
In order for food safety professionals to preserve a value-perceived position in industry, we have to understand the business. We also must be able to make and support business decisions; however, we must always be the ethical and legal conscience of the organization when food safety is being encroached upon to deliver business results—that is our credo as food safety professionals. It seems like this principle should be understood by now, but when managing complicated processes within expansive supply chains under extreme pressure to exceed cost reduction targets we must continue to remind our peers and executive teams that food safety is a mandatory prerequisite to the business model. Why? Because of all business deliverables it is the most noticeable when it is absent.
Consider this: If your organization doesn’t deliver on the short-term key performance indicator (KPI) of order fill rates, your products may be temporarily replaced by a competitor’s at a big box retailer. A consumer who prefers the product might not be able to purchase it for a period of time and may switch to another brand. If product deleritous to public health reaches the same shelves, the entire brand could now become defunct. Obviously, the smallest error or omission can yield significant long-term damaging effects to a business—seven-figure recalls are common and costs can escalate rapidly when dealing with a big box retailer or national food service establishment. We must continuously reaffirm to ourselves that safe food products are viewed as an entitlement by our consumers and customers, not another pricey convenience feature. Just because a can of green beans can be purchased from a mega-grocer for $0.59, when the leading national brand is $1.06, consumers do not anticipate that the inexpensive product is marginally safe in comparison.
Most of us do realize that the hazards and business pressures that organizations face on a daily basis are in a constant state of flux. Simply looking at what constitutes a hazard to public health is an interesting exercise: Less than a decade ago most manufacturers and foodservice establishments wouldn’t have foreseen that the process of removing undeclared residues of the “Big 8” allergens from their supply chains would become such a monumental task. The regulatory and public health reasons for getting “clean” have fostered the development of entirely new product lines of inexpensive rapid test kits (with levels of detection in the low part per million range), and specialty consulting firms and a number of diligent organizations are now entirely dedicated to conducting allergen-specific scientific research.
As part of our duties, we must learn to recognize evolutionary forces as they are emerging so that we are not later buried by them. A company pursuing the path of the dinosaur, either failing to evolve or forcefully adapt, will find over time that its resources and assets will become the fuel utilized by its better-positioned adversaries. By learning practices that are commonplace in other industries a proactive corporation can identify methods to more readily adapt and preserve its business position (i.e., brand equity, share, margin and corporate identity), while still managing to protect public health. Our execution strategies must continually evolve as the vast body of knowledge we are responsible for mastering is constantly reshaped. So, what are we doing as food safety professionals to proactively prepare our organizations?
The Hazard Analysis and Critical Control Points (HACCP) program is the current paradigm for achieving food safety deliverables, and the emphasis that we in the food safety community have placed upon this systematic approach is well deserved. By utilizing a uniform HACCP approach we have effectively identified and mitigated food safety hazards across the globe. Historically speaking, the eager consumer base we service is now in a golden era of food safety entitlement, though many outside of the food industry do not recognize the extent of this achievement. Unfortunately, many of us have not realized that by failing to diversify our approach to food safety we have settled into a suboptimal position for the business. However, by spanning self-imposed industry boundaries that confine us to examinations of processes internal to our own food production/service operations, we can instill a new paradigm that positions us to drive results that exceed those currently possible via use of HACCP alone.
Through integration and mastery of ancillary philosophies and toolsets from Six Sigma, total productive maintenance (TPM) and Lean Manufacturing, our mission to deliver products that are inherently safe and wholesome will become much easier. Further, when applied properly, we can simultaneously drive breakthrough results in operational excellence for our respective organizations. When referring to results as “breakthrough,” I do not mean a marginal tenth of a percent improvement in cost of goods sold (COGS). More appropriately, we are referring to results such as: 1) a 3-5% reduction in COGS; 2) delivering undiscovered manufacturing capacity by increasing overall equipment effectiveness (OEE) by 15-20%; and 3) measurably increasing product/process safety parameters by a full order of magnitude—that’s truly breakthrough.
Making Tasty Bites the HACCP Way
Most manufacturers are operating under HACCP although the food safety management system is only mandated currently for use in meat, poultry, seafood and juice operations. In order to understand how we can better augment HACCP with ancillary toolsets that may help keep us ever-adaptive, we must first examine a typical program in operation that we’ll call the Tasty Bites Corp.
Production and large foodservice organizations within the mid- to upper evolutionary tier are usually governed by well-detailed HACCP plans and formal specifications for existing products. Tasty Bites Corp. is no exception. There is an accompaniment of policies, procedures and work instructions readily available to personnel accountable for the day-to-day management of the HACCP plan within these operations. The documentation is developed and maintained as part of the documented quality system (DQS). Trained operators, or even dedicated inspectors, perform the documented monitoring and verification functions in compliance with the written plan. Corrective actions are understood and in place for any product/process that does not conform. Likewise, containment practices are well developed for ensuring products and ingredients identified as nonconforming do not leave the immediate control of the facility. Qualified reviewers and auditors are in place for plan verification and pre-shipment record review. As a final measure, a highly detailed systems audit schedule is maintained by the quality organization to provide evidence of the overall health of the system.
Tasty Bite Corp.’s HACCP plan is updated at least annually, unless a significant change has occurred, such as the introduction of a new product, new ingredient, new supplier, new process or other significant event (i.e., a documented CCP exceedance). The operation may take on further investment to gauge the health of their program by employing the services of a qualified third party auditor to observe operations, over time. The operation will then use the auditor’s findings for continuous improvement and/or further verification of the functionality and appropriateness of their system.
Typically organizations guard and preserve their HACCP documentation as proof that the CCPs were in control throughout the duration of manufacturing, and that the process output was reviewed as acceptable by an accountable member of management. Organizations that assemble products under a regulated HACCP plan are well versed in the requirements for such documentation, and often there is intense governance of the chain of custody and retention of records (often implemented by dedicated personnel). So what then does the typical product of this exercise look like?
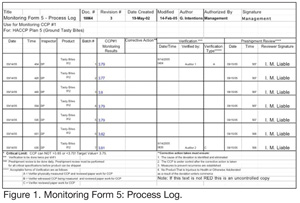 Figure 1 shows “Monitoring Form 5: Process Log,” a sheet that could represent any CCP monitoring step form for any process. For pragmatic reasons, let’s say that, in this case, we are monitoring the percentage of an extremely effective antimicrobial ingredient incorporated into a product to inhibit the outgrowth of pathogens throughout its shelf life. Our hypothetical company is manufacturing Tasty Bites, a product that consumers adore and retailers clamor over due to its inventory velocity and attractive gross revenue per unit sold. The corporation’s marketing team loves the product, the sales organization relies upon it to drive the quarterly top-line, and the consumer base remains loyal due to its consistent aesthetic quality and convenience factors.
Figure 1 shows “Monitoring Form 5: Process Log,” a sheet that could represent any CCP monitoring step form for any process. For pragmatic reasons, let’s say that, in this case, we are monitoring the percentage of an extremely effective antimicrobial ingredient incorporated into a product to inhibit the outgrowth of pathogens throughout its shelf life. Our hypothetical company is manufacturing Tasty Bites, a product that consumers adore and retailers clamor over due to its inventory velocity and attractive gross revenue per unit sold. The corporation’s marketing team loves the product, the sales organization relies upon it to drive the quarterly top-line, and the consumer base remains loyal due to its consistent aesthetic quality and convenience factors.
The monitoring results for CCP #1 are presented here (remember that this is a very important antimicrobial ingredient)—and the repeatable scientific studies conducted by teams of competent food microbiologists have found that if the concentration of the ingredient within this product matrix falls below 3.7 a biological hazard is reasonably likely to occur. On the flip side, if the product were to contain levels greater than 3.85, the regulatory agency governing the product has stated that a small population of consumers will be at risk of having serious adverse reactions. The organization has therefore established that the manufacturing operation will target a value of 3.75 for the antimicrobial content of finished products destined for sale to the general public with corrective action required for any product that possesses levels <3.7 or >3.85. These values represent the critical limits (CLs) within the organization’s HACCP plan.
As part of the monitoring process, the organization removes representative samples of Tasty Bites from the process and subjects them to an at-line rapid chemistry method to determine if the CCP is in control. As samples are pulled throughout the day and tested an auditor performs periodic verification activities to observe whether the monitoring function is performed according to established protocol. Review of the documentation displays that auditors verified and even physically measured a sample in concert with the process monitor. The CCP monitoring log was reviewed for errors by a designated QA representative, and as part of the organization’s positive release procedure, the record is signed off and dated. If a CCP exceedance was documented, a corrective action process would ensue, comprised of the steps outlined at the bottom of the form and the quality group would contain the product until the evidence is further examined.
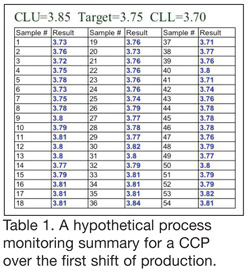 Now let’s examine process monitoring record summaries collected while producing Tasty Bites. At this point, the monitoring for CCP #1 has been completed, the results verified as legitimate and compared to the CLs by both the auditors and record review personnel. The summary in Table 1 displays that all samples measured in the first shift fall within our established critical control limits, so the organization decides to release the product for distribution and continue making a windfall of profits that drive shareholder value.
Now let’s examine process monitoring record summaries collected while producing Tasty Bites. At this point, the monitoring for CCP #1 has been completed, the results verified as legitimate and compared to the CLs by both the auditors and record review personnel. The summary in Table 1 displays that all samples measured in the first shift fall within our established critical control limits, so the organization decides to release the product for distribution and continue making a windfall of profits that drive shareholder value.
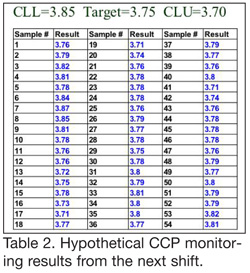 In examining the process monitoring record summaries for the next shift of production, observe that sample 7 is above the defined critical limit (Table 2). What has happened to change the outcome? The quality group places the product on hold for further evaluation, but what can the organization do next? The options proposed by various members of management within the organization will vary. The proposals may range from being 100% corollary to the established body of reasonable knowledge to those seemingly grounded in pure mental instability. Either way, the quality cops (QC) have now held the product, quarantined it and may spend their time reinspecting the entire lot of Tasty Bites. Maybe the company can rework the product, and get the antimicrobial content down to an acceptable level. Unfortunately, this will require resources that aren’t available within such a capacity-constrained supply chain. Landfilling the product is an easy disposition for anyone to carry out, but once again, costly for the organization. Maybe the company will choose to potentially frustrate consumers by attempting to reformulate the product because trying to manage such a stringent specification wasn’t a good idea anyway.
In examining the process monitoring record summaries for the next shift of production, observe that sample 7 is above the defined critical limit (Table 2). What has happened to change the outcome? The quality group places the product on hold for further evaluation, but what can the organization do next? The options proposed by various members of management within the organization will vary. The proposals may range from being 100% corollary to the established body of reasonable knowledge to those seemingly grounded in pure mental instability. Either way, the quality cops (QC) have now held the product, quarantined it and may spend their time reinspecting the entire lot of Tasty Bites. Maybe the company can rework the product, and get the antimicrobial content down to an acceptable level. Unfortunately, this will require resources that aren’t available within such a capacity-constrained supply chain. Landfilling the product is an easy disposition for anyone to carry out, but once again, costly for the organization. Maybe the company will choose to potentially frustrate consumers by attempting to reformulate the product because trying to manage such a stringent specification wasn’t a good idea anyway.
Obviously, playing a game of Russian roulette with public health is not a viable option, but the rest of the exercise that we’ve done here is one that occurs on a daily basis within corporations across the globe. Tabular data was evaluated and a binomial decision (good or bad, no inbetween) was generated. Our focus, and those of the process monitors, auditors and records review personnel was to ensure that the documentation was properly completed and to compare each measurement to the established specification to ultimately judge the safety of the product and its ability to meet the regulatory requirement. Typically, corrective action would only be initiated when a measurement were to exceed a critical limit. The tabular data displayed did not appear to be problematic during the first shift of production—after all the Tasty Bites produced were within the defined CLs. The results from the second shift were unacceptable, however, and required immediate corrective action. The second shift folks must be the problem, right? The company may just terminate one employee per hour from that shift until the product is acceptable! While deriving our judgment on the fate of the product we weren’t even focused upon what the process was doing—we missed that picture altogether. That’s the key: the behavior of the process is what requires the majority of our focus, not inspecting the product itself or looking for a scapegoat to serve up to senior management. By doing this we will be more likely to not violate our HACCP plan, and not continuously face the costly exercise previously outlined.
The HACCP system, in this example, seemed extremely reactive and didn’t help drive improvement of the process, the business or, as we will see later, may not even offer a high level of consumer protection. The intent of HACCP, however, is to compel us, as processors, to recognize and focus upon the mitigation of hazards that are inherent to our processes, products, ingredients and packaging materials. Within organizations that lack focus on continuous improvement and process control, HACCP programs become extremely tollgate in nature—the emphasis is on stopping the “bad” at all cost while letting the perceived “good” go through unquestionably. A well-developed HACCP system may be the current best approach for delivering food safety and when implemented properly serves us well. We must augment our HACCP systems and prerequisite programs with continuous improvement systems like Six Sigma, because as of right now, many organizations are producing an unpredictably high level of waste while simultaneously overtaxing finite resources required that could be better utilized for continuous improvement.
The QC Gap: Can We Cross It?
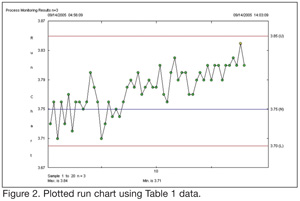 So let’s now take a quick look at the picture that we missed by examining a run chart of the process (Figure 2). There are no expansive statistical hoops to jump through to produce such a chart—simply it is a time-ordered plot of the observed data against the predefined critical limits and the process target. A plain piece of paper, a ruler, a pen and a marginally steady hand are all the necessary prerequisites required to move forward with this tool. Now, examine the results from the first shift once again. Notice the relation of the data points to the lower and upper CLs and target value—what is now readily apparent that wasn’t visible within the sea of tabular data presented earlier? Simply transforming tabular data into a manageable picture can dramatically improve the effectiveness of our systems by allowing us to make observations about the behavior of the process.
So let’s now take a quick look at the picture that we missed by examining a run chart of the process (Figure 2). There are no expansive statistical hoops to jump through to produce such a chart—simply it is a time-ordered plot of the observed data against the predefined critical limits and the process target. A plain piece of paper, a ruler, a pen and a marginally steady hand are all the necessary prerequisites required to move forward with this tool. Now, examine the results from the first shift once again. Notice the relation of the data points to the lower and upper CLs and target value—what is now readily apparent that wasn’t visible within the sea of tabular data presented earlier? Simply transforming tabular data into a manageable picture can dramatically improve the effectiveness of our systems by allowing us to make observations about the behavior of the process.
So how do we bridge the reactive quality control (QC) gap of continual reliance upon inspection of products and searching a never-ending sea of tabular data for nonconforming results? Traversing this QC gap is difficult, but not impossible. To move forward the organization must follow a defined conceptual path and adopt a new toolkit for future use. There are seven steps an organization must take to bridge the QC gap:
1. Everyone within the organization must master a single fundamental principle- that variation exists in every process. The type of finished product an organization sells is truly irrelevant in this regard: The product can not be produced in a manner that makes each unit absolutely identical every single time. The test methods utilized for measurement of the product alone are going to possess a level of inherent variation, and may not even produce the same result upon successive measurements of the same sample.
2. The management of the organization must stop reacting to and/or rewarding random events and focus upon sustainable trends.
3. From a risk management and analysis perspective, the next step is to define where excessive variation may place the organization at risk. Where would excessive variation in the process drive a severe customer issue? Where is it going to drive a public health issue (your HACCP analysis should help here)? Obviously we must prioritize our analyses to primarily focus upon public health, but ignoring the requirements of the consumer and business are akin to being a dinosaur.
4. Focus on improving the knowledge, skills and ability (KSA) level of the existing and recruited workforce to survive the brutal process of a forced cultural shift (retooling). This is perhaps the most difficult step in bridging the QC gap. When an organization is accustomed to being rewarded for dotting “i”s and crossing “t”s during documentation activities, and then hawking reams of tabular data to ensure that nothing is outside of the set limits—to take that mindset and retool it to, taking on a larger picture and managing processes in a hands-on manner—now that’s a cultural shift.
5. Variation must be measured at that point of the process where we have identified that it could cause undue harm. Sometimes feeling good about shipping “good” product because it is all in-spec” becomes a very slippery slope if the data is never analyzed. Realize that once you start looking, you are going to be obligated to act, even if you don’t like what the data depicts.
6. The other difficult step is to improve processes by learning how to reduce and control the many components of variation. It is easy to draw the pictures and discuss the good processes versus the bad processes; it is much more difficult to apply an irreversible corrective action. Sometimes an organization will try to “unlearn” a century of bad habits at this step. Having personnel on hand that are continuous improvement professionals and also effective change agents is pivotal to moving forward.
7. Acknowledge the members of the organization who continue to follow and model these traits for their strong commitment and exemplary leadership. Those individuals who attempt to undermine the new culture must be held accountable in a swift manner. Consistency in reinforcement is paramount to ensuring the culture does not revert.
Breakthrough Strategy: Six Sigma
Early within the treatment regimen for an organization’s QC addiction, a new toolkit should be infused as a barrier to relapse. A balance of principles from Six Sigma, TPM and Lean Manufacturing should provide the needed structure that will allow the HACCP system to reach new levels of effectiveness. Our focus here is the Six Sigma approach.
The philosophy of Six Sigma is to characterize and reduce variation within a business process. Many Fortune 500 corporations (namely, General Electric and Motorola) have been quite successful at driving verifiable and astounding results within the last 25 years. The defined areas for improvement within these organizations were aligned with the overall business strategy of cost-effectively delivering safe products to an eager consumer base that will meet or exceed their expectations for pricing and ultimate functionality.
As noted earlier, distribution of safe, high-quality products at an overall low cost is obviously in the interest of any business, which makes the Six Sigma approach ultimately appropriate for use within the food industry. Six Sigma organizations characterize failures in part per million probabilities, not by the measurable percentage of units counted as defective upon a finished product inspection. As a statistical measure, a company has managed a process to a Six Sigma performance level if that process can operate predictably and the normally expected variation would routinely yield no more than 3.4 defects per million opportunities (DPMO). How do the processes within your organization measure up? How do you know?
Many organizations cite measures of consumer feedback, performance during regulatory inspections and the number of units produced “right the first time” as their metrics of quality and food safety conformance. Agreeably, we must always actively monitor the feedback from our consumer base and the governing regulatory agencies, but if the essential principles for running a process safely have been well defined by repeatable science we should prefer to focus resources on managing the process and monitoring the variation within it prior to the point where it becomes a finished product. It is far too costly to identify a product as unsafe or otherwise unsuitable for shipment after the fact.
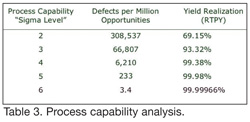 Another unique aspect of using a Six Sigma approach is that all processes can be characterized and benchmarked against one another by their sigma level. Adopting Six Sigma-style metrics will provide any organization with a unique opportunity to compare processes on an equal footing—as long as certain commonsense criteria are met relative to the data collected (i.e,. measurements are representative, data has integrity and the critical limits are truly representative of risk). Using the sigma level (or Z value) of a process to benchmark it against others allows a company to identify where resources may need to be focused to drive a reduction in risk, and potentially, a simultaneous increase in yield and throughput. Further, once the drivers behind “good” processes have been identified they can be cloned and implemented in other like-processes following a rapid systematic approach to quickly reduce risk. Table 3 displays the defect levels of processes operating at different sigma levels. By performing the appropriate capability analyses found within off-the-shelf software solutions we can easily calculate the sigma level and DPMO for any process.
Another unique aspect of using a Six Sigma approach is that all processes can be characterized and benchmarked against one another by their sigma level. Adopting Six Sigma-style metrics will provide any organization with a unique opportunity to compare processes on an equal footing—as long as certain commonsense criteria are met relative to the data collected (i.e,. measurements are representative, data has integrity and the critical limits are truly representative of risk). Using the sigma level (or Z value) of a process to benchmark it against others allows a company to identify where resources may need to be focused to drive a reduction in risk, and potentially, a simultaneous increase in yield and throughput. Further, once the drivers behind “good” processes have been identified they can be cloned and implemented in other like-processes following a rapid systematic approach to quickly reduce risk. Table 3 displays the defect levels of processes operating at different sigma levels. By performing the appropriate capability analyses found within off-the-shelf software solutions we can easily calculate the sigma level and DPMO for any process.
 Figure 3 displays a process capability analysis of data collected on CCP1 measurements for a number of shifts prior to the ill-fated second shift of Tasty Bites production. All of this product was shipped without question from our hypothetical manufacturing process, and everyone felt good about it. This level of process analysis provides a totally different level of utility in the measurement and communication of risk than what was available previously. We were simply stating the measurements did not exceed the CL, so let’s stamp “Good, Good, Good” on everything and ship the product as the organization resumes tending to the fires of the day. Just examine the projected parts-per-million overall defective in the graph. Is it a surprise that our hypothetical operation had a measurable exceedance of the CL? Finding nonconforming product produced by this process was a simple exercise in sampling probability carried out over time. Do you still believe that the process is providing the margin of product safety that we, or Tasty Bites Corp.’s senior management, should feel comfortable with?
Figure 3 displays a process capability analysis of data collected on CCP1 measurements for a number of shifts prior to the ill-fated second shift of Tasty Bites production. All of this product was shipped without question from our hypothetical manufacturing process, and everyone felt good about it. This level of process analysis provides a totally different level of utility in the measurement and communication of risk than what was available previously. We were simply stating the measurements did not exceed the CL, so let’s stamp “Good, Good, Good” on everything and ship the product as the organization resumes tending to the fires of the day. Just examine the projected parts-per-million overall defective in the graph. Is it a surprise that our hypothetical operation had a measurable exceedance of the CL? Finding nonconforming product produced by this process was a simple exercise in sampling probability carried out over time. Do you still believe that the process is providing the margin of product safety that we, or Tasty Bites Corp.’s senior management, should feel comfortable with?
When entering operations that have not previously adopted this metric for critical food safety attributes their processes typically can be measured somewhere between 3 and 4 sigma. How can this be true? The companies may not represent the most efficient, world-class operations, but they are still in business and haven’t had significant recalls in-spite of their lack of process capability. This fact may be summarized in one of many ways. Culling of the defective units prior to reaching the consumer (i.e. scrap, rework or product not surviving the distribution channel—check reclamation center figures for your products—are all costly). The measurement itself may not be appropriate at defining the true risk. The measurement system was not in control and providing random data that may not be representative of the product. Perhaps it is just plain blind luck that has led to a lack of issues in the marketplace. Therefore, the best way to utilize Sigma values (representing defects) within a risk management framework is to treat them not as absolute risk measures, but more as relative risk measures to represent potential issues that may manifest within the marketplace.
The various phases of a Six Sigma improvement strategy are rooted within the characterization and optimization of factors that contribute to process variation. To state it another way, prior to improving a process one must first characterize which key factors affect the variation of the measure, and then focus resources to reduce and control their ultimate effect. Within the Six Sigma approach, the process of driving a focused improvement within an existing process is further divided into the subprocesses (or phases) of Definition, Measurement, Analyisis, Improvement and Control (DMAIC). This is the heart of Six Sigma. We take real problems—i.e., there have been sporadic spoilage complaints from a production line within a facility. We then take measurements to validate the scope and severity of our defined problem (the problem occurs at a rate of 1 defect per 10,000 units produced over the period of time in question). Now a statistical problem statement can be generated and hypotheses tested in the real-world (i.e., products produced at the second thermal process station have a five-fold greater risk of spoilage then the 18 other unit operations). From here continuous improvement tools are deployed to improve the status quo. Example: The root cause analysis detailed that a pressure spike was routinely present within the vessel, and the output from the two pressure transducers within the control logic was being averaged together and one of them had drifted from calibration and therefore no alarm would trip and the chart recording appeared normal. Auditable control measures were deployed to prevent recurrence thus eliminating the real-world problem. At the end of a successful focused improvement the operation has transformed their understanding of a process from something that may have resembled tribal art to a predictable science-based model that can be discussed in terms of predictors and responses.
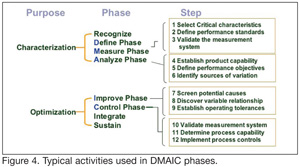 Some of the typical activities used in the DMAIC phases are presented for further review in Figure 4.
Some of the typical activities used in the DMAIC phases are presented for further review in Figure 4.
Tools from Six Sigma, TPM and Lean can be used while developing, or reworking, a HACCP plan for an existing process but they provide no utility in defining what constitutes a hazard reasonably likely to occur—that principle of HACCP is exclusively reserved for competent food safety professional. But again, having a good understanding of TPM principles (like conditional and predictive maintenance models) coupled with knowledge of the theory of constraints can help us add value to an organization. Perhaps the most complimentary tool to use when developing a HACCP plan is a properly executed Failure Mode and Effects Analysis (FMEA). As we identify the CCPs within the process a simultaneous discussion of what types of failure modes could undermine the team’s effort to consistently meet CLs is a very proactive exercise worthy of the effort. The output of an FMEA can be used to not only shore up the identified weaknesses within the process and ancillary systems, but the process inputs that are identified as key can be added to an auditable process control plan. The shrewd operations team would perform validation studies then measure the sigma levels of these upstream indicators to verify their utility in predicting conformance with the CCP. If the upstream processes identified by the HACCP review and FMEA are managed properly the sigma level of the resulting CCP will be quite resilient and further prove that the food safety systems are working as intended.
Making Tasty Bites the Six Sigma Way
Examining the Tasty Bites example readily displays what benefit process control would have provided if it had been used. As stated previously, the organization must focus on monitoring process behavior. To do that an organization must undertake an active exercise in linguistics. Manufacturing processes are not mute. They try to talk with us often, but realize that they can only speak a few languages—variable, attribute and categorical. When an organization learns how to interpret these they are usually amazed at the stories that their processes have been trying to tell! Knowing what tools to use to facilitate an active dialogue with the critical proces



