
Most people take water for granted. In the United States, Japan and in Western Europe, all that an individual needs to do is turn on the tap at any time in the day or night to get clean, potable water. Water is used for drinking, cooking, washing and myriad other tasks.
After listening to the rhetoric at a 2002 environmental conference in South Africa, it is apparent that “the right to clean water” should be included in the list of unalienable rights for everyone in the world. The reality is, however, that those who have abundant supplies of good, clean water should consider themselves blessed. Anyone who has traveled overseas where the recommendations include “Drink only bottled water” or “Use the local tap water for rinsing your toothbrush only,” know how fortunate they are to have good water. There are still places in the world where water must be drawn from public wells and carried home, and others where the people are not even that fortunate.
Of course, even in places where water quality is considered good, problems crop up. The following excerpt from the Centers for Disease Control and Prevention’s (CDC) Morbidity and Mortality Weekly describes one such problem: In March and April 1993, an outbreak of cryptosporidiosis in Milwaukee resulted in diarrheal illness in an estimated 403,000 persons. Following that outbreak, testing for Cryptosporidium in persons with diarrhea increased substantially in some areas of Wisconsin; by Aug. 1, 1993, three of six clinical laboratories in Dane County were testing routinely for Cryptosporidium as part of ova and parasite examinations. In late August 1993, the Madison Department of Public Health and the Dane County Public Health Division identified two clusters of persons with laboratory-confirmed Cryptosporidium infection in Dane County (approximately 80 miles west of Milwaukee).[1]
Water is, therefore, a major issue even in countries where the water quality is acknowledged to be good. For example, during the later years of the Clinton Administration, they proposed lowering the standards for certain elements. The Bush Administration held up implementation to allow for additional study.
So, the bottom line is that water is essential for life, health and even doing business, but it can’t be taken for granted. Food processors need large quantities of good quality water for a range of operations, including blending or mixing, cleaning, ice making, steam production and product transport. It is absolutely essential that food processors take steps to assure that the water and water systems in their plants are safe, wholesome and under their control.
Water as a Prerequisite for HACCP
The Hazard Analysis and Critical Control Point (HACCP) regulations for both the juice and seafood industries include eight areas where processors must have documented programs to assure good sanitation.[2,3] One of these emphasizes the safety of water and ice used in food processing. The following has been drawn from the U.S. Food and Drug Administration’s (FDA) HACCP regulation for the juice industry found in 21 CFR Part 123:
(a) Sanitation controls. Each processor shall have and implement a sanitation standard operating procedure (SSOP) that addresses sanitation conditions and practices before, during, and after processing. The SSOP shall address: (1) Safety of the water that comes into contact with food or food contact surfaces or that is used in the manufacture of ice….
The Good Manufacturing Practices found in 21 CFR Part 110 also contains similar wording. The question is, “What can be done to assure that water quality is good?” The regulations state that “the water supply shall be sufficient for the operations intended and shall be derived from an adequate source. Any water that contacts food or food-contact surfaces shall be safe and of adequate sanitary quality. Running water at a suitable temperature, and under pressure as needed, shall be provided in all areas where required for the processing of food, for the cleaning of equipment, utensils, and food packaging materials or for employee sanitary facilities.”[4]
Most processors draw water from city water supplies or wells. The assumption is that these are safe sources but this needs to be verified. There are many operations around the world that draw from rivers or other sources and must treat water on site to assure its sanitary quality. In the U.S. salmon canneries in remote locations in Alaska are such operations. Treatment plants must, therefore, be an integral part of these facilities. In the early 1980s, two outbreaks of botulism that were traced to canned salmon processors underscored the need for both good sanitation and good water quality in these operations. Several operations installed reservoirs for chlorinating can cooling water. Using information developed by the National Food Processors Association, the waters were treated to achieve a 5-log reduction of spores of Clostridium botulinum in an effort to reduce the potential hazard from water.[5]
There are also many operations that have additional treatment systems. They may be passing water through a reverse osmosis (RO) system to ensure that the water is cleaner or of better chemical quality when used as an ingredient. Other might chlorinate or ozonate their process waters, and there are those who pass water through ultraviolet (UV) light systems. Each of these kind of systems need to be included on the company’s preventive maintenance program. Records that filters or ultraviolet sources are changed regularly will ensure that the system will function as designed, that is, it will keep water quality high and/or reduce the microbial load in that water.
The water must also be delivered to different areas within the plant at with sufficient pressure to do the job that needs to be done. For example, if a line contains a washer or washing step, the water pressure must be high enough to properly wash the product or unit operation. Operations that have problems with poor water pressure may be forced to install hold tanks with pumps to assure both adequate supply and pressure.
Most food processors use hot water for cleaning and other operations. Processors need to assure that they establish systems that allow them to heat sufficient quantities of water for all their needs. Ideally, these systems should allow them to control temperature to within the necessary parameters. For example, cleaners work best within set temperature ranges. If an operation is involved with the production of meat or meat products, U.S. Department of Agriculture (USDA) regulations mandate that there be sanitizing stations where the water is held at 82F or above to assure that utensils may be properly sanitized.
The first step for a processor is to be sure that there are complete and updated plumbing diagrams. Processors need to understand how fresh water comes into the factory, its source and, perhaps, most important, that there are no cross-connections with sewage or waste water lines. This is something that most new plants would have, but is not as common in older facilities. Understanding water and wastewater flow is absolutely essential. The plant engineers and/or maintenance people should conduct an internal audit to verify that plumbing diagrams are accurate and up to date. Experience shows that as plants expand or are modified, these operations tend not to make the necessary changes to their plumbing blueprints.
Processors should also examine all water lines and water handling systems to be sure that there is no potential for contamination within the operation. Do you have back-flow prevention devices on water lines? Are there air gaps between spigots or hoses and water sources? Are hoses handled properly so that their use in the process will not contaminate product, equipment or ingredients? Operators need to teach plant staff how to handle and store hoses. Line workers often drag hoses across the floor, over equipment and use them to fill blending or mix tanks. Wastewater and soil end up in the mix. Perhaps the greatest potential concern for contamination is cross-connections. Processors need to verify that plumbing diagrams are both accurate and current. The diagrams should show no cross- connections.
As noted, processors should conduct an audit of their water and plumbing systems. Such an audit will also help processors determine whether there are any “dead spots” or deadends in the lines. Water lines remain clean because they are constantly flushed. Unused lines off a main or a large reservoir below the floor will not be flushed properly. Water remaining in these dead areas can create potential health and quality problems. For example, a processor who relies on clean water for blending might experience off-flavor problems if there is a dead spot upstream of the blend tanks. Back-flow devices are designed to prevent dirty or contaminated water from flowing towards a clean source. They allow water to flow in one direction only. Operators must check to see that these are on lines as they can “disappear.” Air gaps are also basic good sanitary design. Water sources and tanks must be separated.
Indeed, back-flow prevention has become a hot button in third-party audits. The plumbing diagrams alluded to earlier should include all water systems and the locations of the back-flow devices in the system. Ideally, these devices should be included in a plant’s preventive maintenance program. There should also be an easily accessible back-flow device on all water mains coming into the plant. There are plants where the lines are under ground and, therefore, inaccessible. Yet, these plants tell the auditors that they are “checked annually.” In point of fact, there are many states where it is mandatory that a food processor contract with an outside firm to validate that the back-flow devices on their water mains are functioning as designed. These companies conduct pressure tests on the devices and make any adjustments that are needed. Their report will also serve as an auditable record to ensure that the work is being done.
How ice is manufactured, stored and used is another issue that should be part of a processor’s water management program. There is a sense that plant workers and their managers believe that frozen water cannot be a source of contamination. In many operations, especially in the seafood industry, water for chilling foods or blending is produced in large icemakers that deposit the ice in bins. Workers often “wade into” ice bins with shovels to fill bins with ice for production use. This is not a good practice since that ice may be used to chill foods.
The icemakers themselves also need to be cleaned and sanitized on a regular schedule. Microbiologist Cliff Coles of California Microbiological Consulting has found a number of operators to have filthy icemakers. To quote Coles, “I have only seen a handful of places that have a sanitation schedule for the ice machines. In fact, most still have the original cartridge filter in place that was there 20 years ago.”[6] Processors with ice making capacity should sanitize their units on a weekly basis. They should also establish a regular maintenance program for the water filters. A sticker or tag should be placed on the filter that can be easily seen that indicates when the filter was serviced and when it is due to be serviced again. Records of filter maintenance and icemaker cleaning and sanitizing should be maintained in the plant to document that the work has been done. To further assure the quality of ice used in production, processors are now treating water used for ice making with ozone. This helps assure that the ice is of good microbiological quality and can even help control the microbial load on certain products.
Water Quality Analysis
All food processors should test water in the plant from different outlets at least once each year—and preferably more often. Operators should collect water samples from the farthest faucet from the line in the facility and preferably from the cold side. This should be done even if water is obtained from a city water system. The water quality as it leaves a treatment plant and its condition when it gets to your plant may vary. This is especially true in cities where pipelines are old. If the water pipes are iron, it is quite easy to pick up that metal from the lines. High iron water, whether from old pipes or a natural source, is quite easy to detect. All one needs do is look for iron stains wherever there are leaks or drips.
Along these lines, processors should always request that the city provide them with water test results. These results are those obtained at the water treatment facilities. Having city water records does not preclude the processor from testing water from their own operations, however.
 If water from multiple sources is being used (wells, city or wherever), be sure that samples from each source are tested. Both microbiological and chemical parameters should be tested. Table 1 shows the EPA National Drinking Water Regulations for Microorganisms.[7] And keep in mind, that these analyses may be used to do more than just assure safety of your food and ingredients. Knowing the chemistry of the water coming into the plant will help in other areas. Microbial analyses should include total counts and coliforms. If there are concerns that the water may have been contaminated with runoff from fields or elsewhere, you may want to look for pathogens or parasites. Chemical tests should include pH, water hardness, heavy metals, pesticides, iron and nitrates. Water samples for complete chemical analyses should collected at least once a year and submitted to a recognized water testing laboratory.
If water from multiple sources is being used (wells, city or wherever), be sure that samples from each source are tested. Both microbiological and chemical parameters should be tested. Table 1 shows the EPA National Drinking Water Regulations for Microorganisms.[7] And keep in mind, that these analyses may be used to do more than just assure safety of your food and ingredients. Knowing the chemistry of the water coming into the plant will help in other areas. Microbial analyses should include total counts and coliforms. If there are concerns that the water may have been contaminated with runoff from fields or elsewhere, you may want to look for pathogens or parasites. Chemical tests should include pH, water hardness, heavy metals, pesticides, iron and nitrates. Water samples for complete chemical analyses should collected at least once a year and submitted to a recognized water testing laboratory.
Testing the microbiological quality of the water should be done more frequently. Be sure to establish documented programs for water sampling. These should include how to sample, how often to sample and where to sample. These procedures should also include what tests should be done and the methods for doing the work. If third parties are to be used for sampling and/or testing, be sure that the follow your procedures. Maintain all your records and testing procedures in a separate file or binder so that test results may be quickly and easily accessed.
Installing sample ports on water lines is a good idea, provided they are installed properly. Don’t leave a large deadleg. It is also a good idea to allow the sample port to “run” for a short period to flush the port. If water samples are being collected for microbiological testing and the water is chlorinated, be sure that the sampling program includes a step to neutralize any residual chlorine. (Nasco provides Whirl-Pak bags that include a thiosulfate tablet that will meet this need.) These bags are also safe to use in any kind of processing environment.
There are processors who have built additional safety into their systems by treating all waters entering the plant with chemicals or by UV light systems. Whether the added costs are worthwhile, only time will tell, but no effort to assure safety should be criticized.
Effects on Process Operations
Understanding water chemistry can benefit the processor in many ways. For example, baked goods do not contain large amounts of water but the chemistry of the water can affect doughs or batters, and eventually the finished baked good. Water acts as a solvent for salt, leavening chemicals, sugars, emulsifiers and all polar molecules.
Water may also contain dissolved minerals, organic matter, gases, and microbial contaminants. All of these factors are important to the bakery for overall quality assurance and sanitation. The amount and type of mineral salts present in water is very important to the baker. The degree of hardness is generally expressed as hard, soft, saline or alkaline. The specific composition is expressed in parts per million (ppm) of the dissolved hardness-causing minerals, mainly calcium and magnesium salts.
Dr. Kathleen Feicht of Asta Food Research in Torrance, CA provided the author with examples of how water hardness may affect the quality of baked goods.[8] Calcium and magnesium precipitate from hard waters in steam lines and can then be carried by the steam used in bakery ovens to create spots on the top crust of breads and rolls. Calcium sulfate is the primary component of scale formed on boilers and generally considered undesirable. However, calcium sulfate in a dough system stimulates yeast activity and has a strengthening effect on gluten structure. The salt is often added in areas of soft water. Calcium and magnesium bicarbonates create highly alkaline water, increasing the buffer capacity of the water, and resisting the action of acids to lower the pH. Yeast and enzyme activities are compromised in dough made with alkaline water as the pH remains above the optimum range. Water treatment or formula adjustments must be made to compensate for this condition.
Manufacturers of products such as infant foods or soft drinks may want to install the reverse osmosis systems mentioned earlier. The feeling is that this will enhance both quality and safety of the finished product.
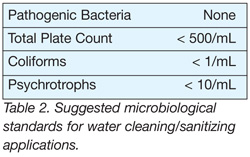 Cleaning and Sanitizing Water is almost a universal solvent. Flushing with water is the all-important first step in removing visible soil. According to Dennis Bogart of Randolph Associates, flushing is the most important step in cleaning. Bogart emphasized this point again and again at a recent symposium sponsored by the Institute of Food Technologists.[9] Cleaning compounds are used with water to enhance the cleaning ability of the water. Water carries detergents to the soil to be removed, it carries detergents and soils away from the surface and it can be used to sanitize a surface; assuming it is hot enough or contains antimicrobial compounds or sanitizers. Before selecting a cleaning compound, processors need to understand basic water chemistry and microbiology. Water used for cleaning should be of good microbiological quality. Table 2 shows recommended microbiological guidelines for water destined for cleaning.[10]
Cleaning and Sanitizing Water is almost a universal solvent. Flushing with water is the all-important first step in removing visible soil. According to Dennis Bogart of Randolph Associates, flushing is the most important step in cleaning. Bogart emphasized this point again and again at a recent symposium sponsored by the Institute of Food Technologists.[9] Cleaning compounds are used with water to enhance the cleaning ability of the water. Water carries detergents to the soil to be removed, it carries detergents and soils away from the surface and it can be used to sanitize a surface; assuming it is hot enough or contains antimicrobial compounds or sanitizers. Before selecting a cleaning compound, processors need to understand basic water chemistry and microbiology. Water used for cleaning should be of good microbiological quality. Table 2 shows recommended microbiological guidelines for water destined for cleaning.[10]
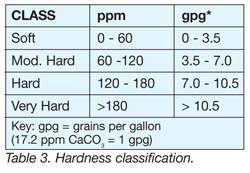 The chemistry of the water, particularly water hardness, profoundly affects the performance of cleaning chemicals. Water hardness affects detergent consumption and may cause the formation of films, scale or precipitates on equipment surfaces. Failure to properly understand water chemistry can cost an operator money in both how much detergent is used and the time required for cleaning. Hardness is easy to measure, however, and is measured in grains or ppm. Table 3 defines water hardness.[8]
The chemistry of the water, particularly water hardness, profoundly affects the performance of cleaning chemicals. Water hardness affects detergent consumption and may cause the formation of films, scale or precipitates on equipment surfaces. Failure to properly understand water chemistry can cost an operator money in both how much detergent is used and the time required for cleaning. Hardness is easy to measure, however, and is measured in grains or ppm. Table 3 defines water hardness.[8]
When working with a supplier of cleaning compounds, be sure to be honest with them when they are developing your cleaning program. It is especially important to let them know if water is being drawn from multiple sources. The water chemistry from waters from different sources may differ significantly.
Water chemistry can also affect sanitizer performance. Chlorine is more effective at lower pHs. The lower the pH of the system, the more hypochlorous ion in the system, and hence, the greater the antimicrobial activity. If the pH of your water is 8.5, the efficacy of chlorination will be significantly reduced. If the water used is very hard, the processor may need to treat it. Water softening may be necessary for both processing and cleaning applications.
Plant Water Systems
Care must be taken when designing a factory to assure that there is not only enough water to meet the needs of processing, cleaning and employees, but that wastewater can be removed from the factory. This is something that needs to be done up front. If a plant adds production capacity without taking a close look at their water systems, significant problems can occur. The author has observed a factory whose toilets backed up and overflowed into the plant during peak production times. The wastewater systems simply could not handle both process water and sewage. It is a good practice to label all water and sewage lines. The use of colored tape, arrows or paint will provide plant personnel and visitors with a quick reference to what is flowing within the pipes and the direction of flow.
An integral part of wastewater disposal is the drains in the plant. Drains must be designed to not only handle peak water usage, but also to allow maintenance and cleaning. Of course, floors must be properly graded to allow drainage. The design and maintenance of floors and drains is a separate issue.
Operators also need to take look at their processes and products and be sure that the materials from which materials their pipes are manufactured are compatable. The one material that operators need to beware of is copper. Copper can be quite detrimental to certain foods and ingredients. Copper is a strong pro-oxidant, so it is not advisable to use copper if your foods are prone to oxidation. Copper will also react with certain flavors and ingredients. As an example, many years ago the author was involved in troubleshooting a problem on off-flavors in a blended product containing pineapple. It was determined that the copper water line to the blend tank added just enough copper to the product blend that the product quality began to deteriorate after a few days. The copper pipe was replaced with PVC and the problem disappeared.
Going With the Flow
Water is an integral part of almost all food processing operations, yet it is something that far too many operators take for granted. It can affect food safety, quality and sanitation. It is also the one material that each and every one of us needs to live. Processors need to understand how water is delivered to their plant, how it is removed, and the quality of the water entering the operation. Understanding water quality and how it moves through the factory is one part of the equation needed to produce safe, high quality foods.
Richard F. Stier is a consulting food scientist with international experience in food safety (HACCP), food plant sanitation, quality systems, process optimization, GMP compliance and food microbiology. He has worked with a wide range of processing systems and products, including canning, freezing, dehydration, deep-fat frying, aseptic systems, and seafood processing. Rick served as Director of Quality Assurance for Dole Packaged Foods North American operations. In this capacity, he was responsible for building programs targeted at ensuring the quality of Dole value-added products packed in the U.S. While working on a USAID funded project in Egypt, programs and technical assistance provided by Rick’s technical services group resulted in more than 80 firms enhancing quality, safety and/or sanitation programs, which directly resulted in improved exports and an overall greater awareness of the importance of these three areas in international trade. He is a member of the Institute of Food Technologists and an editorial advisor to Food Safety Magazine. He can be reached at rickstier4@aol.com.
References
1. CDC. Morbidity and Mortality Weekly, 1994, Vol. 43:36, 1994.
2. FDA. Procedures for the Safe and Sanitary Processing and Importing of Fish and Fishery Products. CFR, Title 21 Parts 123 & 1240. Dec. 18, 1995.
3. FDA. Hazard Analysis and Critical Control Point (HAACP); Procedures for the Safe and Sanitary Processing and Importing of Juice. CFR, Title 21 Part 121. 2001.
4. FDA. “Current Good Manufacturing Practices in Manufacturing, Packing and Holding Human Food. CFR, Title 21 Part 110. Dec. 18. 1996.
5. Ito, K.A. and M.L. Seeger, (1990), “Effects of Germicides on Microorganisms in Can Cooling Waters,” Journal of Food Protection, 43:6, 484-487. 1990.
6. Coles, C.M. Personal comm. 2002.
7. Collettee, B., et al. Sanitation Control Procedures for Processing Fish and Fishery Products. Chapter 1: Safety of Water. Florida Sea Grant Program, Gainesville, FL. 2000.
8. Feicht, K. Personal comm. 2002.
9. Bogart, D. Cleaning and Sanitizing Short Course: Prerequisite Programs as a Basis for Ensuring Food Safety, sponsored by the Institute of Food Technologists. Orlando, FL. June 23-24, 2006.
10. Ecolab, Inc. “Making the Right Choice.” Ecolab Food and Beverage Division. St. Paul, MN. 1995



