
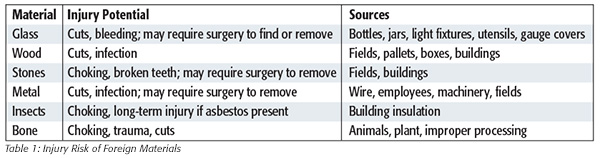
 How do food processors treat their foreign material control programs? Are they deemed food safety or food quality programs? Foreign material such as glass, wood, metal, fruit pits, bone or stones have the potential to cause injury, as may be seen in Table 1.[1] Based on a review of injuries from certain foods, the U.S. Food and Drug Administration (FDA) has established guidelines for “hard and sharp objects,” defining what they deem to be a hazard and what is not (see “Regulatory Action Guidance”[2]). The position is rather interesting in that there is both an upper and a lower size limit. The upper limit is set at 25 mm (1 inch). The rationale is that something that large would be detected by the consumer and not be hazardous. This guidance document also indicates that hard and sharp objects less than 7 mm may be a hazard for special groups such as infants.
How do food processors treat their foreign material control programs? Are they deemed food safety or food quality programs? Foreign material such as glass, wood, metal, fruit pits, bone or stones have the potential to cause injury, as may be seen in Table 1.[1] Based on a review of injuries from certain foods, the U.S. Food and Drug Administration (FDA) has established guidelines for “hard and sharp objects,” defining what they deem to be a hazard and what is not (see “Regulatory Action Guidance”[2]). The position is rather interesting in that there is both an upper and a lower size limit. The upper limit is set at 25 mm (1 inch). The rationale is that something that large would be detected by the consumer and not be hazardous. This guidance document also indicates that hard and sharp objects less than 7 mm may be a hazard for special groups such as infants.
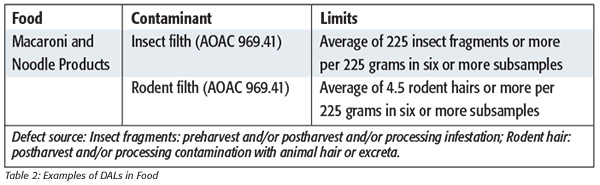 The bottom line, however, is that foreign materials have no place in foods, and processors need to develop, document, implement and maintain programs to ensure that such materials remain out of their products and processes. Now, someone may be thinking, “Hey, what about defect action levels (DALs)?”[3] DALs are set because FDA has deemed that some materials are “unavoidable contaminants.” Yet, it seems that each year, some overzealous newsperson “discovers” that there is such a thing as DALs and runs an investigative piece, focusing on how FDA “allows” such things in the food supply. What consumers must understand is that simply because there is a DAL does not mean that a food will contain the item in question. Processors are not standing over the mixers sprinkling in rodent hairs or insects. In fact, in my years in the industry, I have seen a steady decrease in levels of foreign material, especially for those products for which DALs exist. An elevated level of one of these materials usually means there has been a breakdown in basic Good Manufacturing Practices and sanitation programs, so there are other issues that need to be addressed (Table 2).
The bottom line, however, is that foreign materials have no place in foods, and processors need to develop, document, implement and maintain programs to ensure that such materials remain out of their products and processes. Now, someone may be thinking, “Hey, what about defect action levels (DALs)?”[3] DALs are set because FDA has deemed that some materials are “unavoidable contaminants.” Yet, it seems that each year, some overzealous newsperson “discovers” that there is such a thing as DALs and runs an investigative piece, focusing on how FDA “allows” such things in the food supply. What consumers must understand is that simply because there is a DAL does not mean that a food will contain the item in question. Processors are not standing over the mixers sprinkling in rodent hairs or insects. In fact, in my years in the industry, I have seen a steady decrease in levels of foreign material, especially for those products for which DALs exist. An elevated level of one of these materials usually means there has been a breakdown in basic Good Manufacturing Practices and sanitation programs, so there are other issues that need to be addressed (Table 2).
One point that needs to be made before moving forward is that foreign material in foods will render the food adulterated. It doesn’t matter if the item is very, very small; the food is now adulterated, and distributing a food that is known to be adulterated is a violation of the Federal Food, Drug and Cosmetic Act (see “Definitions of Adulteration”[4]). Food safety and quality professionals should follow the recall notices posted on the FDA, U.S. Department of Agriculture and the Canadian Food Inspection Agency websites. There are many examples of recalls for incidents where the material in question is tiny. The food may be safe using the criteria that FDA have established in its Compliance Policy Guide[5] for hard and sharp objects, but it is adulterated.
Foods and Foreign Materials
It is imperative that food processors understand their products and the foreign materials that may be associated with said products/processes. This is something that is learned through experience, customer/buyer complaint records, the type of products and how they are handled/processed and history. For example, freezers or canners that receive mechanically harvested produce understand that the mechanical harvesting equipment does not discriminate. It picks up everything: birds, mice, glass, stones, sticks, frogs and snakes. Many years ago, I watched a load of green beans being dumped into a receiving tank. As the front-end loader began to drop his load, a five-foot-long snake dropped over the side on the ground. To this day, I don’t know whether the snake or the workers moved faster. Knowing this, processors install equipment that is designed to remove these items. Fluming or float tanks not only wash fruits and vegetables but also allow stones and other dense items to sink. Air blowers remove chaff and leaves. These systems are designed to remove gross contaminants before the products reach the actual processing lines.
Meat processors have a different set of issues, primarily metal. It seems that a local pastime in some places is taking potshots at cattle in the field with birdshot or buckshot. The animals heal over and carry the shot until they head off to the slaughterhouse. Metal detectors will then find and remove the meat containing the shot. Another concern is needles. It is apparently not uncommon for a needle to break off below the skin when a cow gets an injection. Rather than dig the needle out, it is left in the animal.
Cocoa bean buyers know that their suppliers may add a few stones or other items to bags of beans, so they need to implement procedures and install equipment to remove these contaminants. Again, the message is know your raw materials and products, and what foreign materials have been issues in the past. Knowing the problems allows processors to develop programs or install equipment that can find and remove the foreign materials.
Interventions to Minimize Foreign Material Contamination
Processors can do many things to minimize the potential for foreign material contamination. The following programs must all be developed, documented and implemented. Workers must also be trained, and records must demonstrate that the tasks are being carried out. Finally, the processor needs to develop and implement programs to verify that the programs are being carried out according to documented procedures.
Supplier Approval Programs – Supplier approval programs have become an integral element of all food safety management systems. The same program may also be utilized as a means for minimizing the potential for foreign material contamination of raw materials and ingredients. The principal part of the program is an evaluation of the food safety programs at the supplier. These programs must, of course, include an evaluation of potential risks from foreign materials. Buyers can mandate that what they are buying be sieved or screened, passed through a metal detector or X-ray machine immediately prior to packaging. This requirement should be written into the purchasing specifications. Also, a processor buying deboned meats or poultry can mandate that the supplier pass the products through an X-ray machine prior to packaging. In fact, more and more companies are mandating their suppliers move from metal detection to X-ray machines. There is no guarantee that X-rays will detect all bones in poultry, as birds are slaughtered at a young age when many of the bones have not yet calcified. However, X-rays will detect some bones, improving both safety and quality.
Another tool for minimizing finished product contamination is to specify how the raw material or ingredient is packaged. Many processors will mandate that ingredients be packaged in cases with bright green or blue liners. The thought is that if a bag is torn or damaged, the bright blue or green plastic will be more visible, and thus, more easily detected or seen.
Currently, many operations do not consider foreign materials when looking at packaging and packaging suppliers, but packaging can create problems. Glass packers have had to work with their suppliers to ensure that fiber from the case does not get into their products. Air washers may not be effective in removing such contaminants. But there is one foreign material issue on which quality, production and marketing may need to work together. There is a greater push within the food industry toward sustainability and being “more green.” A means to do this is to utilize recycled materials for secondary packaging, that is, a package that holds a pouch or bag and is not a food contact material. Recycled fiber may contain small metal fragments, which will set off metal detectors. Most companies keep the rejects and investigate the issue, so adopting recycled packaging may create a bit more work for production and quality personnel.
Pest Management – Selling food that contains insects or parts of pests may not cause someone to become ill, but they are certainly not aesthetically pleasing. The pest management program must be designed to keep insects out of the plant, deny harborage and monitor activity. It has been estimated that 90 percent of the pest control program is good sanitation. In other words, keep it clean and discourage pest access. There are different challenges for processors receiving raw agricultural commodities no matter how they will be processed. Receiving for most fruits and vegetables is outside, so insects, birds and rodents will be a greater concern. Sanitation is still important, but interventions like washing will minimize the chances that any pests end up in the final product.
Glass and Brittle Plastic Controls – The glass and brittle plastics program is also a proactive means to control adulteration. There shall be no glass or ceramics carried into or used in the food processing area or warehouse at any time. Glass and ceramics shall be confined to the offices and break area. Watches must be removed before entering the plant. Eyeglass lenses shall be manufactured from shatterproof materials. In addition, windows in production or warehouse areas must be shatterproof or coated/covered with plastic to contain breakage. Light fixtures in processing areas should be properly shielded. Companies should inventory all glass and brittle plastics in areas where foods and ingredients are stored or handled. When conducting the inventory, note the location of glass or plastic, the type (if possible) and whether it is shielded or strengthened in any way. It is expensive, but there are companies that will have the glass analyzed to the molecular level. If there is an alleged glass complaint, this information will allow the processor to determine whether the glass came from its plant or whether it is a false claim. The inventory should then be transferred to a master list and each item on the list subjected to a risk assessment. High-risk items must be addressed immediately. The master list should then be audited on a regular schedule.
Cleaning and Sanitation Programs – Keeping a plant, the equipment and utensils clean is an essential prerequisite program when it comes to ensuring food safety. However, part of the cleaning and sanitizing program must include inspection of equipment as it is being cleaned. This is especially true of equipment that must be disassembled prior to cleaning: unit operations such as sieves, screens, cutters, choppers and grinders. If a screen is damaged, then there is a potential that something may have gotten through the screen and into a finished product. Determining what was trapped on the screen can help troubleshoot a problem that occurred upstream. In addition, since many operations have determined that a screen or sieve is a Critical Control Point (CCP) for potential foreign material, the results of the inspection must be documented frequently to demonstrate control.
Building Management – Making sure the physical plant is in good condition is another prerequisite program for reducing the potential for product contamination. This can be a challenge with an older facility. However, no matter the age of the plant, processors should conduct a detailed evaluation of and risk assessment on the facilities to establish problem areas and risks that should be addressed. As an example, many older facilities have wooden ceilings, which must be painted or sealed. Will leaks be a problem? Peeling paint that may get into the product? Building maintenance issues must be identified and maintained regularly, and should receive the same attention as preventive maintenance on equipment.
Preventive Maintenance Programs – Preventive maintenance may be the least appreciated of the prerequisite programs. Proper maintenance keeps equipment operating properly and protects an operation’s investment. It is also essential for protecting products from potential contamination. Nuts, bolts, blades in cutters and any other piece from equipment that may break or come loose must be secured and/or properly adjusted to ensure that it performs properly. Also, an integral part of a maintenance program (and sanitation) is the examination of the equipment to verify that it is and has been working properly. When a cutter is opened to be maintained (or cleaned), one should examine the housing and blades for breakage, metal-to-metal wear and/or scoring. If that is observed, there is a chance that there is a metal issue.
Pallet Management – A program for pallet management should consist of the following elements: specifications, storage, inspection, use within and outside of the plant, maintenance, shipping requirements and cleaning. Whenever pallets are to be used for production, they should be inspected prior to use. This is especially important when they are stored outside. Pallets must be individually inspected before being brought into the warehouse or production area. High-pressure air will remove pests and dirt. The inspection step must also be used to ensure that the pallets are in good condition. With wooden pallets, those that are splintered, have broken boards or loose nails should be set aside for repair or recycling. Damaged or splintered plastic pallets should also be set aside.
Equipment and Utensils Programs – The subject of preventive maintenance was addressed earlier. Equipment must be properly cleaned, sanitized and maintained, and appropriate records maintained, documenting that the work was not only done but also done properly (verified). Processors also utilize a wide range of utensils that should be constructed from impervious materials that are easily cleanable. Wooden handles are taboo and equipment should be sealed so as not to entrap water or food. Many processors use brightly colored plastic scoops or spoons as part of their allergen control or organic programs: designating certain colors for specific ingredients. There is a concern with plastics however. Plastics tend to splinter, potentially contaminating foods. If a company uses plastics, they must be inspected regularly. If they begin to become damaged or worn, they should be taken out of service. Persons responsible for cleaning these items should be trained to and have the power to remove any item from service. If a procesor is concerned about plastic and its lack of detectability, plastic items can be formulated with components that can be removed by magnets. Processors may instead use stainless steel utensils that can be marked using engraving tools or fitted with colored handles.
Personnel and Personal Hygiene – A food processor’s workforce can inadvertently contaminate product. It is for this reason that processors establish policies regarding clothing, hair restraints and jewelry. Procedures might include the following language:
1. All employees shall wear clean clothing when reporting to work. Shorts, tank tops or torn clothing is not acceptable from both a product quality and worker safety prospective.
2. No jewelry, including rings, brooches, watches, pins, earrings, necklaces and visible piercings, shall be worn in the production area. The only exception being a plain gold wedding band.
3. All employees and visitors must wear hairnets provided by THIS PLANT when working in or entering the production area. Hairnets must cover all of their hair and their ears.
4. All bearded employees and guests must wear beard nets when working in or entering the production area. Mustaches must be fully covered.
Of course, most operations provide their employees with uniforms. Uniforms should be manufactured from breathable materials that will not shed. They should have no pockets above the waist. Closures should be snaps, zippers or Velcro. Buttons are forbidden as they can pop off and get into products.
To further minimize the potential for a contaminant making its way into a finished product, processors now provide their employees with metal-detectable earplugs. In addition, processors now routinely mandate that bandages, or plasters, as they are called overseas, be brightly colored and metal detectable. Processors that go this route should also build in programs to verify that each lot of earplugs and bandages is indeed detectable by their metal detectors.
Production Standard Operating Procedures – Lastly, it is up to processors to establish Standard Operating Procedures to ensure that the areas that have been discussed are properly implemented each and every day of production. Workers must be trained in each area and the training documented. There must also be documentation that procedures are carried out. One of the best tools for ensuring that process operations start up properly is to develop startup checklists. Checklists can be designed to ensure that lines are cleaned, maintenance has been done, equipment is in good condition and that the proper steps have been taken to begin production.
Cleaning, Sorting, Detecting, Removing
It is interesting to note that many of the steps that can be taken by processors to minimize foreign material contamination are basic prerequisite programs. Many think of these as a means of controlling potential biological hazards, but they will also help control physical hazards and minimize the potential for product adulteration from foreign materials or chemicals. However, there are systems to eliminate or reduce foreign materials in the event the prerequisite programs let something through. Processors have many different means to detect and remove foreign materials. These will now be addressed.
Removal of potential foreign materials at the plant level literally starts at receiving. Operations receiving bulk liquid ingredients from tankers or rail cars may install in-line filters or screens to remove any materials that might have gotten into the ingredient at the manufacturer or from the bulk tanker. Processors often establish a program to inspect these filters after each tanker is unloaded to evaluate overall cleanliness of the load and as an element of evaluating vendor performance.
As noted earlier, operations receiving raw agricultural commodities often utilize a wide range of cleaning steps to remove undesirable materials such as leaves, stones, twigs, mud and different kinds of creatures. Insects and other organisms such as slugs, frogs and snails may be found on greens destined for fresh cut produce. Washing and fluming will usually remove these creatures, but occasionally they manage to hang on through the whole process and end up in a bagged salad. Processors utilizing raw agricultural commodities need to understand that these objects may come in with their products and need to design systems to clean the products as best they can.
Sorting is another tool that may be employed to remove foreign materials. Mechanical harvesters used for tomatoes have a crew on the back that sorts out foreign materials and bad fruit. Many processors also conduct visual sorting online using their people. This has advantages and disadvantages. Personally, I believe that the disadvantages outweigh the advantages. Workers assigned to sorting lines get tired, they can miss things and there is a higher potential for suffering repetitive motion injuries. To minimize the latter point, processors have been known to stop the lines for a few minutes each hour to allow their workers to rotate positions and go through a series of exercises to minimize the potential for injury. It is also a good idea to rotate people on and off the sorting line to keep them fresh and sharp. Some plants rotate people at intervals of every hour or less, realizing that the efficiency of people performing tasks can waver easily.
Electronic sorting systems are finding more and more acceptance in the industry. This is due in part to advances in sorting technology. These systems will remove foreign materials but are really utilized more for quality purposes. Knight[6] describes how systems now incorporate hyperspectral technology utilizing ultraviolet light, near infrared and infrared wavelengths that looks not at colors but at how these wavelengths react with the product being scanned. Laser sorting systems can also be used for cleaning up bulk grains, seeds and nuts. This is especially important since bulk containers are often used for moving different products. I once watched a processor pass a load of red lentils through a laser sorter. Two passes through the system removed a significant amount of foreign material, including corn, soy and wheat.
What most people think of when they hear “foreign material control” are the tools used to remove foreign material, specifically one or more of the contaminants listed in Table 1. These tools are magnets, metal detectors and X-ray machines. In fact, along with sieves or screens, these instruments are often determined to be CCPs in food processing operations. But let’s take a closer look at these three kinds of instruments and their use by food processors.
Magnets – Magnets will remove ferrous and nonferrous metals. They can also be used to protect processing equipment downstream of where the magnets are located. This is why they are often used in beverage processing operations. The magnets will attract the piece of metal, preventing it from potentially damaging a filler and causing costly repairs and downtime. The advantage of magnets is that they will remove very, very small pieces of metal, whereas metal detectors and X-ray machines have a finite detectability. There are two kinds of magnets used in food processing: ferrous magnets and rare earth magnets. Rare earth magnets are the strongest and most effective of the magnets. They can remove fine metal dust and work-hardened or abraded stainless steel.
They also come in a range of formats that allows magnets to be used in different processing systems. These include grate, tube, plate, liquid line, pneumatic, chute, pipe and drum magnets. Each of these different magnets has different applications and different product uses. Processors who do dry blending often install grate magnets where bags are dumped to remove metals at the start of the process. Processors of dried fruit install plate magnets immediately before filling to remove metal dust, specifically rust.
Magnets must be inspected and tested regularly. If they are used as a CCP, they should also be validated. Most processors will mandate that in-line magnets be inspected and cleaned at least once a day. As part of this process, they often have the persons performing these activities collect what is on the magnet and save it for future evaluation by the quality staff.
Magnets should also be tested to ensure that they are performing properly. How often this is done depends upon individual companies. “Pull testing” is repeatedly measuring the holding strength in ounces of force or pounds at a predetermined distance from the surface or on the surface of the magnet itself. This may be done by the equipment manufacturer or in-house. It is not a hard test to learn how to do. Finally, magnets should be validated to ensure that they remove the metals being targeted. I have seen processors do this by passing product spiked with a known number of metal pieces. They would then look at the magnet to verify that the metal was on the magnet.
Metal Detectors – Metal detectors are designed to detect all metal in food products above a certain size. The size of metal that is detectable depends upon the product and its packaging. Different types of metal detectors are available to the food industry. These include systems that pass the products through on a conveyor, in-line systems for liquids and vertical inspection systems. Metal detectors are almost always designed to reject product found to contain metal, although there are occasional units in which the product conveyor simply stops. Ideally, the best location for a metal detector is after packaging, which is why conveyor type systems are so popular. If metal is detected, the package will be rejected. Of course, if your package contains metal, processors would have to relocate the metal detector prior to packaging, adopt another type of metal detection system or utilize X-ray detection.
Processors should work with the equipment manufacturer to establish minimum detectable limits for the standards used with the unit. A processor might demand that its suppliers pass all products through a metal detector that has the ability to detect the following standards: 1.0 mm ferrous, 1.5 mm nonferrous and 2.0 mm stainless steel. If the processor is manufacturing hot dogs in a vacuum package, the customer demands can probably be met. However, if the goal is to pass 20-pound boxes of frozen entrees through the unit, that detection limit will probably be impossible. Processors should obtain a letter from their equipment manufacturer defining the minimum detectable limits for the unit. Based on this letter, the processor should obtain the necessary standards from the equipment manufacturer, that is, ferrous, nonferrous and stainless steel standards. Make sure that the type of stainless in the standard reflects the primary type of stainless in your plant and equipment. Processors must also decide, based on risk, how often they should test their metal detectors using the standards. At a minimum, each standard should be tested at the start and end of a product run, with one test midrun. In reality, most operations will conduct these tests more frequently. Many operators write their procedures so that testing is at the minimum level noted above, but actual operations will test every 1 to 2 hours. Why? No auditor will downgrade an operation for exceeding testing levels.
There is an ongoing debate as to how a company’s metal detector should be incorporated into the organization’s food quality and safety programs. Some companies have determined that metal detection should be a CCP in their Hazard Analysis and Critical Control Points plan, whereas others deem it part of quality management (prerequisite program). If the end products that are manufactured are chopped or ground and the company’s Hazard Analysis determines that there is a significant potential for metal contamination, the company will probably adopt the former. However, if a processor is producing purees or juices, it might install an in-line metal detection unit not only to look for metal, but also to protect equipment that is located downstream of the unit. Of course, there are processors that base this decision not on risk, but on customer demands. If a processor’s primary customer demands that metal detection be a CCP, it will usually acquiesce.[7] There is one last factor, however, and that is how FDA will look at metal detection in any guidance documents developed to support enforcement of the Food Safety Modernization Act. The guidance for seafood indicates that metal detection be treated as a CCP.


