoperation inspection.
• The entire area (including floors) should be cleaned before the official preoperations inspection.
• Designated pre-op inspectors [quality assurance/quality control (QA/QC), supervisors, etc.] should use flashlights to inspect under belts, inside rollers, inside pipes and all belt scrapers for residual soil.
• Identify and label critical inspection points based on micro-hit analysis.
• The operator who cleaned the equipment should be by the side of the inspector, ready to resolve any issues. This is also a good opportunity to retrain and coach the operators on proper cleaning techniques and potential hot spots.
7. Sanitize. After the equipment has been pre-op inspected, the operator can then spray with sanitizer.
• Give equipment 100 percent coverage (conveyor belts may have to be started to reach the entire length).
• Follow all equipment manufacturer guidelines for which types of sanitizers are safe to use on their equipment (some can be corrosive to belts and bearings).
• Rotate sanitizer chemicals regularly to safeguard against resistant pathogens.
Unlike the standard work of your production, these seven steps are very operator dependent and movement intense. A manager must: 1) train the operators on these skills/concepts; 2) document the steps; 3) set expectations; 4) reinforce time allowance; and 5) coach, retrain and repeat. The Seven Steps of Sanitation inform how the right things should be done, but food industry professionals can apply lean concepts to reduce wasted time and remove movement from the sanitation cycle. Lean manufacturing empowers frontline operators to seek out and eliminate TIMWOOD. It follows the mantra that if you can see it, you can eliminate it and therefore increase your efficiency, productivity and profit. Through TIMWOOD, a team can identify and eliminate waste, thereby achieving lean sanitation. Here is a breakdown of TIMWOOD:
Transportation.
• Includes the transport of tools, cleaning carts, towels, water and soiled items.
• Practices the Hummingbird Method: designates a runner (or runners) to move between operators, bringing them clean water, utensils and tools, and removing soiled items.
• Designates a crew or utility lead who can gather information on the progress of the wash and report results hourly for short-interval control with the supervisor.
Inventory.
• Includes chemicals, towels, disposables, 5S and SMED parts to be cleaned out of place.
• Keeps small parts together.
• Returns parts to the same machine in the same spot.
Motion.
• Includes operators looking for tools, materials, clean in place (CIP), hot water and/or air drops not located next to the line (a 5S initiative).
• To reduce motion, designates runners to keep the cleaning operators in place.
• Since operators have to leave the production floor for breaks, has the crew break together and uses that movement to purge soiled water, cloths and utensils. On their way back from break, has them replenish with clean items.
Waiting.
• Includes poorly coordinated operations handoff with maintenance.
• Syncs the movement of all parties so the line never sits waiting for QA/QC or supervisors to pre-op inspect.
• If an operator must wait for assembly or disassembly, fills his or her dance card with another critical-path activity.
Overprocessing.
• Includes using the wrong tools and poorly executed handoffs and unnecessary rewashing of equipment.
• Includes cleaning items that should be in sanitation zones 2 and 3.
• If the floors were not properly dry cleaned (swept while still dry), operators may waste time at the end of the wash cleaning when once-dry particles become wet and sticky.
• Includes any swab failures that cause a rewash and tries to do it right the first time.
Overproduction.
• Includes too much chemical, water or sanitizer usage.
• Too many washes: any wash that could have been avoided if production scheduling had properly sequenced their production wheel. For example, instead of placing the most allergenic item at the end of the production wheel, placing it in the middle, forcing twice as many washes.
Defects.
• Includes failed swabs, rewashes, micro-hits or any other unplanned item that delayed startup.
• The team should be reviewing defects to understand if they are “one-off” or systemic.
• Develops triggers for root-cause analysis (RCA). For example, for any event causing a delay over 30 minutes, the operator escalates to the supervisor and the team investigates the source of the delay on the spot.
• Installs a robust sanitation review program that focuses on top defects month to month.
Training your operators to tackle TIMWOOD includes making simple behavior changes and implementing a more comprehensive, companywide system to coordinate and track performance. You can characterize your approach to TIMWOOD on two fronts: high and low.
At a high level, you would conduct time studies leading to a critical-path analysis (a list of activities that dictate the longest duration). Then, as the critical path “tails,” focus on those activities that can be prioritized, “crashed” or automated. Refer to the Lean Sanitation 7×7 Matrix to identify opportunities in the sanitation process to improve the effectiveness or efficiency of each step. Finally, install an internal management system to plan and coordinate the sanitation cycle, track and report performance, and identify top sources of loss, then act on them to realize improvement.
At a lower, granular level, train operators on the Seven Steps of Sanitation. Empower operators to take ownership of their roles by identifying and eliminating TIMWOOD wastes when they present themselves. Plant managers can instate the 20-foot rule as a trigger for improvement: Operators escalate to their supervisor any time they have to move more than 20 feet from the machine they are cleaning. The supervisor can assemble the team, determine the RCA and facilitate solutions. This concept will stop the supervision from trying to envision and institutionalize every possible occurrence of waste into an SOP and instead put the duty of waste reduction in the hands of the employees.
Here’s a real-life example from the production world in a chicken processing facility: Operators were empowered to stop the line when waste over one pound accumulated on the production floor. Then a team of operators, leads and mechanics gathered at the point of waste to fix it on the spot. The production facility waste went from over 1,000 pounds of product on the floor at any given time down to nearly zero.
Becoming both effective and efficient in your sanitation cycles through the lean sanitation processes is not a daily or weekly turnaround, but it is a transformative investment. It requires managers to reinforce the critical value of operator engagement in both developing solutions and adopting new practices. Beyond the balance of the sanitation/production pendulum, management teams can employ simple principles that can have a huge effect. Empowerment leads to ownership and accountability, and ultimately to continuous improvement.
The implementation of the Seven Steps of Sanitation while eliminating the Seven Deadly Wastes is the key to installing a sustainable effective, efficient initiative. The convergence of both systems creates an operating balance of safety, compliance, productivity and profitability, and empowers operators to own the results of the sanitation cycle.
Ted Curry is a technical manager for Myrtle Consulting Group.
Reaching Effectiveness and Efficiency in Your Sanitation Cycle




