Extraneous matter can have far reaching ramifications on the value chain from costly equipment damage to consumer injuries that can damage the established equity of a brand. In my experience, companies will often dismiss needed due diligence checks under the premise that you can’t inspect quality into products, but how does one know the level of quality that the product inherently possesses until you or an unbiased third party actually examines it.
Relying on letters of guarantee and certificates of analysis is quite superficial when historical evidence of material suitability is absent. In upset situations and periods of rapid change, quality control measures must be adopted to protect the consumer and the business enterprise from tangible risk. Most industry professionals definitely comprehend this principle, but it can be difficult to prioritize when additional resources for screening raw material and finished product streams should be used.
"Trust, but verify" is a motto that can help your business when benchmarking suppliers and internal manufacturing operations in this regard. Essentially, the organization must prioritize the allocation of finite resources and analytical testing budgets based upon thoroughly performed and well-documented risk assessment. Moving forward in any other manner may prove immensely wasteful. Unfortunately, many quality professionals and classically educated business leaders are quick to denounce any inspection and testing of supplied materials because they believe that this approach is contrarian to the principles established by Dr. W. Edwards Deming. Dr. Deming’s many ground-breaking diatribes on the wasteful business practices of his time did indeed defame the mindless inspection and testing of all products while products of compromised quality were still distributed to consumers. Dr. Deming would probably be the first to admit, however, that if you do not possess data confirming the stability and suitability of a supplier’s various manufacturing processes, then blindly accepting a commodity for unrestricted use would be extremely foolish. Operating in this mode creates undue risk for the business enterprise and diminishes the level of protection afforded to the ultimate consumer. If a business has developed a stable supply history to justify not evaluating the product for contaminants, so be it; unfortunately, change is inevitable. New product introductions, various cost savings initiatives and unforeseen external influences can definitely undermine the aforementioned ideal steady state.
Prioritizing Risk
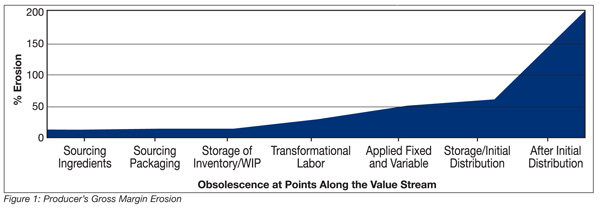 The organization must be prepared to protect itself from excess risk present within such a scenario. Prioritization of risk mitigation activities must be performed according to an established model, not just group think or gut feel. Conducting focused risk assessments can aid the processor in identifying the gaps present in their own supply chain. For both financial and business continuity purposes, it is best to evaluate ingredients and subcomponent blends early in the value chain. Figure 1 displays the incremental costs incurred when sampling activities, culling inspections and/or other product actions are taken at later stages of the product lifecycle. If there is any doubt, you certainly want to catch a problem early. Typically consulting your HACCP plan or a pre-existing failure mode and effects analysis (FMEA) will be a logical primary step. Having a healthy dialog with the supplier at this point is another recommended practice. Voice your concerns to the supplier; if only a superficial conversation can be had with flippant responses, then maybe engaging with their trade references will provide valuable information on past failures and noted gaps.
The organization must be prepared to protect itself from excess risk present within such a scenario. Prioritization of risk mitigation activities must be performed according to an established model, not just group think or gut feel. Conducting focused risk assessments can aid the processor in identifying the gaps present in their own supply chain. For both financial and business continuity purposes, it is best to evaluate ingredients and subcomponent blends early in the value chain. Figure 1 displays the incremental costs incurred when sampling activities, culling inspections and/or other product actions are taken at later stages of the product lifecycle. If there is any doubt, you certainly want to catch a problem early. Typically consulting your HACCP plan or a pre-existing failure mode and effects analysis (FMEA) will be a logical primary step. Having a healthy dialog with the supplier at this point is another recommended practice. Voice your concerns to the supplier; if only a superficial conversation can be had with flippant responses, then maybe engaging with their trade references will provide valuable information on past failures and noted gaps.
Now that a risk profile has been developed, the next phase is to sort the ingredients/sourced components by potential. If after this step is completed you find that your process already has multiple documented redundant interventions in place to either flag or mitigate the contaminants of concern, then further evaluation of the ingredient is not necessarily a priority. If unforeseen risk or other basis for further concern is noted, then product evaluation is most likely warranted.
Prior to moving forward with sampling activities, it is crucially important that every quality and food safety professional have a basic understanding of product sampling and the statistical pitfalls associated with the use of the resulting data. As I was once told by a colleague who commented on a book proposal of mine, "Remember that every bite is a 100% inspection!" Performing statistical sampling to ensure that products are free from physical hazards is not the concept that I wish to enforce here because that outcome does not logically exist. Using well-designed sampling plans and organizing the resultant data for trend analysis can help producers better understand their contamination burden and flag the organization when significant differences are present. The typical "tribal" sampling plans that have been passed down from the previous generations of management should be revisited for relevancy (i.e., spot checks, top middle bottom, square root of some number, etc.). By only using documented sampling plans with tangible operational characteristics curves, the limitations and inherent risk of the exercise can be divined. If the organization doesn’t have the internal resources to produce their own valid sampling plans, they should, at the very least, consult a sampling reference standard, such as ANSI/ASQ Z1.4 (the antecedent of Military standard 105 E) for guidance. Remember that internationally recognized standards are much easier to translate to regulators and legal professionals than "Joe QC Manager said to check the top, middle and bottom boxes for yellow paint chips."
Examining products for physical contaminants is quite different than performing product evaluations for chemical contaminants and/or the presence of viable microorganisms. Unlike many chemical contaminants of concern, once introduced, physical hazards aren’t readily diluted to a level that provides no potential adverse health effects (minus mechanical degradation or active culling). Likewise, you can’t culture for and incubate the product to reveal the presence of the extraneous matter in the same manner that can be done with viable microorganisms. Typically, the extraneous matter becomes more difficult to detect following its introduction to the process, hence adopting comprehensive preventative measures are the ultimate cost-effective safeguard for the organization and its suppliers.
How to Test
There are numerous techniques available to screen materials for the presence of extraneous matter. These range from generic visual and tactile investigations to the use of a range of tools from analytical chemistry and machine vision. If, for instance, metallic contamination is a concern, and the primary packaging allows for metal detection, an off-line metal detector (or X-ray system) can be set up to examine the entire lot. Obviously, any detection system will need to be validated and challenged to the same scrutiny as its finished product inspection counterpart would. Samples of the product can also be obtained, appropriately prepared (solvent and organic acid digestion coupled with vacuum filtration may be necessary) and viewed under a stereo microscope for trace contaminants. Metallic contaminants typically contrast very well with most products using standard light sources. The would-be microscopy technician should be advised that there is a high probability that you will find small pieces of metallic compounds in highly processed ingredients. The key is to be able to recognize when the proverbial cliff has been reached. Two or three microscopic pieces of non-magnetic metals within the visible field portray an entirely different feeling than seeing two to three hundred pieces of rusted ferrous.
It is advantageous to have a technician on staff that has been formally trained in the many techniques of forensic microscopy. Lightly trained individuals, however, can usually spot gross contamination. Third-party services are always an option as well, but when an immediate decision must be made, it is advantageous to have the skill set on-site. Many times, microscopic rubber particles can be identified in products that pass through gasketed pipe connections and, typically, the contamination levels become elevated when the component has either reached, or is approaching, the end of its service life. Depending on the design, many positive displacement pumps will also shed particulates when set up incorrectly or are otherwise compromised. Likewise, microscopy can help to identify the presence of insect fragments, mold and synthetic fibers within products. Such small contaminants can be characterized in the same manner as large contaminants to determine their origin. Are the particles magnetic? Is there evidence of mechanical stress, frettig corrosion or brinelling? With a ferrous-type or paramagnetic contaminant spotted, the producer or supplier may want to run the batch through a magnetic drum separator (if the material allows) to identify the level of contamination and divine the root cause.
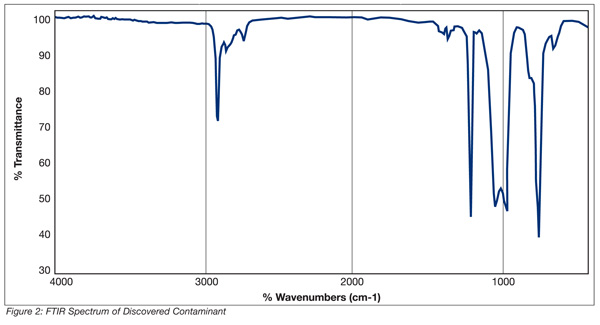 If desired, even inductively coupled plasma-mass spectrometry (ICP-MS) and/or Fourier transform infrared spectroscopy (FTIR) can be used on these isolates to positively identify their composition. One client decided to scalp and sift an entire lot of supplied granular acid blend after discovering an unusually high number of microscopic rubber fragments in a pre-purchase sample. The firm found a 2-inch long, grey chunk of rubber on the scalped fraction. A portion of this material was sent off to an analytical laboratory to have it analyzed via FTIR. Figure 2 displays the resultant spectrum. The material ended up being a specific polydimethylsiloxane-based caulk not used in their receiving or sifting/rework areas. During an "ownership" debate with the supplier, it was found that a large portion of ceiling tile caulk had, in fact, come up missing over their ribbon blender about a month ago. The spectra of both materials were identical and a fully absorbed claim was rewarded.
If desired, even inductively coupled plasma-mass spectrometry (ICP-MS) and/or Fourier transform infrared spectroscopy (FTIR) can be used on these isolates to positively identify their composition. One client decided to scalp and sift an entire lot of supplied granular acid blend after discovering an unusually high number of microscopic rubber fragments in a pre-purchase sample. The firm found a 2-inch long, grey chunk of rubber on the scalped fraction. A portion of this material was sent off to an analytical laboratory to have it analyzed via FTIR. Figure 2 displays the resultant spectrum. The material ended up being a specific polydimethylsiloxane-based caulk not used in their receiving or sifting/rework areas. During an "ownership" debate with the supplier, it was found that a large portion of ceiling tile caulk had, in fact, come up missing over their ribbon blender about a month ago. The spectra of both materials were identical and a fully absorbed claim was rewarded.
Hopefully the account above reinforces the benefit of screening materials especially during times of change and/or upset conditions. Yes, this examination will have to be performed at an incremental cost to the business model, but when one re-examines Figure 1, the expense can be justified.
Doug Peariso is President of Contemporary Process Solutions LLC, a Windsor, CO-based independent consulting firm that offers expertise to food companies in delivering sustainable product safety and business improvements. Peariso is an ASQ-certified Six Sigma Black Belt, an ASQ Certified Hazard Analysis and Critical Control Point (HACCP) Auditor and the author of the book, Preventing Foreign Material Contamination of Foods (Blackwell Publishing). He is a member of the Food Safety Magazine Editorial Advisory Board and can be reached at doug.peariso@cps4you.com.
Ingredient and Finished Product Testing For Extraneous Matter




