Designing a piece of equipment to be functional, efficient, economical and so it can be cleaned and sanitized quickly and easily is a definite engineering challenge. Not too many years ago, only the first three qualities were usually considered. The U.S. Department of Agriculture (USDA) was the only major organization that enforced the use of equipment that could be easily cleaned, requiring approval before such equipment could be used in a meat-, poultry- or egg-processing facility.
Since the advent of USDA’s mandatory Hazard Analysis and Critical Control Point (HACCP) programs, sanitary design of equipment has become an absolute necessity, and more and more equipment companies are claiming their equipment is of sanitary design. However, processing companies (purchasers of this equipment) should develop their own criteria for the sanitary design of processing equipment that fits their operation.
The American Meat Institute (AMI) has developed a sanitary design checklist for the meat- and poultry-processing industry. Many of its points can be applied to other processing equipment used throughout the food industry.
Some tips to consider when deciding on a piece of new or used equipment for your plant are as follows:
1. When looking for new or used equipment, cleaning and sanitizing of the equipment should be fully considered in its design and operation.
2. The food contact surfaces on the equipment must be non-toxic, non-absorbent, non-reactive, non-corrosive and cleanable to meet FDA requirements. The regulations are specific for food contact surfaces, in or on food processing equipment. They must be non-toxic, non-absorbent of any liquid and consist of a material that will not corrode from reaction with the food product or any of the cleaning and sanitizing chemicals. Wood, of course, is not an approved food contact surface since microbe-carrying moisture can soak into it and contaminate any product or utensil placed on it. The use of cadmium, antimony and other toxic metals is prohibited. In general, soft metals do not make suitable food contact surfaces. Specifically, 21 CFR, Part 110.40 states, “Food contact surfaces shall be corrosion-resistant when in contact with food.” It also states, “Food contact surfaces shall be maintained to protect food from being contaminated by any source, including unlawful direct food additives.”
3. All joined food contact surfaces must be butt-welded and free of overlap welds. Joined food-contact surfaces that are overlap-welded present a metal-to-metal contact surface and are liable to flex, crack the welds and present a hidden niche for microbial growth. These niches are virtually uncleanable.
4. The processing equipment, especially in the food contact zone, must be free of stitch or spot welds. Stitch welding leaves voids in the weld which provide potential harborage for microbes. Microbes are extremely small and many of them can fit into the voids left by stitch/spot welds. If stitch welding has to be used, the void between the welds should either be sealed with silver solder or by rewelding to fill in the voids. It then should be ground and polished. Caulk is not recommended as it has a tendency to mold, harden and fall out of the void. All welds must be continuous, smooth and polished in food contact surfaces. All welds must be free of pits, cracks and corrosion anywhere on or in the equipment.
5. All equipment and/or component surfaces should be paint-free. The strong chemicals as well as high- or even boosted-pressure water used during sanitation will, in a short time, start to strip the paint off the surface. Subsequent sanitation will rapidly cause the base metal to corrode and the loosened paint will potentially contaminate any product being processed nearby.
6. Open, inverted angle supports should be used for equipment legs and bracing. Open supports, mounted with the internal angle facing downward or out to the side, eliminate any places that are difficult to reach for cleaning. If solid legs or bracing are used, they should either be round or square but turned 45° to provide a diamond shape so the sloped sides do not present a flat surface where dust, dirt or moisture could collect. Any solid legs or bracing must be free of open holes, ends or cracked welds.
 7. Food contact surfaces—or preferably, any surface on the equipment—should not have any recessed fasteners (Allen heads, Phillips screw heads, etc.; see Figure 1). The product zone should be free of bolts, nuts or other fasteners that may become loose and present a foreign-object hazard. All nuts (cap, wing or other) are to be mounted on the outside of the equipment and exposed threads in product zones should be covered with sealed cap nuts.
7. Food contact surfaces—or preferably, any surface on the equipment—should not have any recessed fasteners (Allen heads, Phillips screw heads, etc.; see Figure 1). The product zone should be free of bolts, nuts or other fasteners that may become loose and present a foreign-object hazard. All nuts (cap, wing or other) are to be mounted on the outside of the equipment and exposed threads in product zones should be covered with sealed cap nuts.
.jpg) 8. Rolled edges on equipment including work tables should not be rolled more than 180° to avoid creating flat areas that are extremely difficult to access and clean (Figure 2). In this figure, the edges in the top row are examples of good design. The one in the center is the preferred design; it can be easily accessed from the exterior for cleaning. The examples in the bottom row are dirt- and grease-catchers and are difficult to clean without special effort. Most sanitation crews do not have time to attend to cleaning details such as these. When purchasing equipment, always reach under the edges to determine how the platform or table edges are shaped.
8. Rolled edges on equipment including work tables should not be rolled more than 180° to avoid creating flat areas that are extremely difficult to access and clean (Figure 2). In this figure, the edges in the top row are examples of good design. The one in the center is the preferred design; it can be easily accessed from the exterior for cleaning. The examples in the bottom row are dirt- and grease-catchers and are difficult to clean without special effort. Most sanitation crews do not have time to attend to cleaning details such as these. When purchasing equipment, always reach under the edges to determine how the platform or table edges are shaped.
9. When considering equipment, make sure to examine the legs under the equipment. The legs should be easy to clean around, with no niches or cracks and exposed threads for dirt and debris to collect. The legs should be designed to support the equipment off the floor from a minimum of 12 inches upward (depending on the buyer’s own requirements) to facilitate cleaning under the equipment.
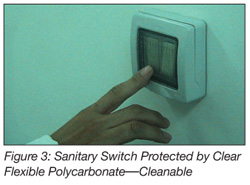 10. All faceplates on gauges/sensors/ sight glasses or other surfaces should be made of a shatterproof, easily cleanable material such as polycarbonate or other suitable cleanable material (Figure 3). The enclosure shown in this figure is easily removable from the mounting surface for cleaning.
10. All faceplates on gauges/sensors/ sight glasses or other surfaces should be made of a shatterproof, easily cleanable material such as polycarbonate or other suitable cleanable material (Figure 3). The enclosure shown in this figure is easily removable from the mounting surface for cleaning.
11. Control boxes should have sloped, cleanable tops and any doors must be free of piano hinges. These should also be mounted on support posts, framework or standoffs, with a minimum of one and one-half inch clearance from the nearest surface to provide for adequate cleaning behind the control boxes. These boxes should be constructed to withstand the water pressure used by the facility for sanitation. Today’s recommendations are either house pressure or boosted pressure (up to 600 psi). High-pressure water (over 600 psi) is no longer recommended.
12. All bearings on the equipment should be outside the product zone. If, out of necessity, they are in the product zone, they are to be sealed or capped to prevent leakage of lubricants into the product. All bearings must be able to withstand cleaning/sanitizing procedures with the selected cleaning/sanitizing chemicals and the water pressure level used by the plant.
13. If the equipment uses belts, the belts must be equipped with quick releases or other access points to enable cleaning around belt pulleys. The belting material must also be of the type that is easily cleanable and sanitizable, preferably without cloth backing. No hollow rollers should be used on conveyers. All conveyers should be equipped with solid rollers, slides or friction strips.
14. All processing equipment that requires dismantling for cleaning, sanitizing and/or maintenance should be constructed so that it can be dismantled without using any special key or tool. If dismantling the equipment requires tools, they should be no more complicated than a screwdriver and/or crescent wrench.
15. Obtain assurance from the equipment manufacturer that cleaning and sanitizing was considered in the overall design and manufacturing of the particular piece of equipment. In addition, request cleaning protocols that have been third-party validated.
These protocols should be included in a training manual and easily read and followed by sanitation and maintenance personnel. Ideally, the manufacturer would provide a representative to lead the sanitation crew through the sanitation procedures during the commissioning of the equipment.
These are the major items the writer feels should be taken into account when purchasing food processing or even packaging equipment, whether it is used or new. This list should be attached to any equipment package sent out for bid or to any purchase order sent to a supplier or seller of the selected equipment.
Don Graham, president of Graham Sanitary Design Consulting, LLC, has provided sanitary design consulting services to the food industry since 1998. He can be reached at Graham Sanitary Design Consulting, LLC, Jackson, MI, grahamdj@prodigy.net, 517.796.1733 (office) or 314.607.9918 (cell).
Equipment Sanitary Design Considerations When Purchasing